
Fターム[4F211TA14]の内容
プラスチック等のライニング、接合 (31,000) | 接合の区分 (2,634) | 圧入 (18)
Fターム[4F211TA14]に分類される特許
1 - 18 / 18
金属部材及び金属部材付き樹脂製品
【課題】金属部材を樹脂製品に圧入またはインサート成形のいずれの行程においても利用して固定できる金属部材を提供し、かつ圧入工程で固定する場合においてはバリ発生を回避できる技術を提供する。
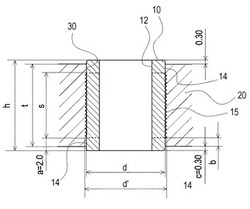
【解決手段】カラー10の外径のうち、側面端部14の外径(第1の外径d)は、貫通穴30の内径rと等しい。ローレット加工部15の部分の外径d’(第2の外径d’)は、第1の外径dより、僅かに大きく設定されている。樹脂製品20の貫通穴30の深さtは、カラー10の高さhより僅かに長く設定されている。より具体的には、上下の各環状円面からの突出量cがそれぞれ0.3mmである。
(もっと読む)
一体化成形品およびその製造方法

【課題】導電性繊維と強化繊維樹脂を含む母材と、金属製部材の一体化成形品において、金属製部材の耐電蝕性と高い接合強度とを両立した一体化成形品を提供する。
【解決手段】導電性繊維2と熱可塑性樹脂を含む母材1に、金属からなる部材3が嵌め込まれてなる一体化成形品であって、該母材1と該部材3とが絶縁層4を介して一体化されてなり、該母材1と該絶縁層4との界面において該導電性繊維2が該絶縁層4に貫入して接合されてなる一体化成形品。
(もっと読む)
ナットの合成樹脂成型体への圧入方法および圧入装置
【課題】 合成樹脂成型体のインサートホールにナットを圧入作業において、圧入状態にばらつきが生じる。
【解決手段】 本発明になるナットの合成樹脂成型体への圧入方法は、合成樹脂成型体に形成されたインサートホール上に位置合わせされたナットを挟持・加熱手段の挟持部材により第1の圧力で挟持しながら、この挟持部材間を前記ナットを介して通電すること、または前記ナットを介さないでそれぞれの挟持部材ごとに通電することで前記ナットを第1の温度に昇温し、さらにこの温度を第1の時間保持した後に押送手段により第2の圧力を加えて前記ナットを前記インサートホールに圧入することで前記インサートホールの内壁の合成樹脂を溶融しながら埋設することを特徴とするものである。
(もっと読む)
装飾シートの端末処理構造及び端末処理方法並びにそれに使用する圧着装置
【課題】装飾シートの周縁端末をトリム本体の木目込み溝内に圧入する装飾シートの端末処理構造及び端末処理方法において、シワ発生を防止して、外観見栄えを高める。
【解決手段】ドアトリム本体20には、装飾シート30の周縁形状に沿う木目込み溝21が形成され、この木目込み溝21は、直線状の一般部木目込み溝21Aとこれに繋がる曲線状のコーナー部木目込み溝21Bとを備えており、コーナー部木目込み溝21Bの溝深さd2を一般部木目込み溝21Aの溝深さd1よりも深く設定することで、コーナー部に集中するダブリやシワを解消するための引き伸ばし部位を溝深部分で収容し、シワ発生を防止する。また、木目込みバー71を木目込み溝21の溝センターPよりも内側に設定することで木目込み溝21A,21Bの内側壁面24に装飾シート30の周縁端末31を擦り付け、シワ発生を抑えながら装飾シート30を圧入処理する。
(もっと読む)
金属ワークとプラスチックワークとを接合する方法
【課題】不都合点を有することなく重ね接合を行うことができる、金属ワークとプラスチックワークとを接合する方法を提供することを目的とする。
【解決手段】接合工具5を用いて金属ワーク1とプラスチックワーク3とを接合する方法であって、金属ワーク1とプラスチックワーク3とを位置決めするステップと、ピン7、スリーブ9、外側締め付けリング11の先端を金属ワーク1の外側面に接触させるステップと、ピン7及びスリーブ9の先端と金属ワーク1の外側面との間に摩擦を発生させるために、ピン7及びスリーブ9を回転させるステップと、スリーブ9を金属ワーク1に貫入させる一方、ピン7を金属ワーク1の外側面から離すステップとを含み、スリーブ9を金属ワーク1の接触面に到達する前に停止させた後に、スリーブ9及びピン7の先端が同じ高さになるまで、スリーブ9を金属ワーク1から離す一方、ピン7を金属ワーク1の外側面の方へ動かす。
(もっと読む)
樹脂製容器
【課題】簡単な形状でシール部材を挟み込んでレーザ光により溶着することができる樹脂製容器を得る。
【解決手段】レーザ光に対して透過性のある第1外殻部材2と、透過性のない第2外殻部材4とを突き合わせて収納室6を形成する。第1外殻部材2には、平坦面12と、平坦面12の外側に凹部14とを形成し、かつ、凹部14の外側に凹部14の内壁面14aに連接するテーパ内周面16aを有する外輪部16を突き出して形成する。また、第2外殻部材4には、テーパ内周面16aに嵌合するテーパ外周面4aを形成すると共に、凹部14に嵌合する凸部18を形成し、かつ、凸部18の内側に平坦面12に当接する位置決め面20と、段差面22とを形成する。平坦面12と段差面22との間にシール部材30を挟持し、外輪部16の外側からレーザ光を照射して溶着した。
(もっと読む)
インサート金具の圧入方法
【課題】本発明の目的は、結晶性の熱可塑性樹脂製品の穴に加熱されたインサート金具を圧入する際、樹脂を不必要に溶融することなく圧入して十分な固定力が得られるインサート金具の圧入方法を提供することにある。
【解決手段】ナット1を樹脂の溶融温度以上に加熱し、ナット1の一部を穴6に圧入した状態で、ナット1の表面温度が溶融温度よりも低くなるまで圧入を一時停止し、その後に穴6に対するナット1の圧入を再開して、圧入を完了させるようにした。このため、ナット1は、穴6の表面側の溶融部8で樹脂を溶融して、その一部が傾くことなく穴6に圧入され、一時停止される。そして、温度が下がったナット1を樹脂製品5の穴6に更に圧入することにより、ナット1は、穴6の内壁面の樹脂を溶融することなく、内壁面が軟化した穴6に圧入されて圧入が完了する。
(もっと読む)
薬物送達デバイス用の複合工作物の製造方法及び薬物送達デバイス用の複合工作物
薬物送達デバイス用の複合工作物を製造する方法は、第一の工作物部分1及び第二の工作物部分2を備える工程;両工作物部分1、2が、接触エリア3において互いに機械的接触下にあるように、両工作物部分1、2を互いに対して配置する工程;第一の工作物部分1の表面を電磁放射線で照射し、それにより、第一の工作物部分1及び/又は第二の工作物部分2を、接触エリア3に隣接する領域で軟化させる工程;及び複合工作物のために、第一の工作物部分1を接触エリア3で第二の工作物部分2と接合する工程;を含む。更に、薬物送達デバイス用の複合工作物が提供される。 (もっと読む)
バリ取り不要の樹脂製品と圧入部材、およびこれらを用いた圧入部材付き樹脂製品
【課題】圧入部材によって削り取られた樹脂の一部がバリとなって発生しても、そのバリが樹脂製品から外部に飛散しないようにした樹脂製品を提供する。
【解決手段】内壁に軸方向に平行に延びる複数の山10Mが形成された貫通穴10を有する樹脂製品1のその貫通穴10を山10Mが形成された被圧入領域10Aと山が形成されていない非圧入領域10Nとで構成し、かつ2つの領域の境界を直角な壁10Wで繋げている。一方、カラー20は山10Mを押し潰すだけの径を有する圧入部分20Pと山を押し潰すだけの径を有しない案内部分20Gで構成した。これにより、貫通穴10にカラー20を圧入すると、貫通穴20内の直角な壁10Wと圧入部分20Pと案内部分20Gとの作る空間にバリBが溜まるようにした。
(もっと読む)
接合方法及び接合装置
本発明は、熱可塑性接合部分(16、17)と、加熱することができる金属部分(18)とを有するハイブリッド型接合部品(10)を加工物(12)に軸方向に接合する方法(80)であって、接合部品(10)を加工物(12)の表面の上に軸方向に下降させ、接合部分(16、17)が少なくとも部分的に溶融するように、金属部分(18)を加熱し、金属部分(18)の加熱を終了し、接合部品(10)が、加工物(12)の表面と、圧力嵌め結合部、インターロック結合部、及び/又は一体の結合部を形成するようにする、ステップを含む方法に関する。この場合、接合部品(10)は、いずれの対向する支持もなしに、接合部品(10)を加工物(12)の表面に接合できるように、少なくとも金属部分(18)の加熱中、加工物(12)に対して力調整及び/又は位置調整された状態で保持される。 (もっと読む)
樹脂部品の締結部構造
【課題】簡便な構成で、樹脂部品の挿入孔に熱圧入されたカラーが確実に抜止めされる樹脂部品の締結部構造を提供する。
【解決手段】クリープを生じ得る樹脂部品本体3と、樹脂部品本体に設けられた挿入孔10と、挿入孔に熱圧入されてその内部を締結部材が貫通するカラー20、30と、を備え、挿入孔の壁部は、樹脂部品本体のクリープにより、挿入孔の径方向に突出するように変形する変形部3a〜3dを生じ得て、カラーは、大径部21、31と大径部に連続した小径部22、32、33とを有し、大径部は、挿入孔の壁部に圧着して装着され、小径部は、樹脂部品本体のクリープによる変形部の発生を許容し、カラーは、変形部により挿入孔から抜け止めされる。
(もっと読む)
オートクレーブ工法による材料の結合方法及び結合構造
【課題】異種材料であっても接着剤やビスや釘等の留具を使用せずとも二つの部材同士を良好な見栄えで結合して一体化でき、一定厚の製品を製作可能で、不良品率を効果的に低下させ得るオートクレーブ工法による材料の結合方法及び結合構造を提供する。
【解決手段】被結合部材6,7,8同士をバギングフィルム2で被覆して気密シールする工程と、被結合部材を封入したバギングフィルム2内を減圧脱気する工程と、脱気したバギングフィルム内に収容された被結合部材をオートクレーブの加工槽4内において加熱すると共に加圧して被結合部材の接合部同士を密接させて互い結合させる工程を経る。
(もっと読む)
レーザー光を用いた樹脂の溶着方法及び溶着装置
【課題】溶着装置が複雑化するのを回避しつつ溶着性の低下を防止したレーザー光による樹脂の溶着方法及び溶着装置を提供する。
【解決手段】レーザーヘッド5から照射されたレーザー光Lは、蓋部材2を透過しリブ部1gに到達する。これにより樹脂筐体1の開口部の内側にある中央突起部1cと蓋部材2とが溶着される。次に、レーザーヘッド5から照射されたレーザー光Lは、蓋部材2を透過しリブ部1aに照射される。これにより樹脂筐体1の側壁部1bと蓋部材2とが溶着される。この溶着方法を用いることにより、蓋部材2の中央部が浮き上がることなく樹脂筐体1と蓋部材2とを溶着することができる。
(もっと読む)
部分グリッドおよびZピンの欠陥による過剰挿入を予測するための方法
【課題】部分グリッド挿入の影響により生じる過剰な挿入や、完全グリッド挿入における不完全な挿入を検出する方法を提供する。
【解決手段】システム29は1つ以上のZピン(20)を複合材料積層材24上に配置し、Zピンを複合材料積層材の中へ第1の挿入深度まで押し進められる挿入プロセスを開始するのに充分なレベルの挿入力をZピンに加える。Zピンの第1の挿入深度までの挿入中、Zピンに対し加えられる挿入力を監視するとともに、Zピンの第1の挿入深度までの挿入中、Zピンに対し加えられる挿入エネルギーを算出する。挿入エネルギーのレベルを経験的に導かれる値と比較する。
(もっと読む)
樹脂用埋め込み部品
【課題】 加熱して樹脂に埋め込んだ後に取付孔の周囲にバリなどの樹脂のはみ出しが無く、樹脂部材の肉厚が小さい場合でも、樹脂に埋め込んだ後の埋め込み部品に大きな保持力が得られるような樹脂用埋め込み部品を提供する。
【解決手段】 樹脂部材に設けられた取付孔3の直径よりも小さな直径を備えた案内フランジ11と、取付孔3の直径よりも大きな直径を備え、外形が多角形状で案内フランジ11に平行な回り止めフランジ13と、案内フランジ11と回り止めフランジ13との間に設けられ、直径がこれらのフランジの直径の中間である中間フランジ12とを備え、各フランジ11、12、13の間には、隣接するフランジの直径よりも小さな直径を備えた樹脂収容溝14、15を備え、各フランジに垂直な方向にねじ孔16が設けられた金属製の樹脂用埋め込み部品である。
(もっと読む)
正方形樹脂基材
【課題】容易な嵌合方式でありながら、各々の正方形樹脂基材を互いに結束させ、容易に交換が可能であり、また正方形であるため自由に回転させて任意のデザインに施工でき、その上で住環境における温度変化に対して寸法変化が少ない、正方形樹脂基材を提供する。
【解決手段】木粉樹脂含有熱可塑性樹脂基材2からなる外形が略正方形の板状体の四方に実部1を有する正方形樹脂基材4において、前記正方形樹脂基材4の四方の実部1に水平面に単数の切欠き12または複数の切欠きを入れておくことを特徴とする正方形樹脂基材である。
(もっと読む)
FRP製円筒体と金属製継ぎ手との接合体
【課題】FRP製円筒体の端部に金属製の継ぎ手が圧入される接合体において、必要とされる高い捩り強度を確保しつつ、金属製継ぎ手の圧入接合操作に伴うFRP製円筒体端部からの損傷の発生を防止し、かつ、その部分の劣化進行も防止し得る構造を提供する。
【解決手段】FRP製円筒体と、該FRP製円筒体の端部に圧入された金属製継ぎ手との接合体であって、FRP製円筒体の端面から軸方向にスリット加工が施されていることを特徴とする接合体。
(もっと読む)
加硫ゴム成形体圧入液
【課題】 液剤調製後のポットライフが長く、しかも、塗布作業性が良好でさらには、所定接着力発現までの加硫ゴムリング体の金属部材間結合力を確保できる加硫ゴム成形体圧入液を提供すること。
【解決手段】 金属部材12、14間に加硫ゴム成形体18を圧入する場合に使用する加硫ゴム成形体圧入液。プロセスオイルとウレタン系接着剤とを必須成分とする。ウレタン系接着剤が湿気硬化型であるとともに、プロセスオイルがパラフィン系である。
(もっと読む)
1 - 18 / 18
[ Back to top ]