
Fターム[4F212VL11]の内容
プラスチック等の特殊発泡成形、タイヤ成形 (20,984) | 成形、処理の操作単位 (2,871) | 貼着、貼付 (688)
Fターム[4F212VL11]の下位に属するFターム
エア抜き (91)
Fターム[4F212VL11]に分類される特許
1 - 20 / 597
インナーライナ素材の端部圧着装置および、インナーライナ素材の端部圧着方法
タイヤ構成材料のセンターライン印字装置およびタイヤ構成材料の成形方法
【課題】タイヤ構成材料の両端部にカバリングシートを貼付する場合でも、貼付ドラムへの貼付時のオフセンターを抑制できるタイヤ構成材料のセンターライン印字装置および成形方法を提供する。
【解決手段】タイヤ構成材料の搬送手段と、タイヤ構成材料のセンター位置に非接触でセンターラインを印字する印字機と、タイヤ構成材料のセンター位置を印字機の印字位置に一致させるセンタリング機構を備え、印字機がカバリングシート貼付装置の上流側に配設されたタイヤ構成材料のセンターライン印字装置。また、タイヤ構成材料のセンタリング工程と、タイヤ構成材料のセンター位置に非接触でセンターラインを印字する印字工程と、カバリングシート貼付工程と、カバリングシートが貼り付けられたタイヤ構成材料のセンターラインと貼付ドラムのセンターとを一致させてタイヤ構成材料を貼付ドラムに貼り付ける成形工程とを備えたタイヤ構成材料の成形方法。
(もっと読む)
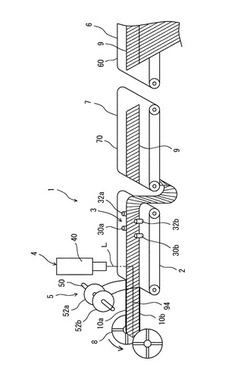
タイヤの成形方法及びゴムストリップの積層装置

【課題】タイヤを構成するゴム部材の成形に際し、内部へのエアの残留を低減する。
【解決手段】回転支持体10と押出機20を相対的にトラバース移動させながら、押出機20から供給されるゴムストリップRを回転支持体10の外周面に巻き付けて積層する成形方法において、回転支持体周面に対するゴムストリップの巻き付き位置で押さえロール30によりゴムストリップRを押圧するとともに、その後の領域部分においてゴムストリップRに対してトラバース移動の進行方向後側の部分をステッチングロール40a又は40bにより押圧して圧着する。ゴムストリップRの最終周の巻き付けに伴い、当該最終周のゴムストリップReに対して進行方向後側の部分を押圧し圧着した後、該最終周のゴムストリップReに対し、少なくともトラバース移動の進行方向前側の部分を、ステッチングロール40b又は40aにより押圧し圧着する。
(もっと読む)
空気入りタイヤの製造装置
【課題】RFV波形のバラツキを充分に小さくすることができる空気入りタイヤの製造装置を提供する。
【解決手段】1stカバーを保持する保持手段と、保持手段を支持する主軸とを有し、1stカバー内に加圧流体を流入させて1stカバーをインフレ―トするシェーピングフォーマーと、インフレートされた1stカバーに2ndカバーをステッチするためのステッチ手段とを備えており、軸端部から加圧流体を導入して1stカバー内に加圧流体を流入させる流路が主軸に形成され、主軸の軸端部がロータリージョイント部により加圧流体の供給配管に接続され、加圧流体の流体圧を測定する圧力センサーがロータリージョイント部に設置されている空気入りタイヤの製造装置。
(もっと読む)
空気入りタイヤの製造方法及び空気入りタイヤの製造装置
【課題】重量バランスを悪化させることなく製造時間を短縮することができる空気入りタイヤの製造方法及び空気入りタイヤの製造装置を提供する。
【解決手段】2台の押出機12A,12Bから押し出された未加硫のゴムストリップ材S1,S2を回転支持体14上に供給しながら回転支持体14を回転させ、回転支持体14上にゴムストリップ材S1,S2を巻き付けて空気入りタイヤの少なくとも一部を成型する空気入りタイヤの製造方法において、2台の押出機12A,12Bを互いに、回転支持体14の回転軸Lの周りに180°ずれた位置であって、回転支持体14の回転軸方向の同一位置に配置し、回転支持体14が180°回転する毎に2台の押出機12A,12Bと回転支持体14とを相対的に回転支持体14の回転軸方向へ移動させる。
(もっと読む)
空気入りタイヤの製造方法
【課題】シェーピングされた未加硫のタイヤ中間体のサイドウォール部にシワが寄ることなく均一に円環状のゴム部材を貼付する。
【解決手段】支持面22と支持面に開口する貫通孔とを備えた支持具12の支持面上に、貫通孔を跨いで円環状のゴム部材Mを成型し、支持面に成型されたゴム部材をシェーピングされたタイヤ中間体1のサイドウォール部2に対向配置し、支持具をタイヤ中間体に近接させて支持面上のゴム部材をサイドウォール部に当接させ、貫通孔を介してサイドウォール部にゴム部材を押圧する押圧部材32をタイヤ径方向に移動させてゴム部材Mをサイドウォール部に貼付する。
(もっと読む)
空気入りタイヤの製造方法
【課題】ドラム上でのインナーライナー、未加硫ゴムシートの接合部の厚さの均一性を高め、エアー残留を防止し接合部の剥離を軽減する空気入りタイヤの製造方法。
【解決手段】タイヤ成形は、インナーライナー2の幅方向端部2a,2bと未加硫ゴムシートの幅方向端部3a,3bを幅方向に相互にずらして積層体を製造する工程と、前記積層体をドラム幅に対応する一定長さに切断して裁断シートを製造する工程と、前記裁断シートをインナーライナーが内面側となるようにドラム全周に巻きつけて、インナーライナーの端部と未加硫ゴムシートの端部の位置を一定距離ずらして接合する工程を有し、前記インナーライナーは、2層で構成され、少なくともいずれかは、イソブチレンを主体の重合体ブロックと芳香族ビニル系化合物を主体の重合体ブロックからなり、少なくとも1つのブロックがβ−ピネンを含むイソブチレン系変性共重合体を含むエラストマー組成物からなる。
(もっと読む)
ゴム部材の接合装置及び接合方法
【課題】ゴム部材の端部同士を重ねて接合する際に、接合面積を増大させることで従来よりも少ない接合面積で接合できるようにする。
【解決手段】ゴム部材(タイヤ構成部材)70の一方の端部71を上側に他方の端部72を下側に重ね合わせて、前記ゴム部材70の端部同士を接合するための接合装置であって、傾斜軸の回りで回転する押圧ロール(円盤状ロール)45を、前記重ね合わせたゴム部材70の上側端部71に押し付けて転動させ、その時生じるせん断力で、前記上側端部71を延伸させ、前記両端部71、72間の接合面積を増大する。
(もっと読む)
空気入りタイヤの製造方法
【課題】タイヤを成形する方法において接合部の均一性を高め、エアーの残留と接合部の剥離を軽減する。
【解決手段】インナーライナー2と未加硫ゴムシート3の幅方向端部を相互に50mm〜500mmずらした積層体1は、ドラム幅に対応する長さに切断し、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、タイヤ内側に配置される第1層と、カーカスプライのゴム層と接するように配置される第2層で構成され、第1層はSIBSを主体とする熱可塑性エラストマー組成物で、第2層はスチレン系熱可塑性エラストマー組成物であり、第1層および第2層の少なくともいずれかの熱可塑性エラストマー組成物は、熱可塑性エラストマー100質量部に対して、粘着付与剤を0.1〜100質量部含むか、または第2層はSIBSを、熱可塑性エラストマー成分の10〜80質量%含む空気入りタイヤの製造方法。
(もっと読む)
タイヤ製造方法
【課題】円周方向に沿って配列されるラグ同士の間隔及び円周方向に対する傾斜角度を一定とし、ラグ部材をタイヤケースに対して容易に、かつ、精度良く配置することが可能なタイヤの製造方法を提供する。
【解決手段】加硫済みラグ部材と、円周方向に沿って複数の位置決め凹部を有する加硫済みタイヤケースとをそれぞれ個別に形成し、得られた加硫済みのラグ部材を複数の位置決め凹部に沿って加硫済みタイヤケースの外周面上に配列し、接着層を介して加硫する形態とした。
(もっと読む)
タイヤ成形用押えローラーおよびタイヤ成形用ゴム材料の押圧方法
【課題】手動式ローラーによる再度の押圧作業が不要になって作業者の負担を軽減することができ、また、ジョイント部のエア残りやジョイント離れが発生することがなく、ゴム材料にシワが発生することもないタイヤ成形用押えローラーおよびタイヤ成形用ゴム材料の押圧方法を提供する。
【解決手段】フォーマーに巻き付けられたゴム材料の両端部が重ね合わされることにより形成されたジョイント部を押圧して圧着させるためのタイヤ成形用押えローラーであって、ローラー軸方向の中央部の径が、両端部の径よりも小さな逆クラウン形状に形成されているタイヤ成形用押えローラー、および前記タイヤ成形用押えローラーを用いて、フォーマーに巻き付けられたゴム材料の両端部が重ね合わされることにより形成されたジョイント部に対して390〜590Nの押圧力で押圧することにより、ジョイント部を圧着させるタイヤ成形用ゴム材料の押圧方法。
(もっと読む)
空気入りタイヤの製造方法
【課題】ドラムの周上の接合部での厚さの均一性を高め、エアーの残留を防止しインナーライナーおよびカーカスプライの接合部の剥離も有効に軽減した空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナーの幅方向端部と未加硫ゴムシートの幅方向端部を幅方向に相互に50mm〜500mmずらして貼り合わせて積層体を製造するアッセンブル工程と、積層体を、ドラム幅に対応する一定長さに切断して、裁断シートを製造する裁断工程と、裁断シートを、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、インナーライナーの端部と、未加硫ゴムシートの端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナーはスチレン−イソブチレン−スチレントリブロック共重合体を含む第1層と、熱可塑性エラストマーよりなる第2層の積層体で形成される。
(もっと読む)
アンダートレッド貼付装置
【課題】ナイフの位置調整を自動的に行うことによりアンダートレッドのセンタリング不良およびセンタリングの微調整を自動的に行うことができるアンダートレッド貼付装置を提供する。
【解決手段】アンダートレッドの左右両端を切断して所定幅のアンダートレッドを形成する一対のナイフと、ナイフ移動手段と、第1カメラと、第2カメラと、第1カメラの撮影画像によりトレッドのセンター位置を算出すると共に、第2カメラの撮影画像によりアンダートレッドのセンター位置を算出することにより、トレッドのセンター位置に対する切断前のアンダートレッドのセンター位置のずれ方向およびずれ量を特定する手段と、ずれ方向およびずれ量に基づいて一対のナイフを移動させてアンダートレッドを所定幅に切断する手段と、トレッドにアンダートレッドを、それぞれのセンター位置を合致させた状態で貼り付ける手段とを備えているアンダートレッド貼付装置。
(もっと読む)
空気入りタイヤの製造方法
【課題】ドラムの周上の接合部での厚さの均一性を高め、エアーの残留を防止しインナーライナーおよびカーカスプライの接合部の剥離も有効に軽減した空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50mm〜500mmずらして貼り合わせて積層体1を製造するアッセンブル工程と、積層体1を、ドラム幅に対応する一定長さに切断して、裁断シート4を製造する裁断工程と、裁断シート4を、その裁断面がドラム5の周方向となり、かつインナーライナー2が内面側となるようにドラム全周に巻きつけて、インナーライナー2の端部と、未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は、スチレン−イソブチレン−スチレントリブロック共重合体を含む第1層と、熱可塑性エラストマーよりなる第2層の積層体で形成される。
(もっと読む)
ステッチング装置およびそれの使用方法
【課題】装置の大型化をなしに複数の部材相互を確実に密着させるステッチング装置と使用方法を提供する。
【解決手段】圧着対象物の表面に対し揺動変位可能に取り付けられ、圧着対象物の表面を自身の回転下で押圧するステッチングローラ2と、二本のトグルレバーの相互をヒンジ連結してなる屈曲変形可能なトグル継手5,6の二組を組合せ、ステッチングローラ2を揺動変位させるトグル機構3と、トグル機構に駆動力を付与する進退駆動手段4とを具え、一端側をステッチングローラに連結するとともに、他端側を取付けベース1に枢支した被動側トグル継手と、一端側を該被動側トグル継手の屈曲箇所B1にヒンジ連結するとともに、他端側を取付けベースに枢支されて、前記進退駆動手段により屈曲変形される駆動側トグル継手とで構成し、トグル継手のそれぞれを、一方のトグル継手が屈曲変形するに伴って、他方のトグル継手が直線状に変形する配置姿勢としてなる。
(もっと読む)
空気入りタイヤ及びその製造方法
【課題】タイヤサイズに合わせてインナーライナーの円周をコントロールすることが容易であり、しかもインナーライナーの接合部における強度を高めてタイヤ成形性を確保し、かつインナーライナーとしての気密性を向上する。
【解決手段】熱可塑性の耐空気透過性フィルム10の両端11,12を重ね合わせ、重ね合わせ部を超音波ウェルダー法で溶着することにより円筒状の耐空気透過性フィルムを作製する。その際、耐空気透過性フィルムの接合部13内に、超音波ウェルダー法により溶着されていない非溶着部14を設け、かつ該非溶着部14が接合部13を周方向Cの一端13Aから他端13Bまで貫通しない非貫通状に設けられるように、超音波ウェルダー法による溶着を行う。得られた円筒状の耐空気透過性フィルム10をインナーライナー8として用いて空気入りタイヤを加硫成形する。
(もっと読む)
ストリップおよび空気入りタイヤの製造方法
【課題】空気入りタイヤのインナーライナーとカーカスプライの接着性を改善し、走行時の繰り返し屈曲変形にともなう亀裂成長を軽減する。
【解決手段】円筒ドラム上で螺旋状に巻回したタイヤ用インナーライナーを形成するための熱可塑性エラストマー組成物のストリップであって、タイヤ内側の第1層と、カーカスに隣接配置される第2層で構成され、少なくともいずれかはイソブチレン主体の重合体ブロックと芳香族ビニル系化合物主体の重合体ブロックとからなるイソブチレン系ブロック共重合体であって、少なくとも一つのブロックがβ−ピネンを含むランダム共重合体であるイソブチレン系変性共重合体を含むエラストマー組成物であり、ストリップは本体とその両側に耳部を有し、ストリップ本体の厚さは0.05mm〜1.0mmであり、耳部の厚さはストリップ本体の厚さより薄く、耳部の幅は0.5mm〜5.0mmであるインナーライナー形成用のストリップ。
(もっと読む)
空気入りタイヤの製造方法
【課題】インナーライナーとカーカスプライなどの接合部での厚さの均一性を高め、エアーの残留を防止する空気入りタイヤの製造方法を提供する。
【解決手段】インナーライナー2の幅方向端部と未加硫ゴムシート3の幅方向端部を幅方向に相互に50〜500mmずらして貼り合わるアッセンブル工程と、積層体1を、ドラム幅に対応する一定長さに切断する裁断工程と、裁断シートを、その裁断面がドラムの周方向となり、かつインナーライナーが内面側となるようにドラム全周に巻きつけて、インナーライナーの端部と未加硫ゴムシート3の端部の位置を一定距離ずらして接合する接合工程を有し、インナーライナー2は有機化処理粘土鉱物0.1〜50質量%を含む熱可塑性エラストマー組成物であり、厚さが0.05〜0.6mmである第1層と、未加硫ゴムシート側に配置され熱可塑性エラストマー組成物よりなる厚さが0.01〜0.3mmである第2層の積層体である。
(もっと読む)
空気入りタイヤの製造方法、及び空気入りタイヤ
【課題】軽量としながらも、耐カット性及び操縦安定性を向上させる。
【解決手段】中子工法において、第1の短冊プライ片をタイヤ周方向に順次貼り付けて第1のカーカスプライ部を形成する第1ステップと、第2の短冊プライ片をタイヤ周方向に順次貼り付けて第2のカーカスプライ部を形成する第2ステップとからなるカーカス形成工程を含む。少なくともタイヤ上半分領域においては、周方向で隣り合う第1の短冊プライ片間、及び前記第2の短冊プライ片間に、第1、第2の間隙部が形成される。第2の短冊プライ片は、第1の間隙部を跨りその周方向側縁部が前記第1の短冊プライ片の周方向側縁部と重なり部を形成する。
(もっと読む)
タイヤ構成部材の接合装置及び製造方法
【課題】タイヤ構成部材の端部同士の接合後に、端部の表面に生じる凹凸を低減する。
【解決手段】接合装置1は、タイヤ構成部材Sの端部同士を接合する。一対の接合部材10は、タイヤ構成部材Sの端部上を転動して、互いに噛み合う歯間でタイヤ構成部材Sの端部同士を噛み込んで接合する。第1の押付手段30は、一対の接合部材10をタイヤ構成部材Sの端部に押し付ける。磨り潰しローラ20は、接合後のタイヤ構成部材Sの端部上を転動して端部の表面を磨り潰す。第2の押付手段40は、磨り潰しローラ20を接合後のタイヤ構成部材Sの端部に押し付ける。
(もっと読む)
1 - 20 / 597
[ Back to top ]