
Fターム[4F213AD08]の内容
プラスチック等のその他の成形、複合成形 (21,890) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (746) | 形状、構造 (542) | シート状 (45)
Fターム[4F213AD08]の下位に属するFターム
ラベル、絵付け材 (5)
転写シート (2)
塗膜(←ゲルコート材) (1)
Fターム[4F213AD08]に分類される特許
1 - 20 / 37
複合成形体の製造方法
【課題】ガラス繊維間に多数の気孔を存在させ軽量性と吸音性、強度を確保できる複合成形体の製造方法を提供。
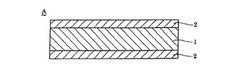
【解決手段】無機繊維と耐熱有機繊維からなる繊維マット(I)1の少なくとも一方の表面に、合成樹脂フィルム(II)2を積層し、一対の搬送ベルトで搬送し、所定の温度に加熱して、繊維マットと合成樹脂フィルム(II)を圧接し、繊維マット内の結着樹脂繊維cを溶融しつつ、合成樹脂フィルムの結着樹脂dの少なくとも一部を、繊維マットの内部に含浸させた後冷却して、繊維マット内部の無機繊維と耐熱性有機繊維を結着させるとともに、合成樹脂フィルムの一部を繊維マットに含浸結着させた複合シートを得る第1工程と、複合シートを常圧下又は減圧下で、前記温度Tで加熱して、バックリング現象を生じさた後、冷却金型にて賦型加圧成形する第2工程を有する複合成形体の製造方法。
(もっと読む)
空気入りタイヤ修理用ゴム組成物および修理方法
【課題】簡便かつ迅速に空気入りタイヤの内面の修理すべき箇所を修理することのできるゴム組成物および修理方法の提供。
【解決手段】空気入りタイヤのタイヤ内面の修理すべき箇所に適用される空気入りタイヤ修理用ゴム組成物であって、ゴム成分、式(1)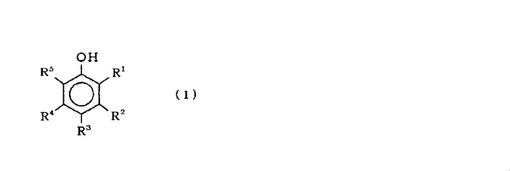
(式中、R1、R2、R3、R4およびR5は、水素、ヒドロキシル基または炭素原子数が1〜8個のアルキル基である。)で表される化合物とホルムアルデヒドとの縮合物、メチレンドナーおよび加硫剤を含むことを特徴とする空気入りタイヤ修理用ゴム組成物。
(もっと読む)
傾斜機能性複合材料の製造方法

【課題】製品構成の自由度が図れ、目的とする寸法形状や必要な強度を得ることが可能な傾斜機能性複合材料の製造方法を提供する。
【解決手段】円柱の半径方向の外側に材料11を、内側に材料12を、その間に傾斜機能材料13を、それぞれ同心円状に配置した傾斜機能性複合材料10の製造方法であり、傾斜機能材料13を、材料12の粉末に材料11の粉末を傾斜配合した積層体とし、しかもこの積層体を、材料11の粉末の配合割合ごとに圧縮成形した径の異なる円筒状圧粉体で構成し、材料11、積層体、及び材料12を、融点の高い側から低い側へかけて、順次、加圧加熱処理をすることで材料11、積層体、材料12、及びそれらの界面も結合する。
(もっと読む)
インナーリブを備えた樹脂積層板の製造方法
【課題】インナーリブを備えた樹脂積層板の提供。
【解決手段】スライドコア300を設けた一対の金型の間に、熱可塑性樹脂製シートP1、P2を位置決めする段階と、熱可塑性樹脂製シートP1と一方の金型のキャビティとの間に密閉空間を形成する段階と、密閉空間を吸引しつつ、他方の金型に向かってスライドコア300を突出させることにより、熱可塑性樹脂製シートP1を賦形するとともに、シートの一部を他方の金型に向かってU字状に突き出す段階と、熱可塑性樹脂製シートを他方の熱可塑性樹脂製シートに溶着させる段階と、熱可塑性樹脂製シートの周縁同士を溶着して、2枚の熱可塑性樹脂製シートの内部に密閉部280を形成する段階と、スライドコア300を引っ込めることにより、U字状に突き出された熱可塑性樹脂製シートの内面同士を互いに対向させる段階と、対向内面同士を溶着させて、インナーリブを形成する段階とを有する樹脂積層板の製造方法。
(もっと読む)
高負荷伝動用Vベルト及びその製造方法
【課題】高負荷伝動用Vベルトのブロックの耐衝撃性を向上させる。
【解決手段】高負荷伝動用VベルトBは、複数のブロック10がベルト長さ方向に並ぶように配設されると共にそれぞれがエンドレスの張力帯20に係止され、複数のブロック10の両側面11がプーリ接触面に構成されている。複数のブロック10のそれぞれは、金属補強材13と、金属補強材13を被覆すると共にプーリ接触面を構成する両側面11を形成するように設けられマトリクス樹脂にカーボン短繊維が添加されたカーボン短繊維補強樹脂で形成された樹脂被覆層14と、を有する。樹脂被覆層14を形成するカーボン短繊維補強樹脂に含まれるカーボン短繊維は、複数のブロック10のそれぞれの両側面11において、上下方向に配向している。
(もっと読む)
光散乱シート及びその製造方法
【課題】高い光散乱性を有して輝度ムラやモアレの発生を有効に防止することができる。
【解決手段】互いに相分離可能なポリマー又はモノマーが少なくとも2種以上で構成された樹脂材料を溶媒に溶解した塗布液を透明支持体16に塗布して塗布層Wを形成する塗布工程と、該塗布層Wを乾燥してスピノーダル分解により塗布層に相分離凹凸構造を形成する乾燥工程と、を少なくとも備えた光散乱シートの製造方法において、乾燥工程では、透明支持体16に塗布された塗布層Wの相分離臨界濃度における乾燥速度が3.0g/m2・秒以上になるように高速乾燥する。
(もっと読む)
合成樹脂製中空材及び合成樹脂製中空材の製造方法
【課題】端部が外観を損ねることなく簡易に処理された合成樹脂製中空材及びそのような合成樹脂製中空材の製造方法を提供することを目的とする。
【解決手段】開口端部を有する複数の中空部(18)を含む本体部(10)と、開口端部を封止するように開口端部に熱溶着によって固定された合成樹脂製シート材(40、50)を有し、合成樹脂製シート材の融解温度が本体部の融解温度より高いことを特徴とする合成樹脂製中空材(1)及び、そのような合成樹脂製中空材の製造方法。
(もっと読む)
積層成形品の製造方法
【課題】ホットメルトを表皮側に設定して、表皮を加熱軟化処理した後、圧着金型で芯材と表皮とをプレス一体化する積層成形品の製造方法において、表皮の加熱工程時における表皮の熱的ダメージを抑え、かつ加熱時間を短縮化する。
【解決手段】表皮22にホットメルト22cをプレコート処理し、表皮22を加熱処理する際、熱電対46等の熱源を埋め込んだ加熱板44を表皮22のホットメルト22c面に接触加熱させることで、短時間で有効にホットメルト22cだけを加熱軟化させ、表皮22の加熱工程での熱的ダメージを最小限に抑え、かつ加熱時間を短縮化する。
(もっと読む)
エンドレスベルトの製造方法
【課題】 転写ベルト13の製造時に、ベルト本体の端部側に皺(歪み)が発生してしまうことを抑制する。
【解決手段】 ベルト本体13Aの端部から中央側にずれた位置にガイドベルト13Bを配置してベルト本体13Aとガイドベルト13Bとを接着した後、ベルト本体13Aのうちガイドベルト13Bより端部側の領域を切断除去する。これにより、ガイドベルト13Bが設けられた部位を挟んで両側に、接着層が形成されていない非接着部位が存在することとなる。したがって、接着剤が硬化して収縮する際に、接着層の両側に設けられた非接着部位により、接着層が他の部位に比べて大きく収縮してしまうことが抑制されるので、転写ベルト13の製造時に、ベルト本体13Aに大きな歪みが発生することを抑制できる。
(もっと読む)
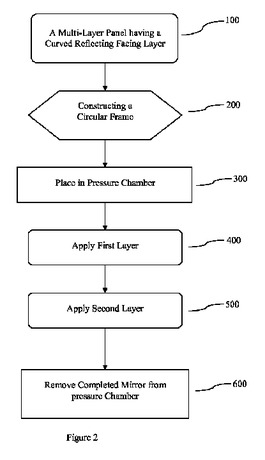
多層パネル及び当該パネルを製造する方法
湾曲した反射層や透過対向層からなる多層パネルを製造する方法であって、シンメンブレンの一側側の圧力を増加または減らしてシンメンブレンの厚み方向に圧力差を生じさせて、シンメンブレンを所望の形状に変形させる工程と、シンメンブレンを圧力の増減により所望の形状に維持しつつ、第1の材料層をシンメンブレンの外面に取り付ける工程と、第1の材料層を所定時間に亘り硬化させる工程とを有する方法。
 (もっと読む)
(もっと読む)
熱可塑性樹脂発泡成形品の製造方法
【課題】外観に優れた熱可塑性樹脂発泡成形品の製造方法を提供する。
【解決手段】部分的に熱可塑性樹脂製の機能性部材が融着されてなる熱可塑性樹脂発泡成形品の製造方法において、以下の工程を含む。
(1)原料熱可塑性樹脂発泡シートを加熱して軟化させる工程。
(2)熱可塑性樹脂発泡シートを賦形するための成形部を有し、該成形部に前記機能性部材の形状に対応する凹部を有する雌雄一対の金型間に、工程(1)で軟化させた熱可塑性樹脂発泡シートを供給する工程。
(3)金型クリアランスが所定形状厚みになるように型締めしたのち、または所定形状厚みになると同時に、
(4)前記凹部に通ずるように金型内に設けられた樹脂通路を通じて溶融状態の熱可塑性樹脂をインラインスクリュー式樹脂供給機のスクリューを前進させずに回転させることにより該凹部に供給する工程。
(5)工程(4)で成形された熱可塑性樹脂発泡成形品を冷却して、金型から取り出す工程。
(もっと読む)
シームレスベルトの製造装置、製造方法およびシームレスベルト
【課題】従来の芯体を用いてシームレスベルトを製造する装置では、芯体に塗布した塗布液の表面にスパイラル形状が付くという問題があった。かかるシームレスベルトを定着ベルトとして使用した場合、スパイラル模様に起因した筋が画像に表れるという問題があった。
【解決手段】少なくとも2段階に温度の切り換えができる加熱手段と、加熱手段により生成された熱風を送る送風手段と、熱風を一端から内部に入れて他端から排出して、軸を中心として回転し、かつ内部まで貫通する複数の穴が外周面にあけられたパイプ状コアと、パイプ状コアにセットされたベルト基材に材料をかけ流す塗布ノズルと、材料の厚さを調節するブレードと、厚さが調節された材料の表面に接触する補助ブレードと、ブレード、補助ブレードおよび塗布ノズルを、パイプ状コアの軸方向に沿って移動させる移動手段とをシームレスベルトの製造装置に設けた。
(もっと読む)
管継手の製造方法、管継手の製造装置
【課題】 生産性が良好であり、安定した品質を得ることができ、また、管継手に貼り付ける止水性シートの厚みが変更となった場合や、当該シートを管体に押圧する押圧力を変えたい場合にも容易に対応が可能な、管継手の製造方法および管継手の製造装置を提供する。
【解決手段】 管継手製造装置10は、芯金スライド用シリンダ29を動作し、予め内周面に水膨張シートが設けられた螺旋溝付管3内へ、芯金21を挿入する。次に、管継手製造装置10は、芯金拡径用シリンダ23を動作し、芯金21を螺旋溝付管3の内周面に水膨張シートを押圧し、その状態で螺旋溝付管3が回転される。螺旋溝付管3の回転に応じて、芯金21は螺旋溝付管3内周面全周に渡り水膨張シートを押圧する。
(もっと読む)
波形シートの製造方法及び製造装置、発熱体の製造方法並びに発熱体
【課題】 シート部材を安定した状態で搬送してシート部材の通気性や伸張や破断を防止しつつ、シート部材を皺を寄らせず、正確な波形であるプリーツに容易に曲折することのできる製造装置、製造方法及び発熱体を提供する。
【解決手段】 シート部材を凹凸状の部材を使用して波形に形成する方法であって、前記シート部材の中央側から外側に向かって漸次波付けを行うことを特徴とする。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】自動車用内装部品並びにその製造方法であって、軽量化及びコストダウンを図るとともに、外周端末部の端末処理作業を簡素化する。
【解決手段】ドアトリム本体20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される補強機能を有する樹脂リブ22と、発泡樹脂基材21の表面に積層される加飾材23とから構成する。そして、発泡樹脂基材21と加飾材23を接着するためのホットメルトシート24を加飾材23側に予めラミネートしておき、成形上下型41,42の型締めにより、加熱軟化処理した発泡樹脂シートSを絞り成形して発泡樹脂基材21を所要形状に成形するとともに、加飾材23と一体化する。その後、ドアトリム本体20を脱型して、加飾材23の巻込みシロ26裏面側のホットメルトシート24Aを加熱溶融させて巻込みシロ26を発泡樹脂基材21の裏面側に巻込み処理することにより、端末処理作業を簡素化する。
(もっと読む)
レンズ組立体の製造方法およびこのような組立体を備えたカメラ
以下の段階、i)第一の、液体の、UV硬化性組成物(2)を、規則正しく間隔を空けた凹部(6)を備えた第一の金型(1)に導入することと、ii)UV照射により前記第一の組成物を硬化して、互いに隣り合って配置されたレンズを含む第一のレンズ素子を得ることであって、得られたレンズ素子の表面は凹部の表面のネガになっていることと、iii)第二の、液体の、UV硬化性組成物(5)を、段階ii)で硬化した第一の組成物に塗布することと、iv)第二の金型(4)を段階iii)で塗布した第二の組成物上に置くことであり、第二の金型は、第二の組成物で満たされるような様式で規則正しく間隔の空いた凹部(7)を備えることと、v)UV照射により第二の組成物を硬化して互いに隣り合って配置されたレンズを含む第二のレンズ素子を得ることであって、得られたレンズ素子の表面は凹部の表面のネガになっていることと、およびvi)おそらくは、第一および/または第二の金型を取り外すことと、を行うことを特徴とする、複製方法を用いたレンズ組立体の製造方法。  (もっと読む)
(もっと読む)
合成樹脂製継手用管とその製造方法
【課題】 大きな耐圧強度と優れた可撓性、湾曲性を有し、且つ他の配管との接続が確実且つ容易に行えると共に軽量にして取り扱い容易な合成樹脂製接続用管を提供する。
【解決手段】 軟質合成樹脂製管1の両端部外周面に、一定幅と一定厚みを有する半溶融状態の硬質合成樹脂製帯状材20を螺旋巻きすることにより継手が簡単且つ確実に行える外周面が平坦な筒状の硬質合成樹脂製継手部2、2を形成していると共に、これらの硬質合成樹脂製継手部2、2間における軟質合成樹脂製管1の外周面に上記硬質合成樹脂製帯状材20の幅方向の中央部をトンネル状に湾曲させてなる半溶融状態の湾曲帯状材20' を上記継手部2、2を形成した硬質合成樹脂製帯状材20と同一ピッチでもって螺旋巻きすることにより耐圧強度の大きい中空螺旋突条3を形成し、この中空螺旋突条3、3間に露出した軟質合成樹脂製管1によって優れた可撓性、湾曲性を発揮させる。
(もっと読む)
シートおよびその製造方法
【課題】2P法を用いるシートの製造において、生産性が良く気泡混入のないシートおよびその製造方法を提供することを目的とする。
【解決手段】2P法を用いるシートの製造工程のうち、同心円状の微細凹凸形状を有する成形型上に紫外線硬化型樹脂を塗布する塗布工程において、成形型上の一領域もしくは複数領域に、紫外線硬化型樹脂を注入し、前記領域の円周方向にスムージングを行い平面化し、その後成形型の全面について、前記樹脂を注入した後に、前記樹脂をスムージングしていない領域もしくは成形型上全面について、スムージングを行い平面化する工程による製造方法。
(もっと読む)
パレットの補修方法
【課題】補修部材の周囲からパレット内部へ雨水等の水が浸入するおそれのないパレットの補修方法を提供する。
【解決手段】熱可塑性樹脂で形成されたパレット1表面に生じた損傷部分2を、熱可塑性樹脂で形成された薄板状の補修部材3で覆い、前記補修部材3の周縁部に沿った複数箇所を超音波溶着装置によってパレット1の表面にスポット溶着する。この際、パレット1と補修部材3との間に形成されるスポット溶着部Wのそれぞれを、隣り合うスポット溶着部Wどうしが連続する間隔で形成する。スポット溶着部W全体が損傷部分2の周囲を隙間無く包囲することで、補修部材3の周囲からパレット1の損傷部分2へ、雨水やパレット洗浄時の水の浸入を防止することができる。
(もっと読む)
表皮付ポリプロピレン系樹脂発泡成形体
【課題】表皮材の肉厚が薄く軽量性、機械的物性、表皮材と発泡粒子成形体との融着性および発泡粒子同士の融着性に優れた表皮付ポリプロピレン系樹脂発泡粒子成形体。
【解決手段】表皮付ポリプロピレン系樹脂発泡粒子成形体ブロー成形により得られた中空成形体10内にポリプロピレン系樹脂発泡粒子成形体20が位置してなる表皮付ポリプロピレン系樹脂発泡成形体であって、該表皮を形成している樹脂が、熱流束示差走査熱量測定における80〜140℃の部分融解熱量が15J/g以上、かつ部分融解熱量と全融解熱量との比が0.2以上であるポリプロピレン系樹脂であり、該表皮の厚みが0.3〜3.5mm、該発泡粒子成形体の見かけ密度が0.015〜0.15g/cm3であり、表皮の厚みが0.5〜3.5mmで、発泡粒子成形体の密度が0.02〜0.1g/cm3であることを特徴とする。
(もっと読む)
1 - 20 / 37
[ Back to top ]