
Fターム[4F211TN44]の内容
プラスチック等のライニング、接合 (31,000) | 接合操作 (2,918) | 接着方法 (841) | 特定の接着剤 (498) | 熱硬化性接着剤一般 (62)
Fターム[4F211TN44]に分類される特許
1 - 20 / 62
マイクロ波樹脂溶着体及びそれによる溶着方法
【課題】樹脂製の成型体の熱容量が均一でなくても、また、樹脂製の成型体相互間の溶着を均一に高精度で行うことができること。
【解決手段】 0.1〜500μmの粉体からなる鉄粉Fに0.01〜10μmのガラス膜によってガラスコーティングし、そして、前記ガラスコーティングされた鉄粉Fを総量に対して0.1〜50重量%の樹脂バインダーを入れて分散し、圧縮成形して抵抗値1〜103Ωcm、比重6〜8とし、それを複数の合成樹脂成型体相互間に配置し、マイクロ波による誘電加熱で前記複数の合成樹脂成型体相互間を溶融、溶着するものである。したがって、鉄粉Fがガラスコーティングされているから、鉄粉Fの発熱効率が向上し、鉄粉Fがガラスコーティングの絶縁のため、鉄粉F間の放電の発生条件が限定され、その放電頻度を低下させることができる。そして、ガラスコーティングすることで鉄粉Fの保温条件が良くなり、エネルギ損失の少ない溶着ができる。
(もっと読む)
超高分子量ポリエチレン繊維織物の接合方法

【課題】超高分子量ポリエチレン繊維織物同士を強固に接合することを可能とする、新規の超高分子量ポリエチレン繊維織物の接合方法を提供する。
【解決手段】超高分子量ポリエチレン繊維からなる織物2,4の端部と、プリプレグ1,3,5とを、交互に重ね合わせる重ね合わせ工程と、織物2,4とプリプレグ1,3,5とを縫合する縫合工程と、プリプレグ1,3,5を構成する熱硬化性樹脂を熱硬化させる熱硬化工程とを備えた。プリプレグ1,3,5としては、炭素繊維にエポキシ樹脂を含浸させたものを用いることができる。
(もっと読む)
FRP高圧管接着継ぎ手の構造
【課題】FRP材は複合材の欠点であるせん断強度が弱いため強固な管継ぎ手が出来ないため、管は耐食性に優れるが、高圧管には適さないとの評価が一般であった。100MPaなる高圧の大型管やタンクの構造物を可能に至らしめる接合継ぎ手を提供する。
【解決手段】接合部は1/16テーパで構成して応力分散を図り、耐食層3、4、5は強化層1、2の破断伸び以上の必要伸びが得られる材料を選択、耐食層と強化層の界面ノッチを緩和させる粘性層を設けて、接着強度不足を補うせん断ピンを摘要することで、小口径から3mを超える巨大径まで高圧継ぎ手を可能にした。
(もっと読む)
レーザー光を用いた部材の接着方法
【課題】意匠層を設ける場合に、意匠層を溶融又は分解させることなく、第1及び第2部材を接着できるようにすることで、外観見栄えを良好にする接着方法を提供する。
【解決手段】透光性を有する第1部材3と、第2部材2とをレーザー光Lを用いて接着する接着方法において、第1部材3の表側に意匠が現れるようにレーザー光非透過性の意匠層4を設ける。熱硬化性樹脂5を意匠層4に隣接して設ける。レーザー光透過性を有する部材側から、意匠層4の溶融又は分解温度を越えない所定温度となるまで意匠層4を加熱するためのレーザー光を照射する。意匠層4の熱によって熱硬化性樹脂5を硬化反応させる。
(もっと読む)
シートモールディングコンパウンド(SMC)成形品と金具を接着する方法
【課題】SMC成形品への金具接着時の接着治具を不要とし、工数低減を図れる接着方法を提供する。
【解決手段】SMC成形品と金具の間に接着剤を設け、金具をSMC成形品に固定し接着硬化する、SMC成形品と金具を接着する方法であって、前記SMC成形品が、凸(突)部分又は凹(窪み)部分と、ピン形状とを備えており、前記金具が、前記凸(突)部分又は凹(窪み)部分と当接する穴又は凸(突)部分と、前記ピン形状と嵌合する1対以上の板ばね状の凸(突)形状を持つ開口部分とを1箇所以上備えており、嵌合するピン形状の幅に対し、前記板ばね状の凸(突)形状を持つ開口部分の間隔が狭くなっている、接着方法。
(もっと読む)
光ファイバテープ心線の製造方法、製造装置、光ファイバテープ心線及び光ファイバケーブル
【課題】ファイバ引き込み時には容易に単心分離することができ、且つ光ファイバケーブルへの収納時には不用意に単心分離しない光ファイバテープ心線を提供する。
【解決手段】複数本の光ファイバ素線2A〜2Dを所定ピッチPで一列に配列して各光ファイバ素線2間に、該光ファイバ素線2同士を接着させる紫外線硬化樹脂からなる樹脂3を塗布供給した光ファイバテープ心線1。一列に配列した光ファイバ素線2の各隙間Sに樹脂3を塗布供給するに際して、前記隙間Sを真空引きして樹脂3を塗布面側1aからその反対面側1bへ回り込ませるようにして形成する。
(もっと読む)
二つの物体を連結するための方法およびこの方法を使用したパネル
【課題】2つの物体を連結するための改良された方法を提供すること。
【解決手段】2つの物体を連結するための方法は、物体の少なくとも一方に対して、固まったときにフレキシブルなものとなるタイプの所定量の接着剤を塗布するステップと、その後、物体の他方を所定量の接着剤と接触するようもたらすステップとを含み、接着剤の塗布の前に、所定量の接着剤が塗布される物体から延在しかつ物体に取り付けられかつ完成された所定量の接着剤の高さよりも小さな高さを備える硬化手段を提供する付加的なステップを含み、付加的なステップの後に、所定量の接着剤が硬化手段の周囲に塗布される。
(もっと読む)
板部材支持装置及びその製造方法
【課題】板部材の材料や板部材以外の部材の材料が限定されることなく、曲面形状を有する板部材が支持されている構造を有する板部材支持装置を製造することができる、板部材支持装置及びその製造方法を提供する。
【解決手段】ハウジング部材12の主面の少なくとも一部に、未硬化の接合部材16によって、板部材14がハウジング部材12の開口12xを覆うように仮固定された組立体を、ハウジング部材12の空間11の内部の圧力と外部の圧力とが平衡状態になるように保ちながら、加熱する。次いで、ハウジング部材12の空間11を密閉した状態で組立体を冷却して、ハウジング部材12の空間11の内部の圧力を減圧し、板部材14をハウジング部材12の空間11側に凹んだ形状に変形させる。次いで、板部材14を変形させた状態で、接合部材16を硬化させて板部材14をハウジング部材12に固定する。
(もっと読む)
熱硬化性樹脂接合方法
【課題】 レーザ光の照射によって熱硬化性樹脂剤を良好に硬化させ得る熱硬化性樹脂接合方法を提供する。
【解決手段】 熱硬化性樹脂剤13には、その光吸収率が最高となる波長よりも長い波長を有するレーザ光Lが照射される。これにより、レーザ光Lが入射する表面部13sで吸収されるレーザ光Lの光量が減少し、内部13iに到達するレーザ光Lの光量が増加する。加えて、熱硬化性樹脂剤13でのレーザ光Lの散乱が抑制され、内部13iにレーザ光Lが進行し易くなる。従って、表面部13sだけでなく内部13iも十分に加熱されて、熱硬化性樹脂剤13の全体が硬化する。更に、レーザ光Lは、表面部13sから内部13iに収束するように表面部13sから内部13iに入射させられる。このことと、表面部13sで吸収されるレーザ光Lの光量が減少することが相俟って、表面部13sでの損傷の発生が防止される。
(もっと読む)
シンクとカウンターの接合方法
【課題】シンクとカウンターの接合時間を短縮でき、生産サイクルを高めることが可能なシンクとカウンターの接合方法を提供する。
【解決手段】シアノアクリレート系接着剤9を用いて、シンク4の周壁部6上端縁に形成されたフランジ部7をカウンター1の開口部2周縁に接着接合する。その接着接合にあたっては、まず、シンク4のフランジ部7またはカウンター1の開口部2周縁にシアノアクリレート系接着剤9、他方に硬化促進剤10を塗布する。次いでシンク4のフランジ部7をカウンター1の開口部2周縁に当接させ、シアノアクリレート系接着剤9と硬化促進剤10の塗布面を接触させてシンク4とカウンター1を接着接合する。
(もっと読む)
接合方法、接合器具及び締結要素
本発明は、接着剤(30)を第1の温度(T1)まで予熱し、接着剤を導通状態にするステップと、表面部分(34)を第2の温度(T2)まで予熱するステップと、接着面(109)を表面部分(34)の上に配置するステップとを含み、接着面(109)を表面部分(34)の上に配置した後、接着剤(30)に第3の温度(T3)までの本加熱を施して接着剤を硬化させ、これにより締結要素(26)が部品(32)に恒久的に締結される、熱溶融可能かつ熱凝固可能である接着剤(30)が塗布された接着面(109)を有する締結要素(26)を、部品(32)の表面部分(34)の上に接合する方法に関する。 (もっと読む)
ガスバリアフィルムと電子素子の貼り合わせ方法、電子素子およびその製造方法
【課題】連続して供給されるガスバリアフィルムを傷つけずに、簡略、かつ、高い生産効率を達成することができるガスバリアフィルムと電子素子の貼り合わせ方法を提供する。
【解決手段】支持体とガスバリア層を有するガスバリアフィルムと、接着剤層とを含むフィルム複合体10を連続的に供給する工程と、連続的に供給されたフィルム複合体の一部を打ち抜き加工101またはスリット加工して配線取り出し部分を形成する工程と、電子素子が形成された基板上に配線取りだし部分形成後のフィルム複合体を連続的にロール貼り合わせする工程を含み、前記フィルム複合体供給工程と前記配線取り出し部形成工程と前記ロール貼り合わせ工程をインラインで行うガスバリアフィルムと電子素子の貼り合わせ方法。
(もっと読む)
金属を含む接着複合体とその製造方法
【課題】金属を含む接着複合体において、1液性エポキシ接着剤では常温下に比較して80〜90℃以上の環境下の接着力が急減する現状の問題を解消し、耐熱性向上を図る。
【解決手段】各種金属合金の表面が(1)ミクロンオーダーの粗度を有し、(2)数十ナノメートルオーダーの超微細凹凸で覆うようにし、(3)環境的に安定な金属酸化物または金属リン酸化物薄層で形成されるようにしたNAT処理を行うことにより1液性エポキシ接着剤に対して最適な被着材にする。エポキシ接着剤は適切な酸無水物を硬化剤とし、適切な無機充填材及び超微細無機充填材を添加したものとする。それにより、常温下で従来のエポキシ系接着剤による強い接着力を保持し、NAT処理した金属合金61、62同士の接着、NAT処理した金属合金61とCFRP材62の接着で高温域において接着力が向上し、軽量強固な構造材用部材が得られる。
(もっと読む)
化粧板製造方法及びその方法により得られた化粧板
【課題】化粧板の表面がゆらぐような(ゆず肌)外観変化を解消し、鏡面性に優れた化粧板の製造方法を提供する。
【解決手段】接着剤層50を介して化粧シート40と基材60とを押圧手段(プレスロール16)で圧着して貼り合せる工程を含む化粧板製造方法であって、該接着剤を介して該化粧シート40と該基材60とを圧着する積算時間S(秒)を圧着時温度及び圧着時歪における接着剤の緩和時間τ0(秒)よりも長くすることを特徴とする化粧板製造方法及びその方法により得られた化粧板である。
(もっと読む)
樹脂管の接合方法、繊維強化樹脂成形品の成形方法、および繊維強化樹脂成形品
【課題】 成形時の肉厚管理を容易にし、作業者の熟練度によることなく、効率よく作業できるようにする。
【解決手段】 本発明の樹脂管の接合方法は、管端面同士の接合部を跨ぐように強化繊維基材2を配設する工程と、配設した強化繊維基材2を、密封材6により被覆して樹脂管10相互の外周面に密封する工程と、樹脂管10の外周面と密封材6との間を減圧する工程と、密封材6内に未硬化の樹脂を供給する工程と、供給した樹脂を硬化させて樹脂管10同士を接合する工程とを含む。強化繊維基材2は、管端面の接合部の外周面に沿って配設される内層基材21と、内層基材21の外径側に重ねて配設する複数枚の外層基材22とを備え、各外層基材22の周方向の一端を内層基材21に対して接着して、各外層基材22を、接合部を跨ぐように巻き付け、一の外層基材22の周方向の他端を、隣り合う他の外層基材22の外径側から重なり合うように配設する。
(もっと読む)
光学部品とその製造方法及び光学装置とその製造方法
【課題】光学部品を光学装置に取付ける際に位置や角度の調整も行うことができて後の調整を不要とした光学部品の接着方法を提供する。
【解決手段】光学部品を接着する接着材22は、液体状態に対して光または紫外線を照射あるいは加熱することによって弾性を有する半硬化状態となり、半硬化状態に対して光または紫外線を照射あるいは加熱することによって硬化する特性を有する樹脂材からなり、光学部品1の取付面に液体状態の樹脂材22を塗布し、液体状態の樹脂材22に対して光または紫外線を照射あるいは加熱して弾性を有する半硬化状態とし、半硬化状態の樹脂材22を有した光学部品1を光学装置の所定位置に位置決めし、この状態で樹脂材22に対して光または紫外線を照射あるいは加熱し硬化状態として、光学部品1を光学装置の所定位置に固定する。
(もっと読む)
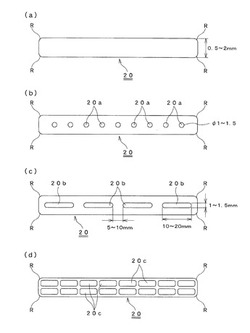
延伸フィルムを有するベルトの継手加工方法
【課題】ベルトの両端を継ぎ合わせることができる継手加工方法を提供する。
【解決手段】ベルト20は延伸フィルムから成る心体を有する。ベルト20の一方の端部21に複数の凸部23を設ける。他方の端部22には、凸部23と同一外形を有する凹部24を設ける。凹部24の外周壁に接着剤を塗布する。各凸部23が各凹部24に嵌め合わされるように両端部21、22を突き合わす。突き合わせ部分Bを下型の上に載置する。可動部材12によってベルトの側部を押圧し、可動部材12と側壁11Bによって突き合わせ部分Bを挟圧する。両端部21、22は接着剤を介して継ぎ合わされ、無端状ベルトが得られる。
(もっと読む)
筐体へのフィルム圧着方法、筐体圧着用フィルムおよびフィルムを圧着された筐体
【課題】圧着後の筐体端面の処理を要しない、立体構造を有する筐体に対するフィルムの圧着方法を提供する。
【解決手段】フィルムを構成する保持層を保持してフィルムを構成する加飾層を筐体に圧着する圧着ステップと、筐体に圧着された加飾層を残して、筐体から保持層を除去する除去ステップとを有するよう、筐体へのフィルム圧着方法を構成する。筐体の形状に合わせて切断され、筐体に圧着される加飾層と、加飾層とともに筐体に圧着された後に筐体から除去される保持層とを有するよう、筐体圧着用フィルムを構成する。
(もっと読む)
金属と樹脂の複合体及びその製造方法
【課題】β型チタン合金製の合金成形物と樹脂を強固に一体化した複合体とする技術を提供する。
【解決手段】市販のβ型チタン合金を弗素イオン含む硫酸水溶液でエッチングし、さらに特殊な化成処理を行う特異的な表面処理を行う。これによって表面がミクロンオーダーの粗度を有し、かつ数十ナノメートルオーダーの超微細凹凸も形成される。この処理を施したチタン合金板1とPBT系、PPS系、または芳香族ポリアミド樹脂系の樹脂組成4との射出接合によって、強固な一体化品を得る。また、β型チタン合金板と硬質の結晶性樹脂を含む樹脂組成物(例えばPBT、PPS、6ナイロン、66ナイロン等)との圧融着、β型チタン合金板と被着材(金属合金またはFRP等)との接着剤接合によっても強固に一体化した金属と樹脂の複合体。
(もっと読む)
面材と桟材との接着方法及びその接着装置
【課題】面材に対して桟材を精度よく且つ強固に接着することができる面材と桟材との接着方法及びその接着装置を提供する。
【解決手段】対向して配置された電極体4間に高周波電流を流して、面材1と桟材2との間の接着層3を加熱硬化し、前記面材に対して前記桟材を接着固定する面材と桟材との接着方法であって、前記電極体は、所定位置に固定配置される固定電極体40と、前記桟材を前記固定電極体との間に挟んで配置される可動電極体41とで構成され、前記接着層を上面2cに備えた前記桟材の一側面を前記固定電極体に当接するよう配置して位置決めをし、前記接着層を介して前記桟材の上に前記面材を載置し、前記可動電極体を上記桟材の他側面側に配置した後、この状態で前記電極体間に高周波電流を流し、前記接着層を加熱硬化して、前記面材に対し前記桟材を接着固定する。
(もっと読む)
1 - 20 / 62
[ Back to top ]