
Fターム[4F212UG07]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 予備成形品及びその製造 (96) | 予備成形品の製造 (25)
Fターム[4F212UG07]に分類される特許
1 - 20 / 25
農産物用容器
【課題】 予備発泡機、サイロ又は発泡成形機への流通過程において、被覆剤の脱落を抑え、粒子流通管の内壁面への被覆剤の付着が極めて少ない発泡性スチレン系樹脂粒子を用いた農産物用容器を提供する。
【解決手段】 スチレン系樹脂粒子に発泡剤を含浸させてなる発泡性スチレン系樹脂粒子を予備発泡し、この予備発泡粒子を成形して得られるポリスチレン系発泡成形体の農産物用容器であって、
前記発泡性スチレン系樹脂粒子は、該樹脂粒子表面を組成物によって被覆されており、当該組成物は、当該樹脂粒子表面を被覆する常温で液体の多価アルコールAと、当該樹脂粒子100重量部に対して0.01〜0.3重量部の脂肪酸モノグリセリドと、当該樹脂粒子100重量部に対して0.03〜0.3重量部の脂肪酸金属塩と、常温で液体の多価アルコールBからなり、上記多価アルコールA、Bは、当該樹脂粒子100重量部に対して0.02〜0.3重量部含有し、2回に分けて被覆されており、
前記ポリスチレン系発泡成形体は粒子径が600μm〜1400μmのポリスチレン系樹脂粒子であり、前記ポリスチレン系発泡成形体の密度が0.01g/cm3〜0.033g/cm3であり、前記ポリスチレン系発泡成形体の平均弦長が20μm〜150μmであり、前記ポリスチレン系発泡成形体の曲げ強度は20N/cm2〜100N/cm2であることを特徴とする。
(もっと読む)
多孔質膜の製造方法及び燃料電池用電解質膜
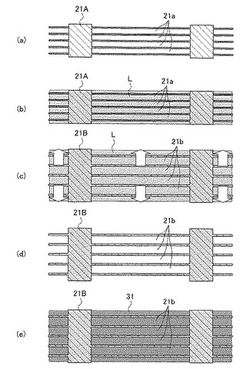
【課題】プロトン伝導性を損なうことなく、乾湿サイクル及び熱冷サイクルが付加された条件下においても、膜の耐久性を向上させることができる多孔質膜の製造方法、及びこれにより製造された電解質膜を提供する。
【解決手段】膜厚方向Dに対して交差する方向に延在した複数の空孔21aが形成された樹脂製の多孔質膜21Aを、流体Lに含浸させることにより、空孔21aに流体Lを充填する工程と、空孔21aに充填された流体Lを凍結しながら膨張させる工程と、凍結した流体Lを解凍し、空孔21aから液体Lを排出する工程と、を含む。
(もっと読む)
加熱発泡シート、充填発泡部材および中空部材の内部空間の充填方法

【課題】簡易に製造することができ、内部空間に突出空間がある場合でも、その突出空間を、格別の部材を用いなくても、簡易に充填することができる充填発泡部材、その充填発泡部材に用いられる加熱発泡シート、さらには中空部材の内部空間の充填方法を提供すること。
【解決手段】160℃で20分加熱した場合に発泡して、一方向に伸長し、伸長方向Aと直交する方向における発泡前後の伸縮倍率に対する、伸長方向Aにおける発泡前後の伸縮倍率の比が、1.8以上である加熱発泡シート3を、熱可塑性樹脂、発泡剤、架橋剤、および、フィブリル成形性能を有する含フッ素ポリマーを含み、含フッ素ポリマーが、熱可塑性樹脂100重量部に対して、0.1〜10重量部の割合で配合されている加熱発泡組成物から、形成する。
(もっと読む)
成形体及び成形体の製造方法
【課題】軽量性、断熱性、剛性、クッション性及びリサイクル性のいずれにも優れた成形体を提供する。
【解決手段】熱可塑性樹脂を含有する熱可塑性樹脂組成物を発泡させることにより形成された成形体1であって、複数の気泡2aを含有し、気泡2aの長径が400〜800μm、かつアスペクト比が2.0以上である中央層2と、複数の独立気泡3a,4aを含有し、独立気泡3a,4aの気泡径が30〜300μm、かつアスペクト比が1.0以上、2.0未満である第1,第2の独立気泡層3,4と、第1,第2の非発泡層5,6とを備え、第1の非発泡層5と、第1の独立気泡層3と、中央層2と、第2の独立気泡層4と、第2の非発泡層6とがこの順で積層されている成形体1。
(もっと読む)
発泡充填部位用の収容具、及び発泡充填具
【課題】中空部において各種部材が挿入される空間を確保することの容易な発泡充填部位用の収容具、及び発泡充填具を提供する。
【解決手段】収容具は、中空構造体51を形成するパネル53に穿設された挿入孔53aを通じて中空部52に挿入される各種部材を収容する収容体13を備えている。収容体13は、各種部材が挿入される開口部を有する有底筒状をなしている。開口部は、挿入孔53aに挿入されるとともに挿入孔53aの内周面に沿って配置される孔内挿入部13aを有している。収容体13には係合部14が設けられ、収容体13は係合部14によりパネル53に固定される。発泡充填具11は、中空構造体51の中空部52に配置される熱発泡性基体12と、収容体13とを備えている。熱発泡性基体12は、収容体13に一体に設けられている。
(もっと読む)
発泡充填具
【課題】各種部材の挿入空間を確保し、かつ取着の煩雑さを軽減することの容易な発泡充填具を提供する。
【解決手段】発泡充填具11は、中空構造体の中空部に発泡体を形成する熱発泡性基体12と、中空部に挿入される部材を収容する収容体13とを備えている。中空構造体の中空部を形成するパネルには、各種部材を挿入する挿入孔が穿設されている。熱発泡性基体12は、収容体13を保持する保持孔12aを有している。収容体13は、一対の開口部13aを有する円筒状をなし、開口部13aは挿入孔に挿入可能に構成されている。収容体13の周壁は、周方向において不連続となる端部13bを有し、周壁は重ね合わされた状態とされている。周壁を重ね合わせた状態で生じた弾性力は、保持孔12aへ作用している。
(もっと読む)
多孔質材料を用いた発泡成形品の製造方法
【課題】マイクロ波を照射することで繊維強化材と一体化した発泡成形品を製造するにあたって、曲げ強度に優れており、繊維強化材が発泡成形品の表面層付近に配置されることで繊維強化材による補強効果が十分に発揮され、かつ、良好な寸法安定性を有する発泡成形品を製造すること。
【解決手段】湿潤状態の多孔質材料を準備する第一工程、前記湿潤状態の多孔質材料に、熱硬化性樹脂を含浸させる第二工程、成形型内に、熱硬化性樹脂を含浸した多孔質材料、及び、繊維強化材を封入する第三工程、第三工程の後、前記成形型の外側からマイクロ波を照射して、前記熱硬化性樹脂の発泡・硬化及び成形を行うことで、発泡成形品を形成する第四工程、及び、前記成形型から前記発泡成形品を取り出す第五工程を含む、発泡成形品の製造方法。
(もっと読む)
加熱発泡シートおよび発泡充填部材
【課題】全方向に均一に発泡する加熱発泡シート、さらには、その加熱発泡シートを備える発泡充填部材を提供すること。
【解決手段】ポリマーおよび発泡剤を含む加熱発泡材料を、略円弧形状の等方性部分を含む等方性含有形状に押し出す押出工程と、押出工程において押し出される加熱発泡材料を、シート形状に形成するシート形成工程とを備える加熱発泡シートの製造方法によって、160℃で20分加熱した場合の縦横比が1.5以下である加熱発泡シートを得る。
(もっと読む)
ポリオレフィン発泡体熱圧成形品の製造方法
【課題】バリの発生が無く、外観のきれいな成形品の製造方法を提供する。
【解決手段】本発明に係る発泡体熱圧成形品の製造方法は、ポリオレフィン樹脂に発泡剤、架橋剤を添加混練し、得られた架橋性発泡性組成物を密閉金型Aに充填し、加圧下に加熱、整形して取り出し、次いで密閉金型Bに入れ加圧下に加熱して発泡剤、架橋剤を分解した後冷却して成形品よりも小さい発泡体を得、得られた発泡体を金型Cに入れ加圧下に加熱して成形することを特徴とする製造方法。発泡体熱圧成形品の製造方法
(もっと読む)
車両内装用熱膨張性基材の製造方法及びそれを用いた車両内装用基材の製造方法
【課題】軽量であり、且つ十分な吸音性及び高い剛性等を有する車両用内装材製造のための車両内装用熱膨張性基材の製造方法、及び車両内装用基材の製造方法を提供する。
【解決手段】本発明の車両内装用熱膨張性基材の製造方法は、合成樹脂エマルジョン、熱膨張性マイクロカプセルエマルジョン、樹脂系接着剤エマルジョンを混合し、これを無機繊維マットに含浸させ、その後、マイクロカプセルの熱膨張開始温度より低い温度範囲で乾燥させ、次いで、合成樹脂粉末が溶融し、且つマイクロカプセルの熱膨張開始温度より低い温度範囲で加熱し、熱プレスし、次いで、冷却することを特徴とする。本発明の車両内装用基材の製造方法は、車両内装用熱膨張性基材を、マイクロカプセルの熱膨張開始温度を越える温度範囲で加熱し、その後、冷却することを特徴とする。
(もっと読む)
発泡製品の製造方法
発泡製品は、連続気泡フォームの体積の少なくとも90%を占めるボイドを備えた可撓性の連続気泡フォームから成るコア層(1)から始まって製造される。コア層(1)を選択的に上側カバー層(3)及び/又は下側カバー層(2)と一緒に、下側金型面(5)と上側金型面(9)との間で金型(6,8)内に配置する。金型(6,8)を閉鎖し、硬化可能な発泡性の配合物(7)が金型内で発泡するようにして連続気泡フォームのボイドを充填する別のフォームが生じるようにする。少量の発泡性配合物(7)を使用して連続気泡フォームのボイドを充填することができるようにするため、コア層(1)を下側金型面(5)上に敷設し、発泡性配合物(7)を下側金型面(5)上に位置するコア層(1)に吹き付けて、発泡性配合物(7)が重力によって連続気泡フォームコア層(1)中に少なくとも部分的に浸透することができるようにする。さらに、発泡性配合物(7)は、コア層(1)に達したとき、1/sの剪断速度で測定して、1000mPa.s未満の動的粘度を有する。 (もっと読む)
膨張性充填挿入物および膨張性充填挿入物の製造方法
中空空間または空洞(2)を充填または封止するための、キャリアが存在しない膨張性充填挿入物(10)を提供する。挿入物は、ポリマーおよび/またはポリマー前駆体ならびに在性発泡剤を含有するポリマーマトリックスを、異形押出成形または射出成形することによって製造されてよい、自立連続構造体(11)を含んで成る。膨張性充填挿入物は、例えば、自立連続構造体と一体化してよい取付要素(12)を用いて、車両ピラー(1)の内側面に固定され、その後ポリマーマトリックスは加熱によって活性化し膨張する。 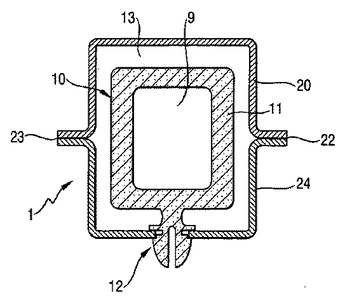 (もっと読む)
(もっと読む)
無機質発泡板製造方法、および、断熱壁構築工法
【課題】一方の面と他方の面の気泡の大きさがそれぞれ異なる無機質発泡板を効率よく製造することが可能な無機質発泡板製造方法を提供すること。
【解決手段】
塩化ビニル系樹脂、有機溶剤、発泡剤、および、無機質系充填材を混合して、上面および下面から加熱冷却可能な板形の第1の密閉金型に封入し、上面および下面の加熱により原料内に均等に分布するように気泡を生じさせ、次いで、上面および下面の冷却により上面および下面付近の気泡が中間領域の気泡より小さくなるように調整して一次発泡板体を成型し、続いて、第1の金型より大きな板型の第2の金型へ前記一次発泡板体を移して、所定温度下で気泡を成長させて得られた二次発泡板体を硬化させ、当該二次発泡板体を中間で切断して、気泡が大きな面と気泡が小さな面とを有する無機質発泡板を製造することを特徴とする無機質発泡板製造方法。
(もっと読む)
発泡体コアを有するFRP製成形品の成形法
【課題】FRP製成形品あるいはその部品として使用される、発泡体コアを有するFRP製成形品を、生産効率良く成形する方法を提供すること。
【解決手段】発泡体コアを有するFRP製成形品を成形するに際し、(1)目的とする成形品の成形型と相似な縮小型を用いて、発泡体コアを加圧・圧縮法によって作成する工程、(2)前記成形品の成形型の内表面に沿ってプリプレグを敷設した後、このプリプレグ上に発泡性シートを重ねて配置し、次いで、(1)で得られた発泡体コアを、前記成形品の成形型内部に、前記プリプレグ及び発泡性シートを介して配置する工程、(3)前記成形品の成形型内部を減圧して後又は減圧しながら、成形型を加熱し、前記発泡性シートを発泡させると共にプリプレグを硬化させる工程からなる成形法。
(もっと読む)
軽量で強度のあるプラスチックの成形体
【課題】軽量で強度のある成形体を提供すること。
【解決手段】平均厚さが0.1mm以上のプラスチック膜からなる、径が5mm以上の球状体が、多数集合し、相互に接合し、一体化してなることを特徴とする、表面のプラスチック膜が1枚で、内部のプラスチック膜が2枚合わせの、軽量で強度のある成形体。
(もっと読む)
成形された膨張可能な材料
膨張可能材料が、製品、例えば自動車の構造体(12)の機能的属性、例えば補強を行うことができる部品(10)を形成するよう成形されている。  (もっと読む)
(もっと読む)
筒状部材の発泡充填材及び該発泡充填材の車体配設構造
【課題】 材料コストの上昇を招くことなく充填むらを防止できる筒状部材の発泡充填材を提供する。
【解決手段】 短冊状に形成された発泡性基材20をこれの端部20a,20b同士を結合して概ね環形状の環状発泡材14とし、該環状発泡材14に、上記環形状を縮小方向に変形可能とする脆弱部としての切り込み20dを形成する。
(もっと読む)
加熱発泡シート、充填発泡部材および中空部材の内部空間の充填方法
【課題】 内部空間に突出空間がある場合でも、その突出空間を、格別の部材を用いなくても、簡易に充填することができる充填発泡部材、その充填発泡部材に用いられる加熱発泡シート、さらには中空部材の内部空間の充填方法を提供すること。
【解決手段】 100〜130℃で20分加熱した場合に一方向に伸長し、その伸長方向Aにおける伸長率が、5〜50%である加熱発泡シート3を、加熱発泡材料2を延伸することにより成形して得る。この加熱発泡シート3を充填発泡部材4に用いれば、内部空間7に突出空間9がある場合でも、充填発泡部材4を、加熱発泡シート3の伸長方向Aが突出空間9に向かうにように、主空間8に配置して、発泡すれば、その突出空間9を、格別の部材を用いなくても、簡易かつ低コストで充填することができる。
(もっと読む)
複合成形品及びその製造方法
【課題】 高強度で、断熱性に優れた、さらに外観の凸凹が少ない複合成形品とその製造方法を提供する。
【解決手段】 熱可塑性樹脂を発泡成形して発泡熱可塑性樹脂からなるコア材20を形成し、熱可塑性樹脂を真空成形して非発泡熱可塑性樹脂からなる中間材40を形成し、コア材20と中間材40を勘合させて、勘合体50を形成し、勘合体50を真空成形の型として、勘合体50の上に、熱可塑性樹脂を一体成形して、非発泡熱可塑性樹脂からなる表皮材6を形成する、複合成形品60の製造方法。
(もっと読む)
ハニカム吸音構造体
【課題】吸音性能が高いが剛性に劣る熱可塑性樹脂の柔軟素材発泡体に、剛性を付与し、各種工業資材等の吸音材として使用可能な発泡構造体の提供。
【解決手段】熱可塑性樹脂(B)からなるハニカム構造コアの各セル内に熱可塑性樹脂(A)発泡体が充填されており、かつ、該ハニカム構造コアの片面に熱可塑性樹脂(B)のシートが積層されていることを特徴とするハニカム吸音構造体であって、好ましくは、熱可塑栄樹脂(A)の曲げ剛性率が1〜100MPaであり、熱可塑性樹脂(B)の曲げ剛性率が熱可塑性樹脂(A)の曲げ剛性率以上であるハニカム吸音構造体。
(もっと読む)
1 - 20 / 25
[ Back to top ]