
Fターム[4F211TJ09]の内容
プラスチック等のライニング、接合 (31,000) | 予備成形品等の供給 (1,891) | 前段階の成形機からの直接供給 (75) | 押出機からの (31)
Fターム[4F211TJ09]に分類される特許
1 - 20 / 31
繊維強化樹脂材の製造方法
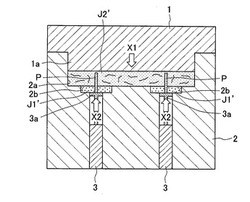
【課題】熱可塑性樹脂からなる非連続繊維樹脂材の一部を熱可塑性樹脂からなる連続繊維補強材で補強してなる繊維強化樹脂材の製造に際し、安価な方法で、非連続繊維樹脂材と連続繊維補強材の間を高い強度で接続することのできる繊維強化樹脂材の製造方法を提供する。
【解決手段】成形型10のキャビティC内に予備加熱されて軟化した熱可塑性樹脂からなる連続繊維補強材J1’を収容し、キャビティC内にさらに溶融する熱可塑性樹脂からなる非連続繊維樹脂材J2’をチャージし、予備加熱され、かつ、軟化した連続繊維補強材J1’や溶融する非連続繊維樹脂材J2’よりも相対的に硬い押し込みピンPが成形型10の内部からキャビティC内に押出されて連続繊維補強材J1’と非連続繊維樹脂材J2’を跨ぐように押し込まれ、硬化した連続繊維補強材J1が非連続繊維樹脂材J2の一部を補強してなる繊維強化樹脂材Jを製造する方法である。
(もっと読む)
ガスケットの製造方法

【課題】本発明は、押出部の両端部を接続して環状のガスケットとなす際に、接続後の型成形部の反力を抑制し、全周に亘って安定したシール性を有するガスケットの製造方法を提供することを課題とする。
【解決手段】本発明のガスケットの製造方法は、押出成形により中空シール部を有する押出部を形成する押出成形工程と、押出部の両端部を連結して連結部を形成する連結工程と、連結部を所定の金型内に配置して両端部の間に配置された未加硫材料とともに両端部を型成形する型成形工程とを備え、連結部は、押出部よりも軟質の材料からなる連結ピースの端部がそれぞれ押出部の両端部における中空シール部へ挿入されてなることを特徴とする。
(もっと読む)
保護膜付き樹脂板またはフィルムの製造方法
【課題】保護膜の貼合工程において、保護膜の貼合不良や樹脂板の破断などを生じさせない保護膜付き樹脂板またはフィルムの製造方法を提供することである。
【解決手段】熱可塑性樹脂を押出機1、2で溶融混練して、ダイ3から押出成形し、少なくとも3本の冷却ロールで冷却して樹脂板6またはフィルムを得る工程と、樹脂板6またはフィルムを一対の保護膜貼合ロール81、82間に供給して、樹脂板6またはフィルムの少なくとも一方の表面に、保護膜7を貼合する工程とを含む保護膜付き樹脂板またはフィルムの製造方法であって、少なくとも1つの保護膜貼合ロール81の両端部の外周面には、外径がロール中央部の外径よりも小さい段差Aがそれぞれ形成されており、前記樹脂板またはフィルムの両端部が、前記段差A形成部分に位置することを特徴とする保護膜付き樹脂板またはフィルムの製造方法。
(もっと読む)
二つの物体を連結するための方法およびこの方法を使用したパネル
【課題】2つの物体を連結するための改良された方法を提供すること。
【解決手段】2つの物体を連結するための方法は、物体の少なくとも一方に対して、固まったときにフレキシブルなものとなるタイプの所定量の接着剤を塗布するステップと、その後、物体の他方を所定量の接着剤と接触するようもたらすステップとを含み、接着剤の塗布の前に、所定量の接着剤が塗布される物体から延在しかつ物体に取り付けられかつ完成された所定量の接着剤の高さよりも小さな高さを備える硬化手段を提供する付加的なステップを含み、付加的なステップの後に、所定量の接着剤が硬化手段の周囲に塗布される。
(もっと読む)
プラスチックチューブ容器製造方法
【課題】 従来のプラスチックチューブ容器の形状では、ポンプ、トリガー、エアレスポンプ等の機能性出し口部を容器へ装着して使用しても充分に機能を発揮出来なかった。
このような機能は成形容器では使用出来るが、小ロット、多品種の製造、加飾に対応出来ず、更に、内容量を変更する場合、高額な成形用金型を新規に制作する必要があった。
【解決手段】プラスチックチューブ容器へ機能性出し口部を装着し、機能を維持して使用するために、製造工程で容器底部へ台座を装着するための装置を設け、容器に台座を熱溶着することで、容器を直立した状態で機能できるよう改善した。また、内容量を変更する場合は、チューブを切断する長の変更だけで内容量変更が可能になり、高額な成形用金型が不要となった。更に、従来のチューブ容器同様に小ロット、多品種で様々な加飾を施し提供することも可能にした。
(もっと読む)
薄板樹脂製パネルおよびその製造方法
【課題】発泡樹脂製芯材シートと表皮材シートとの接着性を確保するとともに、金属製補強板の厚み方向の固定を可能とする薄板樹脂製パネルおよびその製造方法の提供。
【解決手段】内表面120同士を合わせることにより内部空間を形成する複数の発泡樹脂製芯材シート122と、該複数の発泡樹脂製芯材シート122それぞれの外表面123全体に接着された表皮材シート124と、内部空間に保持された金属製補強板125とを有し、複数の発泡樹脂製芯材シート122の一方は、内表面120に凸部130を有し、複数の発泡樹脂製芯材シート122の他方は、内表面120に、凸部130と相補形状の凹部131を有し、凸部130が凹部131に嵌合することにより、複数の発泡樹脂製芯材シート122により金属製補強板125を挟み込み、厚み方向に固定することを特徴とする薄板樹脂製パネル100。
(もっと読む)
表皮付きパネルの成形方法、表皮付きパネル
【課題】薄肉の表皮材を安定的に成形することができるようにした表皮付きパネルの成形方法、表皮付きパネルを提供すること。
【解決手段】表皮付きパネルとしてのサンドイッチパネルの表皮材となる非発泡樹脂の外層と、発泡樹脂の内層とが積層した一対の多層の樹脂シートP、を押出装置52で押出す。互いに対向する一対の分割金型71A,71Bの間に樹脂シートPを供給した後、樹脂シートPを一対の分割金型71A,71Bの周囲に接触させて密閉空間を形成する。密閉空間を吸引することで、樹脂シートPを一対の分割金型のキャビティ72A,72Bに押圧させて、樹脂シートPをサンドイッチパネルの略外形に形成する。
(もっと読む)
防錆シートの製造方法及び製造装置
【課題】防錆フィルムと基材間の接着強度が高く、防錆効果に優れた防錆シートを作製できる製造方法及び製造装置を提供する。
【解決手段】防錆フィルム成形部8において170℃程度の温度で押出成形した防錆フィルム4を、ラミネート部9に供給される基材2の接着面上に導き、ラミネート部9において、押出直後の防錆フィルム4と基材2とを接着材料3を介して貼り合わせる。防錆フィルム4を押出製膜しながら、インラインでラミネートを行うので、防錆フィルム4の表面に経時で防錆剤がブリードアウトする前に、防錆フィルム4と基材2とを貼り合わせることができる、基材2と防錆フィルム4との間のラミネート強度の低下を防止できる。
(もっと読む)
接合構造及び接合方法
【課題】金属部品の凹部内に液状シール材を充填した状態で、金属部品上に樹脂部品を成形する際に、液状シール材が凹部内から流れ出すおそれを防止すること。
【解決手段】金属部品12と樹脂部品13とをシール材17を介在させて接合する。この場合、金属部品12上の凹部16内に液状シール材17Aを充填した後に、その液状シール材17Aの表面を硬化させることにより、スキン層22を形成する。続いて、シール材17の未硬化部17aの表面のスキン層22を覆うように、金属部品12上に樹脂材料13Aを供給して樹脂部品13を成形する。この樹脂材料13Aの供給圧力によりスキン層22を破壊して、樹脂材料13Aとシール材17の未硬化部17aとを一体化させる。
(もっと読む)
多層構造緩衝材の製造方法、ダンプトラックの受け木の製造方法、多層構造緩衝材及びダンプトラックの受け木
【課題】耐久性が高く安価でありかつ衝撃吸収性に優れた多層構造緩衝材の製造方法及び多層構造緩衝材を提供する。
【解決手段】ポリエチレン、ポリプロピレンのいずれかの再生樹脂を主成分とし、その他の再生樹脂を混入した樹脂材料を押出機24,26内で混練して加熱溶融し、この加熱溶融した樹脂を、押出機に装着され、内部に発泡ポリエチレンシート55を挿入した金型40内に加圧注入し、成型することで樹脂材料を発泡ポリエチレンシート55と一体化する。
(もっと読む)
フレネルレンズの製造におけるポリメチルメタクリレート(PMMA)フィルムの連続的貼合せ法
貼合せ製品を形成させる方法は、光学的構造を有する型押しされた第1の表面および対向する第2の表面を有するフィルム(2)を準備し;一対の貼合せロール(5,6)のロール間隙個所にフィルムを案内し;ポリマーシート(4)を前記ロール間隙個所(7)に供給し、この場合このポリマーシートは、ポリマーシートとフィルムとの間で熱的結合を可能にするのに効果的な表面温度を有し;およびポリマーシートをフィルムの第2の表面に貼り合わせることを含む。本発明によるプロセスは、現存する工業的技術に対して、フレネルレンズフィルムをアクリルシートに貼り合わせることに関連した、費用および環境的影響を減少させる。 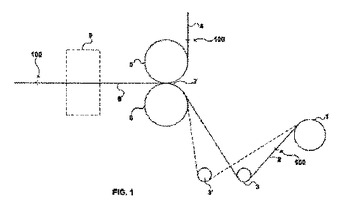 (もっと読む)
(もっと読む)
樹脂被覆金属基材の製造方法
【課題】フィルムラミネート法及び押出ラミネート法を組み合わせて、効率よく樹脂被覆金属基板を製造し得る方法を提供する。
【解決手段】金属基材1の少なくとも一方の面に、少なくとも2層の樹脂被覆を形成させる樹脂被覆金属基材6の製法であって、融点が220℃未満のポリエステル樹脂5をTダイ2から膜状に押出し、融点が220℃以上のポリエステル樹脂フィルム4によって、押出した溶融樹脂を加熱された金属基材1と挟み込み、ラミネートロール3にて金属基材1と溶融樹脂3と樹脂フィルム4とを圧着する。
(もっと読む)
焼結多孔性構造物及びその製法
多孔度の非常に高い構造物を製造する簡単で安価な方法を提供する。この方法は、構造物の所望の強度、多孔性、孔構造を与える複数の要素で構造物を製造することと、それから要素を共に焼結して構造物を得ることを含む。更に、焼結された非球形要素からなる新規な焼結された多孔性構造物を提供する。特定の実施形態においては、成形されたグリーン要素及び多孔性構造物が同時に焼結される。更に、焼結された非球形要素からなる新規な焼結された多孔性構造物を提供する。  (もっと読む)
(もっと読む)
面光源用光学シート及びその製造方法
【課題】大面積の表示装置に好ましく用いられる、反りやたわみが無く、巻き癖(カール)も無い面光源用光学シートを効率的に製造する方法を提供する。
【解決手段】ロール巻き状の基材フィルム13をロールから巻きだして、プリズム部16の賦形型を表面に有するドラムに供給する供給工程と、プリズム部形成用樹脂が充填された賦形型に基材フィルムを圧着した後、そのプリズム部形成用樹脂を硬化する硬化工程と、基材フィルムをドラムから剥がして硬化後のプリズム部を基材フィルムに転写する転写工程と、プリズム部が形成されたプリズム部形成シートをロール巻きする巻取工程と、ロール巻き状のプリズム部形成シート20と枚葉状又はロール巻き状の基材シート12とを同時に供給して、基材シート上にプリズム部形成シートの基材フィルム側を貼り合わせる貼合工程と、貼り合わせた後のシートを所定形状に裁断する裁断工程と、を備える。
(もっと読む)
積層体の界面密着性を改善するためのプロセス
【課題】積層膜の2つの隣接する層の密着性を向上させるための方法を提供する。
【解決手段】2つの隣接する層の少なくとも一方の少なくとも1つのポリマー成分の熱転移温度を超える温度で、前記隣接する層の少なくとも一方の少なくとも1つのポリマー成分が、前記他方の隣接する層に部分的に拡散するために十分な時間にわたって、前記積層膜をアニールすることを含む。前記積層膜から形成された本発明の封止膨張ブラダーは、継ぎ目においても積層体層の層分離あるいは剥離を起こすことなく、高い歪みに耐えることができる。
(もっと読む)
複合ウェブ及びその製造方法
キャリアウェブに取り付けられた構造化ウェブを有する複合ウェブ、及び複合ウェブを製造する方法が開示される。構造化ウェブは、構造化ウェブから突き出る複数個の構造体を包含してもよい。この方法は、溶融ポリマー組成物を、外側表面の中に形成された複数個のくぼみを包含する形成ツールの外側表面上に供給することを伴ってもよい。溶融ポリマーは、形成ツールの外側表面の中のくぼみに入り、その中で固化されて、複数個の構造体がくぼみの形状に形成される。ポリマー組成物の表面薄層はくぼみの間に伸びてもよく、その結果、形成ツール上に形成された構造化ウェブは、構造体に接続する表面薄層を包含する。構造化ウェブは、ポリマー組成物の固化後、キャリアウェブと構造化ウェブとの間に位置する接着剤を使用して、構造化ウェブをキャリアウェブに接着することにより、形成ツールから取り外される。 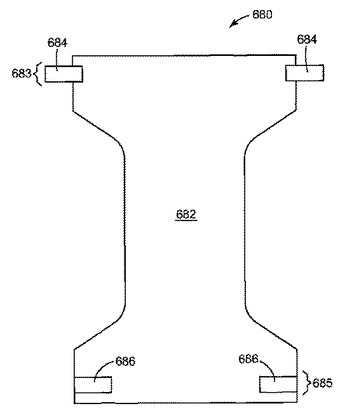 (もっと読む)
(もっと読む)
耐熱樹脂フィルム材での立体形成方法およびその成形品
【課題】 耐熱樹脂フィルム材でのフィルム成形体の製造方法および、その製造方法によって得られた成形品を提供することである。
【解決手段】 耐熱樹脂フィルム材での立体形成方法において、耐熱性を向上改質した所定の熱可塑性樹脂をフィルム形状への押し出し成型を行うことにより得た、超高耐熱樹脂フィルムを、予め加熱高温化して保温しておいた高周波ウェルダーの金型に所定時間接触させて所定の温度まで高めておき、さらに高周波をかけることによって接着・溶着して、内部を気密液密状態とするフィルム成形体の製造方法。
そして、耐熱性を有する化学繊維を各種ラミネートまたは、化繊裏面へ融解した状態のエラストマー樹脂を直接押し出し成型する化繊合体フィルム成形体の製造方法
(もっと読む)
吸音カーペット製造方法、及び製造装置
【解決する課題】本発明は、様々な場所で使用することが出来る吸音効果を有する吸音カーペットを連続して、経済的に製造する方法及び製造装置を提供する。
【課題を解決する手段】成形された吸音カーペットを引き取るための引き取りロール11と、原カーペットを加熱するカーペット加熱用ヒーター19が付設された圧着ロール12と、スパイク形成ロール15が付設されたスパイクロール13よりなる吸音カーペット製造装置100において、前記スパイクロール13の上面であって、スパイク形成ロール15の前方部に第1バッキング層の樹脂を押し出す第1の押出機14と、スパイク形成ロール15の後方部に第1バッキング層に孔を穿設するピン付きロール17を配設したことを特徴とする吸音カーペット製造装置100とした。
(もっと読む)
ガラスランチャンネル及びその製造方法
【課題】 ガラスランチャンネルの基底部と低摩擦材部との接合強度を十分に確保しながら、低摩擦材部を形成する材料の選択の自由度を広げることができるようにする。
【解決手段】 ガラスランチャンネル13の製造時に、チャンネル本体28の基底部29及び各側壁部30,31に所定の外力を加えて押圧接合部44の凹条45を幅方向に拡開させるように基底部29を弾性変形させた状態で、基底部29に低摩擦材部43を積層して押圧接合部44の凹条45を低摩擦材部43の凸条47で埋めるように低摩擦材部43を溶着接合する。この後、基底部29及び各側壁部30,31に加えていた外力を除去して基底部29の弾性復元力によって押圧接合部44の凹条45を幅方向に縮小させることで、押圧接合部44の凹条45で低摩擦材部43の凸条47に押圧力を作用させると共に、押圧接合部44の凸条46を低摩擦材部43の凸条47間に食い込ませる。
(もっと読む)
包装ラミネートを生産する方法
第1材料の第1層10、38と、第2材料の第2層16、40とを連続接合して、前記第1層と第2層を備える包装ラミネート44、48を生産することに関連する方法。本発明によると、前記第1層10、38の自由表面及び/又は前記第2層16、40の自由表面が、プラズマ処理24と火炎処理20の両方を受け、その後、前記自由表面が一緒に接合される12、14。本発明は、そのように生産された包装ラミネート、及びそのような包装ラミネートから製造された包装容器にも関する。 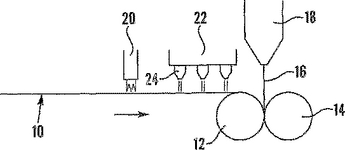 (もっと読む)
(もっと読む)
1 - 20 / 31
[ Back to top ]