
Fターム[4F211TQ11]の内容
プラスチック等のライニング、接合 (31,000) | 接合のための付属装置 (1,912) | 温度制御 (211) | 冷却の制御 (47)
Fターム[4F211TQ11]に分類される特許
1 - 20 / 47
シート接合装置
【課題】光透過性、不透過性等の光学的特性の制限を受けることなく、任意の形状に、低い設備コストで、積層シートのシート同士を融着により接合する装置を提供する。
【解決手段】複数枚のシートが重ねられた積層シート7を周面に沿わせて送給する回転ロール2と、レーザ光Lの照射部分が発熱するとともに前記回転ロールの周面と前記積層シートとを密接させる回転ベルト(レーザ光吸収ベルト3)と、前記回転ベルト(レーザ光吸収ベルト3)にレーザ光Lを照射する照射部5と備え、前記レーザ光Lの照射により前記レーザ光吸収ベルト3で発熱した前記回転ベルト(レーザ光吸収ベルト3)の熱で前記積層シート7のシート同士を融着するシート接合装置1を提供する。
(もっと読む)
ガスタンクの製造システム及びガスタンクの製造方法

【課題】製造時に生じるガスタンクのライナの歪みを低減する。
【解決手段】タンク製造システム1は、2つの分割ライナ10、11をその接合部10a、11aが対向するように同軸上に支持する一対の支持部材20、21と、支持部材20、21に支持された各分割ライナ10、11を軸周りに囲み、支持部材20、21と軸が一致するように配置された一対のリング部材22、23と、各分割ライナ10、11に対して設けられた支持部材20、21とリング部材22、23を軸方向に一体的に移動させ、2つの分割ライナ10、11の接合部10a、11a同士を当接可能な移動機構24と、分割ライナ10、11の内側にエアを供給するエア供給機構25と、当接した2つの分割ライナ10、11の接合部10a、11aにレーザ光を照射し、2つの分割ライナ10、11を接合するレーザ照射部27と、を有している。
(もっと読む)
積層シートの製造方法および積層シート製造装置
【課題】積層シートを製造する際に当該積層シートを構成する基材と樹脂層との接合を確実に行なうことができる積層シート製造装置、かかる積層シート製造装置を用いて製造される積層シートを提供すること。
【解決手段】積層シート製造装置30は、第1の樹脂層3および第2の樹脂層4を繊維基材2の両面に接合して積層シート40を製造するものである。この積層シート製造装置30は、第1の樹脂層3と繊維基材2と第2の樹脂層4とをこの順に重ね合わせた積層体40'を挟むシート材91a、91bと、積層体40'がシート材91a、91b間に挟まれた状態でシート材91a、91b間の空間を減圧する減圧手段8とを備え、減圧手段8の作動により前記空間が減圧された際、積層体40'をシート材91a、91bごと押し潰して、第1の樹脂層3と繊維基材2と第2の樹脂層4とを圧着し、積層シート40を得る。
(もっと読む)
振動溶着方法
【課題】 振動溶着において樹脂製の一対の被溶着物を溶着する際、溶着後の製品にひずみが発生するのを抑制し、外観品質が低下するのを防止する。
【解決手段】 一対の樹脂製の被溶着物1、2の溶着面同士を対面させ、加圧力を加えて一対の被溶着物1、2を圧接させると同時に振動を付加して摩擦熱を発生させることで溶着面の融着部を溶融させ、所定の押し込み量に達した時点で振動を停止して溶融部を冷却させることで溶融部を溶着するようにした振動溶着方法において、振動工程が終了すると直ちに圧接力を所定圧力まで低下させて冷却固化させる。
(もっと読む)
プラスチックパイプの熱融着方法、及び熱融着機
【課題】 プラスチックパイプの1本のヘッダー主管に対し、多数本の分岐パイプを、加熱融着手段で密集平行状態で作業性良く、且つ均質に、直交連通接続する手法を提供する。
【解決手段】 機枠1上に、縦管8C用クランプ装置6と、ヘッダー8用クランプ装置6とを作業域SW内で間隔を保って水平対向配置し、継手用枝管8B群を並列形態で主管8Aから側方に突出配置したヘッダー8を、主管クランプ装置6で、継手枝管8B群が作業域SWに突出した状態にクランプし、縦管8C群の先端を対応枝管8Bに嵌入接合した状態でクランプし、作業域SWの上方及び下方から同一構造の加熱装置を進出して、加熱装置9の先端の加熱駒10によって、ヘッダー枝管8Bの融着部8Tを上下から挟着被覆して、ヘッダー枝管8B群を、1度の加熱融着作用で均斉、且つ生産性良く融着接合する。
(もっと読む)
長尺積層物の製造方法
【課題】良好な外観を有する長尺積層物が安定的に得られる長尺積層物の効率的な製造方法を提供する。
【解決手段】第1のシート供給手段から送り出された第1のシートの表面に、紫外線硬化樹脂を塗布する塗布工程と、第1の紫外線硬化手段により、紫外線硬化樹脂を部分硬化させる第1の硬化工程と、所定厚さを制御するための楔部材であるコッターを備えた圧着手段によって、第2のシート供給手段から送り出された第2のシートを、第1のシートに対して貼り合わせ、長尺積層物とする圧着工程と、第2の紫外線硬化手段により、紫外線硬化樹脂をさらに硬化させる第2の硬化工程と、を含む長尺積層物の製造方法であって、第2の紫外線硬化手段による紫外線照射量を、第1の紫外線硬化手段による紫外線照射量よりも大きくする。
(もっと読む)
多層フィルム構造体の製造方法、及び多層フィルム構造体
【課題】接合部分の強度が十分確保された多層フィルム構造体を得る。
【解決手段】一方の多層フィルム12の端部と他方の多層フィルム12の端部を隙間を開けて互いに向かい合わせ、溶融した溶着用熱可塑性材料24を少なくとも隙間に充填し、一方の多層フィルム12の溶融した端部と他方の多層フィルム12の溶融した端部と溶融した溶着用熱可塑性材料24とを互いに溶着させた後に冷却固化することで、接合部分の強度が十分確保された多層フィルム構造体10が得られる。
(もっと読む)
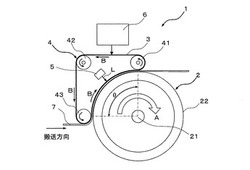
管状ラベルを個々の物品に貼り付けるラベリング機械及び方法
所定経路(P)に沿って移動可能でラベル付けされる物品(3)を受け取り保持する少なくとも1台のユニット(15)を有している搬送装置(7)と、ラベル(2)をユニット(15)に供給する供給手段(10)と、反対側の垂直エッジ(34)が互いに重ね合わされた垂直管状構造配置にラベル(2)を曲げる成形手段(22)と、搬送装置(7)に配置されラベルの重ね合わされたエッジ(34)を溶着する少なくとも1台の溶着装置(40)とを備え、溶着装置(40)は、溶着されるラベルの重ね合わされたエッジ(34)の高さに少なくとも等しい高さを有しているストリップ状作業面(42)が設けられた電気加熱可能なシーリング要素(41)と、シーリング要素(41)へ選択的に接続可能であり経路(P)の所定の部分に沿ってシーリング要素(41)を加熱し経路(P)の引き続く部分に沿ってシーリング要素(41)を冷却するため制御される電力供給手段(43)と、経路(P)を横切る水平方向(X)に沿ってラベル(2)の重ね合わされたエッジ(34)に向かってシーリング要素(41)を往復移動させるアクチュエータ手段(44)とを備える、管状ラベル(2)を個々の物品(3)に貼り付けるラベリング機械(1)が記載される。 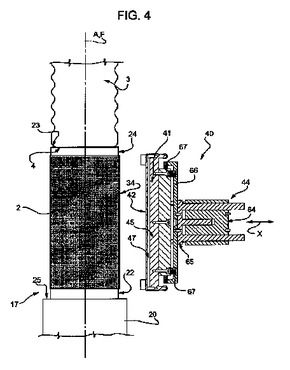 (もっと読む)
(もっと読む)
プラスチックチューブを内部的に溶接する方法及びデバイス
本発明は、プラスチック材料でできたチューブ状のパッケージをシールするための方法及び容器に関し、ここで該方法は少なくとも以下の操作を含む:a)圧延材料(11)が圧延される圧延操作、b)圧延材料(11)の端部(8、9)が互いに近くに置かれる配置操作、c)融解された樹脂コード(12)が該端部(8、9)上に押し出され、そして沈着される押出操作、d)上記端部(8、9)が該コード(12)を用いて融解される融解操作、e)シール領域が圧縮される圧縮操作、f)シール部が冷却される冷却操作。 (もっと読む)
プラスチックダンボールシートのシール加工方法
【課題】安全で、かつ安価、高速でプラスチックダンボールシートの開放側端部をシール加工する。
【解決手段】プラスチックダンボールシート開放側端部6に超音波ホーンを当接し、超音波ホーンの超音波振動により、該シート開放側端部の上面と下面を溶着するプラスチックダンボールシート開放側端部のシール加工方法。
(もっと読む)
合成樹脂製気泡シート積層体の製造方法
【課題】合成樹脂製気泡シート積層体の生産性を向上させる。さらに、完成品の寸法を制限されることなく合成樹脂製気泡シート積層体の製造方法を提供する。
【解決手段】少なくとも凹凸シート11と平坦シート12とが接合され、気体が密閉された多数の気泡部13が形成されている合成樹脂製気泡シート10を積層した状態でシート流れ下流側に送り出し、積層された合成樹脂製気泡シート10を対向面同士が接触するように外側から加圧し、加圧された状態の合成樹脂製気泡シート10を合成樹脂の溶融温度以上に加熱し、積層された合成樹脂製気泡シート10の対向面同士を融着させる。加熱工程では、加圧された状態の合成樹脂製気泡シート10に合成樹脂の溶融温度以上の高温空気を供給する。
(もっと読む)
化粧板製造方法及びその方法により得られた化粧板
【課題】化粧板の表面がゆらぐような(ゆず肌)外観変化を解消し、鏡面性に優れた化粧板の製造方法を提供すること。
【解決手段】接着剤を介して化粧シートと基材とを第1押圧手段で圧着して貼り合せる第1押圧工程を含む化粧板製造方法であって、該接着剤の第1押圧手段による圧着時の温度t1と該接着剤の損失正接tanδが1である温度K(℃)とが下記式(1)で表わされる関係を有し、且つ該損失正接tanδピーク温度T(℃)における損失正接tanδが1より大きいことを特徴とする化粧板製造方法である。
t1−K ≧ 0 (1)
[損失正接tanδの測定条件:パラレルプレート型レオメータを用いる動的試験により、周波数 0.16Hz(角速度ω 1rad/sec)、動歪ε 0.1%、温度傾斜Δt −2K/min にて測定する。]
(もっと読む)
樹脂製品のカシメ留め用溶着チップ
【技術課題】 冷却効率を高めて生産性を高めることのできる溶着チップを提供する。
【解決手段】 溶着チップ1の外に冷却管10を組み付けて冷却エアー通路14を形成する。冷却エアー供給パイプ9から吹き付けた冷却エアーを溶融面3と溶着チップ1の外側全体に流して排出孔11、11aから排出する。
このような冷却エアーの流れをつくることにより、溶着チップ1はその全体が冷却されるため、冷却効率が高まって、連続運転時には特に生産性が向上する。
(もっと読む)
ラミネートロールの温度制御方法
【課題】品種変更時またはライン立上げ時に、ラミネートロールの表面温度を従来よりも短時間で目標温度に安定させることができるラミネートロールの温度制御方法を提供する。
【解決手段】昇温された金属帯3の表面に樹脂フィルム4,5を熱圧着するラミネートロール1の温度制御方法である。品種変更時またはライン立上げ時には、ラミネートロール1と接触する冷却ロール2に通水される冷却水温を、予め良品製造時の実績値等に基づく目標水温とした状態で運転を開始する。その後、金属帯3の板温が安定した後は、ラミネートロール1の温度が目標温度となるように冷却水温を制御する通常の温度制御に切り替える。
(もっと読む)
樹脂と金属との接合方法および装置
【課題】従来、樹脂部材を溶融温度または軟化温度まで加熱して樹脂部材と金属部材とを接合した場合、十分な接合強度が得られなかった。
【解決手段】樹脂部材4と金属部材3とを加熱により接合する接合方法であって、前記樹脂部材4と金属部材3との接合界面を、樹脂部材4の分解温度tb以上かつ樹脂部材4に気泡が発生する温度tc未満の範囲の温度に加熱するとともに、樹脂部材4の金属部材3との接合面5とは反対側の面を、樹脂部材4の融点ta未満の温度に冷却することにより、樹脂部材4と金属部材3との接合を行う。
(もっと読む)
窓枠
【課題】 主層とその表面に積層された表面層とから構成された複数個の合成樹脂製枠部材を相互に接合して形成された窓枠において、相互に押し付けて接合した枠部材の表面層間から流出した溶着バリを切除した部位における主層の露顕を回避乃至充分に抑制して、化粧処理を施さずとも溶着バリを切除した部位の外観を充分に良好なものにする。
【解決手段】 表面層間から流出した溶着バリの幅を表面層の表面にて充分に小さい幅に規制し、溶着バリを冷却した後に溶着バリを切除する。
(もっと読む)
電熱式溶着チップを用いて行う熱カシメ方法及びその装置
【課題】電圧の変動が直接溶着ボスの溶融に影響を及ぼさない熱カシメ方法とその装置を提供する。
【解決手段】溶着チップ4に対する電圧の印加を、溶着工程において中途で停止する。その後の溶融は、溶着チップ1の余熱で溶着を行う。このようにすると、少なくとも余熱での溶着段階では電圧の影響を受けないから、品質が安定し、然も電力の消費を抑えることができる。最終段階における溶着チップ及びボスの温度は残熱だけのため、冷却時の負荷が減少したことにより冷却時間の短縮化が可能となり、結果として生産性が高まる。
(もっと読む)
レーザ樹脂溶着機
【課題】レーザダイオードの経年劣化により光出力値が低下して来ても、校正開始の1操作だけで自動校正が行われ、出力値を指示するだけでその出力値が得られるレーザ樹脂溶着機の実現。
【解決手段】レーザダイオード11の電流対出力特性曲線のうち、直線近似が可能な範囲内で2つの電流値点I1とI2を選んで校正用電流値指示手段2から駆動電流設定部5へ設定指示し、その電流をレーザダイオード11に流したときの出力値P1とP2を光パワーメータ9で測定し、このI1、P1とI2、P2の2組の値から係数算出器8で近似直線式の1次係数および定数を求め、Pを変数とするIの直線式をレーザ出力設定関数器4に設定し、レーザ出力値指示手段3から出力値を指示すると、その出力に必要な電流値が駆動電流設定部5へ設定されるようにする。
(もっと読む)
プラスチックフィルムの溶着装置および溶着方法
【課題】ヒートシールバーを用いずに、つまりレーザ光を用いてプラスチックフィルム同士を溶着する際に、確実に溶着を行い得るプラスチックフィルムの溶着装置を提供する。
【解決手段】一対の押さえロール12により押圧された2枚のプラスチックフィルムFの表面に、レーザ照射装置15によりレーザビームLを照射して溶着部を形成した後、フィルムを誘導用ロール14を介して引き出すようにしたフィルムの溶着装置であって、フィルムの溶着を行う位置にフィルムを支持する支持用ロール13を配置すると共に、支持用ロールによるフィルムの支持位置を、押さえロールによるフィルムの押さえ位置と誘導用ロールによるフィルムの誘導位置とを結ぶ直線よりも、フィルム側に突出するように配置し、さらに押さえロールの回転速度よりも誘導用ロールの回転速度を速くしたものである。
(もっと読む)
多層構造緩衝材の製造方法、ダンプトラックの受け木の製造方法、多層構造緩衝材及びダンプトラックの受け木
【課題】耐久性が高く安価でありかつ衝撃吸収性に優れた多層構造緩衝材の製造方法及び多層構造緩衝材を提供する。
【解決手段】ポリエチレン、ポリプロピレンのいずれかの再生樹脂を主成分とし、その他の再生樹脂を混入した樹脂材料を押出機24,26内で混練して加熱溶融し、この加熱溶融した樹脂を、押出機に装着され、内部に発泡ポリエチレンシート55を挿入した金型40内に加圧注入し、成型することで樹脂材料を発泡ポリエチレンシート55と一体化する。
(もっと読む)
1 - 20 / 47
[ Back to top ]