
Fターム[4F211AR20]の内容
プラスチック等のライニング、接合 (31,000) | 調整制御量(制御の対象) (635) | その他の調整制御量 (28)
Fターム[4F211AR20]に分類される特許
1 - 20 / 28
ラミネートシステム
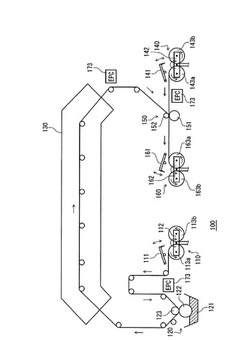
【課題】スプライスを迅速かつ正確に行うことができ、かつ、高い生産性を確保することのできるラミネートシステムを提供する。
【解決手段】第1基材原反ロールの残量、第1積層材原反ロールの残量、及び、第1巻き取りロールの巻き取り量の各量を各々検知するロール量検知部と、ロール量検知部による検知結果に基づいて、基材繰出部、積層材繰出部、及び巻き取り部にスプライスを実行させる制御部と、基材繰出部、積層材繰出部、及び、巻き取り部におけるスプライスの状態を検知するスプライス状態検知部と、を備え、制御部は、スプライス状態検知部による検知結果に基づいて、基材繰出部からの基材の繰出速度、積層材繰出部からの積層材の繰出速度、及び、巻き取り部における巻き取り速度を、自動的に所定速度まで増加させる。
(もっと読む)
ライニング施工方法

【課題】 帯状部材を巻回して更生管を形成する製管機に対し、帯状部材の供給状態を安定化させて、既設管内に作業者を立ち入らせなくとも効率よくライニング施工できるようにする。
【解決手段】 既設管200の内面を周方向に回転しつつ既設管200の軸心方向に移動して製管する製管機1に対し、帯状部材100を螺旋状に供給する送り装置10を製管機1に到るまでの経路に設ける。そして、送り装置10を製管機1の製管動作に対応させて駆動し、この送り装置10から帯状部材100を既設管200の軸心方向に送りつつ軸心周りに回転させて供給する。
(もっと読む)
製管装置
【課題】本発明は、製管機への帯状部材の供給状態を安定化して、老朽化した既設管の更生作業に係る省力化を図り、既設管内に作業者を立ち入らせなくとも効率よく施工することのできる製管装置を提供すること。
【解決手段】製管作業中、製管機1による更生管130の形成に必要な帯状部材100の単位時間当たりの供給量及び回転角が算出されて、算出された単位時間当たりの帯状部材の供給量及び回転角による帯状部材130の供給実行が送り装置10を介して行われることによって、製管機1への帯状部材130の供給を、送り装置10によって自動的且つ過不足無く行わせ、既設管200内における人的作業を省略する。
(もっと読む)
溶着条件の決定方法
【課題】一対の樹脂成形体を溶着により接合する際の、好適な溶着条件を決定する方法を提供する。
【解決手段】樹脂成形体の接合部が溶融する際に吸収する熱を考慮する。特に、レーザー溶着法等の光により、一対の樹脂成形体を溶着により接合する場合には、光のビーム径、光の透過率等を考慮して、光から樹脂に供給される供給エネルギーを算出し、この供給エネルギーを用いて、熱拡散係数D、光の走査速度等を考慮して、光から樹脂が吸収する吸収エネルギーを算出する。
(もっと読む)
シール装置
【課題】マイクロチップなどの反応容器と蓋材が適正なシール温度で熱溶着されたかどうかをシール直後に判定し、シール異常時には直ちにシール動作を停止するシール装置を提供する。
【解決手段】反応容器/蓋材の表面温度を計測する温度計測手段と、シールの良否を検査するための検査条件設定手段と、温度計測手段により計測された温度計測データを取り込む計測データ取り込み手段と、計測データ取り込み手段によって取り込まれた計測値と検査条件設定手段により設定された良否判定閾値を比較する判定処理手段と、を備えたシール検査機能を有し、かつ、前記検査条件設定手段により設定された検査条件を記録する記録する情報記録手段と、前記判定処理手段によってシール不良と判定された場合にシール動作の停止指令を出力する制御手段と、を備えたことを特徴とするシール装置。
(もっと読む)
部品検出ホーン
【課題】超音波溶着用途での利用に簡易な検出システムを提供すること。
【解決手段】第1の部品を第2の部品に超音波溶着するのに使用されるノーダル検出ホーンアセンブリ10は、ノーダルホーン12と、ノーダルホーン12の内部に形成された空洞32と、空洞32内に少なくとも部分的に配置された検出装置を含む。検出装置は、第1の部品の存在および/または向きなどの特性を検出して、それに対応する検出信号を出力する。
(もっと読む)
振動溶着方法及びそれに用いる振動溶着装置
【課題】樹脂部品同士の摩擦の際、その当接面が溶融する前に発生する磨耗粉の量を極力抑えることができる振動溶着方法及びそれに用いる振動溶着装置を提供する。
【解決手段】2つの樹脂部品を加圧しながら当接させ、その当接面に振動による摩擦熱を発生させて該当接面を溶融させ、該2つの樹脂部品を溶着する振動溶着方法において、振動の振幅Aを可変させ、少なくとも振動開始T0から当接面の溶融開始T1までの期間は前記振幅を所定値(第1所定値A1)以下に保持し、その後、当接面の溶融開始以降に振幅Aを所定値A1よりも大きい値(第2所定値A2)まで上昇させる。加圧力Fは、振幅Aと所定の相関をもって可変させる。
(もっと読む)
樹脂の溶着方法およびこれを使用したタンク製造方法
【課題】溶着時間を短縮させ、尚かつ溶着品質をより安定化させる。
【解決手段】所定値よりも波長の長いレーザ光L2と、所定値よりも波長の短いレーザ光L1とを当該樹脂の溶着対象部分22に照射する。例えば、波長の短いレーザ光L1として半導体レーザ光を用い、波長の長いレーザ光L2としてYAGレーザ光またはCO2レーザ光を用いることができる。樹脂ライナ20を対象とする場合、波長の長いレーザ光L2を樹脂ライナ20の外側から、波長の短いレーザ光L1を樹脂ライナ20の内側からそれぞれ照射することが好ましい。また、レーザ光が照射される部分の温度ないしはレーザ光照射量を測定装置50により測定し、測定結果に基づいて当該レーザ光の照射量を調整。
(もっと読む)
レーザを用いた部材の接合方法
【課題】レーザ光を透過する樹脂材料で形成された3つ以上の部材について、互いに重ね合わされた境界面にレーザ光を一回照射することにより部材間を接合させる接合方法を提供する。
【解決手段】互いに積層された第1、第2及び第3部材11,12,13は、第2部材12の第1部材11との境界面が研磨された第1凹凸面12aにされ、第3部材13の第2部材12との境界面が同様に第2凹凸面13aにされている。レーザ光15が照射され、第2部材12の第1凹凸面12aでレーザ光が吸収され、凹凸面12a周囲のアクリル材料を局所的に溶融させることにより、両部材11,12間に接合を形成することができる。透明にされた接合部分12bを透過したレーザ光は、第2及び第3部材12,13の境界面付近に照射され、第2凹凸面13a周囲のアクリル材料を局所的に溶融させることにより、両部材12,13間に接合を形成することができる。
(もっと読む)
表面改質された樹脂フィルム、及び樹脂フィルムの表面改質方法
【課題】接着剤やアンカーコート剤を用いないで、熱圧着のみにより他の樹脂フィルムとの積層フィルムを製造しても、高い接着強度を有する表面改質された樹脂フィルムを提供する。
【解決手段】基材の少なくとも一方の面が、大気圧プラズマ装置により表面改質された、厚みが10〜500μmの熱可塑性樹脂からなる樹脂フィルムであって、表面から約10nm以下の深さに熱接着性改質層が形成され、XPSの観測により、フィルム表面から4nmの深さの価電子帯スペクトルの結合エネルギー11〜17eVに見られるC−C結合に由来するピーク面積(S1:改質後のピーク面積、S0:改質前のピーク面積、S1/S0:改質前後のピーク面積比)が、ポリエチレンテレフタレート(PET)ではS1/S0<0.8、ナイロン(NY)ではS1/S0<0.89、直鎖状低密度ポリエチレン(L−LDPE)ではS1/S0<0.9となっている。
(もっと読む)
ラミネータ
【課題】 当該ラミネータに、装着されているラミネート・フィルムを自動的に識別する機能を有するラミネータを提供することである。
【解決手段】 ラミネート・フィルム供給体3の軸端に、ラミネート・フィルム8の情報が記憶されているID・タグ61が装着されており、上記のID・タグ61と無線交信する信号送・受信手段62を介して、上記のラミネート・フィルム8の情報が、制御手段63に伝達され、この制御手段63には、マイクロ・コンピュタ64(被ラミネート体7の情報を記憶する機能も有する。)が設けられており、上記のラミネート・フィルム8の情報と被ラミネート体7の情報とを比較し、その結果を表示することとされているラミネータである。
(もっと読む)
薄板状部品製造方法
【課題】正確なサイズの薄板状部品を安定して製造できる薄板状部品製造方法を提供する。
【解決手段】第2切れ目形成ローラ226よりも送り方向下流側には、一対の搬送ローラ232と一対の搬送ローラ234が配置されており、これら2組の搬送ローラ232,234に中間製品100が挟持されて張られた状態で搬送される。2組の搬送ローラ232,234の間の上方には、2台のCCDカメラ236、238が配置されている。2組の搬送ローラ232,234によって張られた状態で搬送されている中間製品100は、2台のCCDカメラ236、238によって所定の位置や寸法が測定され、この測定結果に基づいて、第2切れ目形成ローラ226が送り方向に直交する方向に移動すると共に、規格外の寸法の中間製品100には印が付けられる。
(もっと読む)
搬送装置、積層体の製造装置及び製造方法
【課題】汚れ付着によるロール劣化が軽減され、従来以上の長期にわたって搬送、転写を安定的に行なえる搬送装置及び積層体の製造装置を提供する。
【解決手段】ゴム層65aを有する圧着ローラ64a及びゴム層65bを有する圧着ローラ64bとゴム層65aにUV−B光を照射するUV−Bランプ81とを備えており、ゴム層65aの表面に汚れが生じていると判定されたときに、ゴム層65aに積算照度が所定値に達するまでインラインでUV−B光を照射して洗浄できるようになっている。
(もっと読む)
超音波ホーン設計支援装置と該装置の超音波ホーン設計支援方法及びプログラム
【課題】精密で微細な加工を実現するには、より詳細にホーンの特徴を把握し最適な形状および加振条件および加工条件まで検討する必要があるが、超音波ホーン単体で評価されることはあっても加工条件も含めて検討はできなかった。
【解決手段】設計データ処理部6は、超音波ホーンの全長及び形状を決める手段と、有限要素法で超音波ホーンのモデルを作成し、そのモデルの固有値解析を行う手段と、固有値解析の結果、加振周波数近傍に縦振動の固有値があるかどうかを判定する手段と、加振周波数近傍に縦振動の固有値がなければ、超音波ホーンの形状修正及び固有値解析を繰り返して行い、加振周波数近傍に縦振動の固有値があると判定した場合は、固有値解析の結果を用いて、超音波ホーン縦振動の節を求める手段と、求めた節を中心に、実際に使用する超音波の入力波を印加して出力波形を求めることで衝撃解析を行う手段を備えている。
(もっと読む)
接着剤配合及び多層アセンブリ
本願に記載の発明は、様々な用途のための接着剤配合及び多層アセンブリの製造におけるその使用に関する。 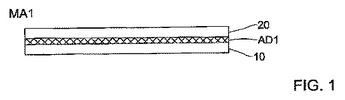 (もっと読む)
(もっと読む)
積層体フイルムの貼り付け方法
【課題】簡単な工程で、積層体フイルムの不良箇所がハーフカットされることを可及的に阻止することができ、高品質且つ効率的なラミネート処理を遂行可能にする。
【解決手段】長尺状感光性ウエブ22から保護フイルム30を部分的に除去して露呈する感光性樹脂層28を、ガラス基板24にラミネートする貼り付け方法である。ハーフカット位置から上流側に且つ長尺状感光性ウエブ22の1枚分の貼り付け長さ以下の位置に配置される光電センサ104を介し、前記長尺状感光性ウエブ22の不良箇所が検出された際に、次回のハーフカット処理が停止される。そして、ハーフカット処理が停止された部分は、ガラス基板24に貼り付けられることがなく、廃棄される。
(もっと読む)
樹脂・ガラス溶着方法及び樹脂・ガラス溶着装置
【課題】 樹脂部材とガラス部材との溶着の確実性が向上された樹脂・ガラス溶着体を製造することができる樹脂・ガラス溶着方法及び樹脂・ガラス溶着装置を提供する。
【解決手段】 樹脂・ガラス溶着装置1で実施される樹脂・ガラス溶着方法では、シランカップリング剤によって改質されたガラス部材M2の表面を介して対向させられた樹脂部材M1とガラス部材M2との対向面Sにおいて樹脂部材M1が溶融するように、対向面Sおいて環状に延在する溶着予定領域Rに対して略同時にレーザ光が照射される。これにより、溶着予定領域Rにおいて樹脂部材M1が略同時に溶融して再固化するため、溶着予定領域Rの全体に渡って樹脂部材M1とガラス部材M2との溶着強度の低下を防止することができる。従って、樹脂部材M1とガラス部材M2との溶着の確実性が向上された樹脂・ガラス溶着体Pを製造することが可能となる。
(もっと読む)
超音波溶着装置
【課題】溶着対象物を所望の強度で確実に接合できかつ溶着対象物の溶着状況を正確に判定できる超音波溶着装置を提供する。
【解決手段】 超音波溶着装置1は超音波溶着機4とレーザドップラ速度計5と制御装置6を備えている。超音波溶着機4は溶着対象物としてのFFCを挟むチップ9とアンビル10とを備えている。レーザドップラ速度計5はチップ9の速度を検出して制御装置6に向かって出力する。制御装置6は超音波溶着機4の圧電振動子に印加された電圧値と電流値に基づいてチップ9に加えられた仕事率を算出する。制御装置6は仕事率の変化率を算出する。制御装置6は仕事率の変化率が第1の所定の値以下となった後に第2の所定の値以上となるとチップ9の総変位量を算出しこの総変位量が第3の所定の値を超えると超音波溶着機4を停止する。制御装置6はチップ9の総変位量に基づいて溶着対象物としてのFFCの溶着状況の良否を判定する。
(もっと読む)
超音波接合検査装置、超音波接合検査方法、超音波接合装置、および超音波接合方法
【課題】電極タブに力を加えることなく超音波接合状態を検査することができる超音波接合検査装置を提供する。
【解決手段】超音波接合されたワーク900a,900bの温度分布を測定する温度測定手段200と、温度分布が測定されるワーク900a,900bの未接合領域と超音波接合領域との温度差を利用して、当該ワーク900a,900bの超音波接合領域を算出する算出手段300と、を有する。
(もっと読む)
電気融着装置
【課題】作業者が施工手順を間違えたり、作業工程を抜かしてしまうことがなく、接続施工終了後に施工工程の進行状況を確認できる電気融着装置を提供する。
【解決手段】電気融着装置3には、樹脂管1と電気融着継手2A,2Bとの接続施工の進行状況を確認するための確認ボタン6cと、電気融着継手2A,2Bに対応する接続施工の施工手順を工程毎に記憶する記憶部12とが設けられ、制御部10は製品情報コードCが入力されたときに、入力された製品情報コードCに基づいて、製品情報コードCに対応する電気融着継手の接続施工の施工手順を表示可能な状態とし、確認ボタン6cが押される毎とに順次工程毎の施工手順を表示部6eに表示させる。
(もっと読む)
1 - 20 / 28
[ Back to top ]