
Fターム[4F211TJ08]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品等の供給 (1,891) | 前段階の成形機からの直接供給 (75)
Fターム[4F211TJ08]の下位に属するFターム
Fターム[4F211TJ08]に分類される特許
1 - 17 / 17
中空成形品の製造方法および製造装置
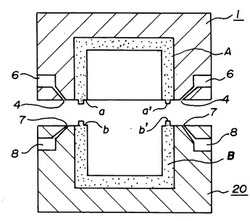
【課題】複雑な形状の中空成形品でも高い寸法精度で成形できると共に、融着バリの問題もない中空成形品の製造方法を提供する。
【解決手段】
金型(1、20)内で一対の半中空成形品(A、B)を接合端面(a、b)を有するように成形し、次いで接合端面(a、b)を対向させ、その間にハロゲンヒータまたはカーボンヒータを非接触的に挿入して接合端面(a、b)を溶融する。このとき、重力に関して上下方向あるいは縦方向になっている接合端面には空気孔(4、7、…)から空気を吹き付ける、または接合端面(a、b)近傍から熱気を吸引して過加熱を防止する。次いで移動金型(20)を固定金型(1)に対して型閉じして、一対の半中空成形品(A、B)を金型(1、20)内で互いに押し付けて接合端面(a、b)を融着する。
(もっと読む)
透明基板の製造方法

【課題】屈曲性、可撓性、耐衝撃性および外観に優れる透明基板の製造方法を提供する。
【解決手段】透明基板の製造方法は、溶剤透過性を有する支持基材10上に熱可塑性樹脂(A)組成物溶液を塗布して、塗布層20を形成する工程Aと、無機ガラスの少なくとも一方の面と該塗布層20とを、接着剤組成物40を介して貼り合わせて、積層体を形成する工程Bと、該積層体に第1の熱処理を施し、該塗布層中の残存溶剤量を所定量まで減少させる工程Cと、該積層体から該支持基材を剥離した後、第2の熱処理を行い、該塗布層を乾燥して、熱可塑性樹脂層21を形成する工程Dとを含む。
(もっと読む)
貼合成形方法、貼合成形用金型および貼合成形装置
【課題】安価な設備で短時間に熱可塑性樹脂が含浸された中間基材あるいは補強繊維織物強化プラスチックを得る貼合成形方法を提供する。
【解決手段】固定側金型(1)と、移動側金型(11)とにより構成されるキャビティ(K1、K2)に熱可塑性樹脂を射出充填して対になる第1、2のマトリックス樹脂(M1、M2)を成形する成形工程と、第1、2のマトリックス樹脂が所定間隔になるように対向させる位置合わせ工程と、対向したマトリックス樹脂間に補強炭素繊維織物(W)をインサートするインサート工程と、補強炭素繊維織物とマトリックス樹脂との間にハロゲンヒータまたはカーボンヒータ(H、H)を挿入して補強カーボン繊維織物とマトリックス樹脂の両方を加熱する加熱工程と、移動金型を固定金型に対して型締めして第1、2のマトリックス樹脂を補強炭素繊維織物に貼合あるいは含浸させる含浸工程とから構成する。
(もっと読む)
樹脂成形物の成形方法及び成形装置
【課題】幅の違うボックス等、多種類の収納箱等、車両用の樹脂成形物を、一つの金型内で製造し、収納箱のコストダウンにつなげること。
【解決手段】合成樹脂製の2個の分割部材または3個の分割部材の組み合わせで、嵌合し、組み付けられる樹脂成形物の成形方法で、当該成形方法は前記各分割部材である第1分割部材11と第3分割部材13と第1、第3分割部材の間にある第2分割部材12とを同一の成形金型内でそれぞれ独立的に成形し、第1分割部材11と第3分割部材13を各々仮保持し金型内を移動する移動型部材24、25の移動手段により、第1分割部材11と第3分割部材13を共通にした前記2個の分割部材の組み合わせと、前記3個の分割部材の組み合わせとの2種類の樹脂成形物31、32を得られるようにした。
(もっと読む)
樹脂材のレーザー溶着方法および樹脂成形品
【課題】 簡易で安価な構成で、溶着強度が安定した樹脂材のレーザー溶着方法および樹脂成形品を提供する。
【解決手段】 レーザー光103を吸収する吸収性樹脂材102と、レーザー光103を透過させる透過性樹脂材101とを重ね合わせて加圧し、その接合面に透過性樹脂材101側からレーザー光103を照射して走査することで、両樹脂材を溶融させて、両樹脂材を溶着する樹脂材のレーザー溶着方法において、透過性樹脂材101は、走査軌跡103a内の領域の略中心Oに対向する箇所にゲート106が設けられた成形型104のキャビティ105に、流動性の樹脂材が注入されることで成形されており、走査軌跡103aに沿ってレーザー光103を照射する。
(もっと読む)
樹脂金属複合体およびその製造方法
【課題】
樹脂製のケースに金属製部材を取り付けるときに樹脂製のケースと金属製部材の接合面に残留する応力が少なく、かつ隙の発生が起き難い樹脂金属複合体を提供する。
【解決手段】
金属部材2が、金型にインサートされて樹脂部材1の形成と同時に樹脂部材1中に配され、その後樹脂部材1中に配された金属部材2を加熱することで再度樹脂部材1と金属部材2を接合する。
または、樹脂部材1を形成した後に、樹脂部材1中に加熱した金属部材2を挿入して接合する。
(もっと読む)
樹脂容器の成形方法
【課題】自動車用の樹脂製燃料タンクなどの樹脂容器の成形方法において、異なる複数の機能を具備しつつ、複雑な金型構造を有することなく、確実に開口周縁部を接合可能な成形方法についての技術の提供を課題とする。
【解決手段】燃料透過防止機能を有する三層のフィルム材11と、該フィルム材11の表裏面に積層する溶融樹脂シート12・12と、を加圧ロール5によって圧着して積層し、積層シート10・10を成形する第一工程と、二組の成形金型20・20に積層シート10・10を配設して、積層シート10・10を所定形状の成形体23・23に加圧成形する第二工程と、凹型金型21・21同士を型合わせして成形体23・23同士を圧着結合する第三工程と、を備え、第二工程では、積層シート10・10の一面側の溶融樹脂シート12が凹型金型21・21側に配置され、他面側の溶融樹脂シート12が凸型金型22・22側に配置される。
(もっと読む)
面光源用光学シート及びその製造方法
【課題】大面積の表示装置に好ましく用いられる、反りやたわみが無く、巻き癖(カール)も無い面光源用光学シートを効率的に製造する方法を提供する。
【解決手段】ロール巻き状の基材フィルム13をロールから巻きだして、プリズム部16の賦形型を表面に有するドラムに供給する供給工程と、プリズム部形成用樹脂が充填された賦形型に基材フィルムを圧着した後、そのプリズム部形成用樹脂を硬化する硬化工程と、基材フィルムをドラムから剥がして硬化後のプリズム部を基材フィルムに転写する転写工程と、プリズム部が形成されたプリズム部形成シートをロール巻きする巻取工程と、ロール巻き状のプリズム部形成シート20と枚葉状又はロール巻き状の基材シート12とを同時に供給して、基材シート上にプリズム部形成シートの基材フィルム側を貼り合わせる貼合工程と、貼り合わせた後のシートを所定形状に裁断する裁断工程と、を備える。
(もっと読む)
合成樹脂製中空体の製造方法
【課題】衝合部での接合用の溶融樹脂の漏洩を防止するとともに、注入した接合用の溶融樹脂の圧力による半割体のずれや変形を防止することができる合成樹脂製中空体の製造方法を提供すること。
【解決手段】射出成形された半割体1a、1bをそれぞれ金型2a、2b内にてその端面を互いに衝合し、衝合部に接合用の溶融樹脂3を2次注入して接合するに際して、半割体1a、1bの衝合部を平行に合わさるリブ4に形成するとともに、各リブ4の先端部を、外側を切欠した薄肉部4a、4bに形成し、半割体1の衝合時に、薄肉部4a、4bの外側と先端側とを埋める枠状に接合用の溶融樹脂3を注入し硬化させる。
(もっと読む)
中空体成形装置
【課題】三次元曲面形状の接合面を有する樹脂部材の接合面を均一に加熱溶融可能な加熱体を備えた中空体成形装置を提供する。
【解決手段】中空体成形装置は、第1凸部と第2凹部とを有する第1金型と、第1凹部と第2凸部とを有する第2金型とを対向して当接することで、第1凸部と第1凹部とにより第1キャビティを、また第2凹部と第2凸部とにより第2キャビティを形成し、この第1キャビティと第2キャビティに溶融樹脂を注入して各々接合面を有する第1半中空部材と第2半中空部材とを形成し、第1凹部に保持された第1中空部材と、第2凹部に保持された第2中空部材とを隙間を持って対向配置するとともに、加熱手段により各々の接合面を加熱溶融して圧接することで第1半中空部材と第2半中空部材とを溶着する中空体成形装置であって、前記加熱手段は、所定形状の基板の両面に複数の赤外線照射体を隣接して配置した加熱体を備えることを特徴とする。
(もっと読む)
光学素子の製造方法
【課題】外界の温度変化に応じて生じる形状変化を低減し、接着耐久性を向上させ、光学素子の品質の向上を図ること。
【解決手段】線膨張係数が等しい素材で形成されている第1光学基材と第2光学基材L2とを接着してホログラム光学素子を製造する光学素子の製造方法において、接着されるべき第1光学基材及び第2光学基材を互いに略等しい熱的条件下において形成するために、第1光学基の熱エネルギー量と等しくなるように第2光学基材を加熱して、第1光学基材及び第2光学基材に与えられた熱エネルギー量が等しくなるように加熱する第2光学基材加熱工程を含む光学素子の製造方法。
(もっと読む)
ランプ
【課題】 一次成形されたレンズ部2とハウジング4とを互いに突合せた後、該突合せ面部位に樹脂材5を二次射出してランプ1を成形するに際し、二次射出時の射出圧を受けて、樹脂材5の侵入を防止すると共に、レンズ部2が変形しないようにする。
【解決手段】 レンズ部2に形成した第一のテーパ部2fを、ハウジング4のフランジ部に形成した第二のテーパ部4fに型押しして密着させることで、該テーパ部2f、4fがバリ状となって樹脂材5が浸入することを防止できると共に、レンズ部2の変形防止も図ることができる。
(もっと読む)
表皮積層樹脂成形品の成形方法
【課題】表皮積層樹脂成形品において、注入樹脂圧に起因する成形後の表皮の凹凸の発生の防止と、積層表皮の注入樹脂層に対する接合強度確保との両立を簡単な方法により図る。
【解決手段】ソリッドな最表皮層5成形用の第1パウダー14と、この第1パウダー14に比して溶融時粘度が高く、平均粒径が大きく、軟化点が低い、ソリッドな裏面側表皮層6成形用の第2パウダー15とを混合し、第1パウダー14と第2パウダー15との混合パウダーを用いてスラッシュ成形して最表皮層5と裏面側表皮層6とからなる表皮4を成形する。この表皮4を一方の成形型31にセットした状態で裏面側表皮層6上に、軟化点が第2パウダー15の軟化点以上に加熱した接着剤34(注入樹脂材)を注入して充填する。
(もっと読む)
中空成形品
【課題】半成形品の接合部の強度は充分に大きく、しかも接合時に成形工程が複雑になる射出の問題、樹脂の選択の問題等がなく、しかも安価に成形することができる中空成形品を提供する。
【解決手段】第1、2の半成形品(A1、A2)と第3の半成形品(B)とからなる。第1、2の半成形品(A1、A2)は、中空成形品(C)を長手方向に分割したときの分割面に第1、2の接合端面(a、a)を、横方向に分割したときの分割面に第1、2の端部接合端面(a、a)をそれぞれ有し、第3の半成形品(B)は、中空成形品を長手方向に分割したときの分割面に第3の接合端面(b)を有する。そして第1、2の接合端面(a、a)と第3の接合端面(b)が互いに、また第1、2の端部接合端面(a、a)が互いに接合されて中空成形品(C)が構成されている。
(もっと読む)
成形体、成形体の製造方法および製造装置
【課題】 第一、第二中間体2、3を、分解可能な状態で組込んで成形体1を製造することを、一連の型成型でできるようにする。
【解決手段】 第一、第二中間体2、3をそれぞれ成形するための型面5a、5b、6a、6bがそれぞれ形成された第一、第二の金型5、6を型合わせして第一、第二中間体2、3を製造した後、第一金型5に第一中間体2が残り、第二金型6に第二中間体3が残るようにして型離れをし、しかる後、第一、第二中間体2、3同志が対向するよう金型移動をした状態で型合わせするときの型締め力で、第一、第二中間体2、3に形成された係止爪2a、鍔部3a同士を無理嵌めして一体化するようにした。
(もっと読む)
パッケージを製造する方法及び装置
パッケージを製造する方法及び装置が提供される。この方法は、誘導加熱可能な材料の少なくとも1つの層を含む熱可塑性プラスチック被覆されたパッケージ材料シートの筒状の第1パッケージ部分を準備する工程を含んでいる。第1パッケージ部分はシートの対向する2つの縁部分の間に封止された第1継目を有している。この方法はさらに、第1パッケージ部分と第2パッケージ部分とを互いに接合し、第1継目と第2継目とは互いに交差するようにする工程を含んでいる。この方法はさらに、導体が第2継目に沿って延びるように互いに沿って延在する少なくとも2つの導体を含む誘導加熱手段を配置し、誘導加熱手段に誘導電流を供給することによって、第2継目を封止する誘導加熱手段を配置する工程を含んでいる。誘導電流は導体によって第2継目に沿って前記少なくとも2つの導体内の反対方向に導通される。  (もっと読む)
(もっと読む)
自転車用クランクおよびその製造方法
製造効率が良く、疲労耐久性や剛性に優れかつ軽量な自転車用クランクを得るために、繊維強化プラスチックからなる外殻と、ペダル軸から荷重を導入しうる第1のインサート部材と、ブラケットスピンドルに接続されスプロケットに荷重を伝達しうる第2のインサート部材とを有する自転車用クランクにおいて、外殻を、少なくとも2つの、少なくとも一部があらかじめ成形された繊維強化プラスチック部材から構成する。 (もっと読む)
1 - 17 / 17
[ Back to top ]