
Fターム[4F211SJ15]の内容
プラスチック等のライニング、接合 (31,000) | ライニング材料、ライニング対象物の供給 (847) | 移送 (307) | 移動機構 (161)
Fターム[4F211SJ15]の下位に属するFターム
ガイド (41)
Fターム[4F211SJ15]に分類される特許
1 - 20 / 120
熱可塑性樹脂管更生工法、及びドラム搬送用台車
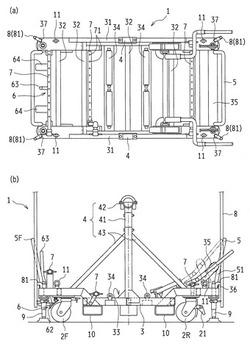
【課題】 本発明は、施工開始地点として選択された立坑が狭小道路に存する場合にあっても、好適に既設管を更生することができる新規な熱可塑性樹脂管更生工法、及びこの熱可塑性樹脂管更生工法に用いられるドラム搬送用台車を提供することを目的とする。
【解決手段】 熱可塑性樹脂管更生工法において、熱可塑性樹脂管100が巻き回された巻取りドラム12を、施工開始地点まで搬送するにあたり、車幅700〜1600mmのドラム搬送用台車1を用い、前記巻取りドラム12を積載した前記ドラム搬送用台車1を、前記施工開始地点に通じる道路を介して、前記施工開始地点まで走行させる。
(もっと読む)
フィルムラミネート装置及びフィルムラミネート方法

【課題】ラミネートされたフィルムの安定性や品質を向上し、回路基板上のラミネートされたフィルムの歩留まり率をさらに増加すること。
【解決手段】本発明にかかるフィルムラミネート装置は、フィルムをラミネートするための少なくとも1つの回路基板を運搬するラミネートプラットフォームと、フィルムのラミネート前後にラミネートプラットフォーム上の回路基板の品質を検出する光検出器と、を備える。フィルムのラミネート前に回路基板に付着されたほこりの状態と、フィルムのラミネート後の回路基板上で生じた気泡の状態とを検出するためのフィルムラミネート装置上の検出デバイスを利用する。
(もっと読む)
フィルム貼付装置
【課題】貼り付け位置精度が極めて高いフィルム貼付装置を提供する。
【解決手段】本発明に係るフィルム貼付装置1は、傾動機構7がフィルム保持ステージ4を傾動させて、接着面が露出したフィルム部材21の貼始端とパネル部材20とを接触させることにより、パネル部材20に対するフィルム部材21の貼り付け位置を確定させた後、貼始端保持部分4aを退避させ、さらにその後、貼始端保持部分4aが退避したことによりできたスペースにローラ8aを移動させて、フィルム部材21をパネル部材20に押し付けることを特徴とする。
(もっと読む)
ラミネーターによる切断方法及びラミネーター
【課題】より確実にラミネートフィルムを切断することができるラミネーターの切断方法を得る。
【解決手段】前後端部を重ねた不連続な紙葉体と、長尺ラミネートフィルムを重ね合わせて接着し、この紙葉体接着長尺フィルムを複数対のニップローラの間で搬送し、前後の紙葉体の重なり部分において長尺ラミネートフィルムに切り込みFCを入れ、同切り込みを入れた後、複数対のニップローラの間で、紙葉体接着長尺フィルムの移送平面に交差させて切断ローラを移動させて紙葉体接着長尺フィルムのラミネートフィルムを切断するラミネーターによる切断方法において、切断ローラが紙葉体接着長尺フィルムFS移送平面を横切るときに、切断ローラよりも下流側に位置するニップローラ21,22による同フィルムの送り速度を同切断ローラよりも上流側のニップローラ21,22による送り速度よりも高速化する。
(もっと読む)
ライニング材及び管路ライニング工法
【課題】大きく屈曲した箇所が多数ある管路でも容易にスムーズに挿入できるライニング材、及びこれを用いた管路ライニング工法を提供する。
【解決手段】熱硬化性樹脂を含浸させた可撓性の管状のライニング材1は、幅が小さくなるように折り畳んでテープ4で縛られ、ベルト通し5、5’に通したスチールベルト6、6’により挟持され、ライニング材の全体に弾力性と剛性が付与される。ライニング材1の先端には、ライニング材を先導するためのスチールベルト10が固定される。ライニング材1はスチールベルト10、6、6’により引き込まれ、あるいは押し込まれるので、直角ないしそれに近い角度で屈曲した箇所が多数ある枝管でも、枝管ライニング材の挿入を容易にスムーズに行うことができる。
(もっと読む)
製管装置
【課題】 本発明は、製管作業を円滑に進めることができる新規な製管装置を提供することを目的とする。
【解決手段】 成形フレーム2に取り付けられた接合機構部4の周回方向前方に主支持部材6Mを配置すると共に、主支持部材6Mの周回方向前方に副支持部材6Sを配置し、前記副支持部材6Sによる既設管200の内壁から前記成形フレーム2を離間させる離間距離を、前記主支持部材6Mによる既設管200の内壁から前記成形フレーム2を離間させる離間距離より短く設定することによって、製管時に、前記接合機構部4を既設管200の内壁から離間させた状態で維持する。
(もっと読む)
シート貼合方法及びシート貼合装置
【課題】連続した積層シートの基材シートから機能性シートを剥離して対象物に貼合させる工程において、剥離帯電により発生する機能性シートの静電気を抑制するシート貼合方法及びシート貼合装置を提供する。
【解決手段】長手方向に連続して供給される積層シート7から機能性シート6を剥離して対象物8に貼り合わせるシート貼合方法は、機能性シート6を対象物8に向けて搬送し、機能性シート6を貼り合わせに必要な長さ分だけ切断し、基材シート1を剥離ブロック20に沿わせて機能性シート6を剥離させ、剥離した機能性シート6を対象物8に貼り合わせ、剥離により基材シート1がマイナスに帯電する場合には、帯電列が基材シート1よりマイナス側に位置する材質で構成され、プラスに帯電する場合には帯電列が基材シート1よりプラス側に位置する材質で構成される剥離ブロック20が用いられる。
(もっと読む)
ラミネート装置および搬送シート、剥離シートのクリーニング方法
【課題】 本発明は、搬送シートに付着した充填材を効率よく完全に除去できるクリーニング機構を有するラミネート装置を提供すること、さらに剥離シートに付着した充填材を効率よく完全に除去できるクリーニング機構を有するラミネート装置を提供することを課題とする。
【解決手段】 ラミネート装置の搬送シートのクリーニング機構を、搬出側の搬送シートの搬送面に接するように設け、回転アクチュエータ28cにより駆動される搬出側のブラシロール28と、搬入側の搬送シートの搬送面に接するように設け、回転アクチュエータ26cにより駆動される搬入側のブラシロール26とを具備する構成とした。
(もっと読む)
ガスタンクの製造方法及び製造装置
【課題】繊維配設工程の作業性を向上できて、この工程に要する時間を短縮でき、その上で、ライナーの交換作業を容易化することが可能なガスタンクの製造方法及び製造装置を提供する。
【解決手段】複数の繊維20を支持するヘリカルユニットをライナーの外側で移動させることによりライナーの周囲に複数の繊維20を配設する繊維配設工程と、切断用リング40により複数の繊維20をライナーに配設された既設部とヘリカルユニットとの間で切断する切断工程とを有し、切断工程にて切断用リング40により複数の繊維20の切断位置よりもヘリカルユニット側を吸着保持した状態で次のライナーに対する繊維配設工程を行う。
(もっと読む)
表皮材の貼り付け装置および貼り付け方法
【課題】基材の端部に浮き等を生じさせることなく、精緻で綺麗に表皮材を基材の表面から裏面まで貼り付けることのできる表皮材の貼り付け装置と貼り付け方法を提供する。
【解決手段】少なくとも基材Wの表面W1に表皮材Sが貼り付けられた該基材Wを支持する治具6を具備する載置台5と、載置台5上で治具6の側方にてスライド自在な入れ子71と、入れ子71のスライドの駆動制御を実行する制御手段と、を少なくとも備え、表皮材Sが基材Wの表面W1から入れ子71の端面71aに貼り付けられた状態で入れ子71がスライドして表皮材Sを基材Wの表面W1から裏面W3に亘って貼り付けるようになっている貼り付け装置10である。
(もっと読む)
既設管渠の更生方法
【課題】既設管渠における1つの開口端を利用して損傷箇所の補修を確実に行うことができる既設管渠の更生方法を提供すること。
【解決手段】装置径方向に拡張収縮変形可能な固定チューブ12を有する先行固定装置4と先行固定装置4に接続された牽引用ワイヤ22とを、既設管渠2の開口端2b側から挿入する。既設管渠2内において損傷箇所3よりも奥側の閉塞端2aの位置まで先行固定装置4を送り込み、その位置にて固定チューブ12を拡張変形させて既設管渠2の内周面に面接触させることで先行固定装置4を移動不能に固定する。牽引用ワイヤ22を用いて補修機5を先行固定装置4側に引き寄せることにより、損傷箇所3に対応した位置まで補修機5を移動させる。補修機5を膨張させて更生材31を既設管渠2の内周面に圧着する。
(もっと読む)
ラミネート装置及びシートの切断装置
【課題】
切断位置を検知するセンサー及び複雑な構成のカッター装置を不要とした、安価で構造が簡単なラミネート装置を提供する。
【解決手段】
ラミネート装置1は、シート片Aを送る送り部35と、ラミネートフィルムPに小孔P1を形成する穿孔手段16と、シート片Aの表面にラミネートフィルムPを熱圧着する熱圧着部40と、シート片Aを切断部50側へ引き出す引出部45と、シート片A間のラミネートフィルムPを切断する切断部50と、切断されたシート片Aを装置本体2外に排出する排出部75とを有する。切断部50の切断手段51は、駆動モータ81の動力が摩擦力を介して伝達される切断軸60を有する。切断軸60は、シート片Aが熱圧着されたラミネートフィルムP上では切断することがなく、シート片Aが熱圧着されていないラミネートフィルムP上では摩擦力が切断力を上回ってラミネートフィルムPを切断する。
(もっと読む)
ラミネート装置
【課題】装置の高さを抑えて、メンテナンス性を向上させ、コストを削減すると共に、被ラミネート体の品質低下を防止するラミネート装置を提供する。
【解決手段】ラミネート装置1は、ダイアフラムが取り付けられた上ケースと、下ケースとを用いて内部に前記ダイアフラムによって仕切られた上下のチャンバを形成し、被ラミネート体を加熱し、前記ダイアフラムによって前記被ラミネート体を狭圧することによりラミネート加工を行うラミネート部2、3を上下方向に複数備えるラミネート装置であって、ラミネート部2の上ケース22と、ラミネート部3の下ケース31とは一体的に構成され、上ケース22の下側及び下ケース31の上側を通過する無端状のシート101を備える。
(もっと読む)
既設管の更生方法、配管捌き機、圧送ポンプ、及び裏込め材供給装置
【課題】本発明は、地上と既設管との高低差が大きい場合であっても、配管輸送によって一定粘度の高粘度モルタルの注入を行うことができる新規な既設管の更生方法及び製管装置構造を提供することを目的とする。
【解決手段】低粘度モルタルとこの低粘度モルタルの粘度を増加させる添加剤とを裏込め材注入機10に供給する各配管22、23の経路中、立坑202に沿って垂下する位置において一軸偏心ねじ式ポンプ5を各々組み込み、各一軸偏心ねじ式ポンプ5をそれぞれ作動させることによって低粘度モルタルと添加剤とを裏込め材注入機10に輸送する。
(もっと読む)
缶体へのフィルムラベル貼着方法及びその装置
【課題】薄肉化された缶体でも高速で貼着ムダなく安定してフィルムラベルを貼着でき、且つ樹脂被覆缶体であっても缶体内面の樹脂にダメージを与えることなく良好に貼着できる缶体へのフィルムラベルの貼着方法及び装置を提供する。
【解決手段】マンドレルに装着された缶体と、ラベルを接着可能な温度に加熱された加熱貼着ローラ3の間に、吸着搬送ベルトコンベヤ20からフィルムラベルfを缶体及び加熱貼着ローラ3の双方に非接触状態で供給し、加熱貼着ローラ3によりフィルムラベルを缶体に押圧することによりラベルを接着可能な温度に加熱して貼着する。
(もっと読む)
製管装置用帯状部材の供給装置およびその供給方法
【課題】製管された更生管内に随時設置されて、連続する帯状部材を切断することなく作業者に代わって製管装置へ自動的に供給する製管装置用帯状部材の供給装置を提供する。
【解決手段】マンホール底部や更生管S内に配置され、架台11に設けられた環状の支持フレーム12と、支持フレーム12の内周側に回転自在に支持された環状の回転フレーム13と、回転フレーム13に回転自在に支持された送りローラ15,161と、支持フレーム12に設けられて回転フレーム13を回転させる回転用モータと、支持フレーム12に設けられて送りローラ15を回転させる送り用モータとから構成される。そして、回転フレーム13がそれぞれ複数個に分割可能に連結される一方、送りローラ161が回転フレーム13に対して着脱自在に連結されることから、分割された回転フレーム13の内側の送りローラ15上に帯状部材を配置して連結することができる。
(もっと読む)
製管装置用帯状部材供給装置
【課題】製管装置への帯状部材の供給を作業者に代わって自動的に行う。
【解決手段】マンホール底部や更生管S内に配置され、架台11に設けられた支持フレーム12と、支持フレーム12の内周側に回転自在に支持された環状の回転フレーム13と、回転フレーム13に回転自在に支持された送りローラ15,161と、支持フレーム12に設けられて回転フレーム13を回転させる回転用モータと、支持フレーム12に設けられて送りローラ15を回転させる送り用モータとから構成され、回転用モータの駆動によりローラまたは歯車を介して回転フレーム13を回転させる一方、送り用モータの駆動により動力伝動機構17を介して送りローラ15を回転させ、帯状部材を周方向に回転させながら送りローラ15,161間に挟み込んで製管装置に送り出す
(もっと読む)
ラミネート装置
【課題】多段化に対応可能なラミネート装置を提供する。
【解決手段】ラミネート装置10は、ダイヤフラム3を備える上チャンバ1と、ヒータ盤4を備える下チャンバ2と、上チャンバ1と下チャンバ2との間に設けられ、被ラミネート体Mを搬送する搬送シート9と、搬送シート9を支持する支持部11と、支持部11を上昇又は下降させる昇降機構(支持プレート12、シャフト21、第1アーム22、ベアリング23、軸受25、及び第2アーム31)と、下チャンバ2の側面(第1側面S1)に設けられ、昇降機構を駆動する駆動部(シリンダ13)と、を備える。
(もっと読む)
フィルム貼り合わせ装置
【課題】貼り合わせ台移動用の駆動源を真空源と共用にし、装置を小型にしたフィルム貼り合わせ装置を提供する。
【解決手段】フィルム貼り合わせ装置1を蓋体2と枠体3と本体4とから構成し、蓋体と本体の各対向面に真空源に通じ膜体Fや板体Pを吸引して固定するための吸着部材2a,4aを設けるようにして、膜体や板体を位置決めする。さらに、枠体と本体との隙間にバネ6を備えるようにして、装置内が減圧になるにつれて蓋体と枠体を本体の方へ移動させ、吸着部材同士を当て合わせるような動作によって膜体と板体を貼り合わせる。
(もっと読む)
中空パイプ体補強シート貼付工法
【課題】中空のパイプ体内部に筒状の補強シートを貼り付ける工法において、補強シート内部にまで接着剤を含浸できるようにする。
【解決手段】中空パイプ体補強シート貼付工法として、補強シート40を細く畳んだものを気密性シートで形成された袋体内に入れ、内部の空気を抜いて圧縮した補強シート圧縮袋Fを、中空パイプ体内部に連通する孔12から前記中空パイプ体P内に挿入し、連通口から補強シート圧縮袋F内に接着剤を流入させ内部の前記補強シート40に接着剤を含浸させ、その後、前記補強シート圧縮袋Fを構成する袋100を取り出し、補強シート40内部から外部へ力を加えて前記補強シート40を前記中空パイプ体P内に貼り付ける。
(もっと読む)
1 - 20 / 120
[ Back to top ]