
Fターム[4F213WA38]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 樹脂成形方法 (3,468) | その他の特定の成形 (246) | 予備成形品を用いる成形 (45)
Fターム[4F213WA38]に分類される特許
1 - 20 / 45
樹脂製熱伝達ユニットの製造方法
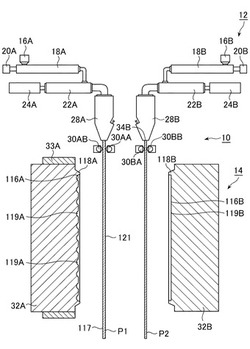
【課題】効率的な熱交換を維持しつつ、効率的な製造を可能とする樹脂製熱伝達ユニットの製造方法の提供。
【解決手段】放熱用あるいは受熱用流体の内部流路を有する平板状の樹脂製熱伝達ユニットの製造方法であって、互いのキャビティを対向させて配置され、型締め位置と開放位置との間で相対移動可能な一対の分割金型32A、32Bを準備する段階と、表面に内部流路の一部を形成すべき溶融状態の熱可塑性樹脂製シートP1と、伝熱板を構成する熱可塑性樹脂製シートP2とを互いに間隔を隔てて、開放位置の分割金型の間に配置する段階と、熱可塑性樹脂製シートP1と金型32Aとの間に密閉空間を形成して、該密閉空間から空気を減圧することにより、熱可塑性樹脂製シートを吸引して、内部流路と相補形状の第1凹溝を形成する段階と、前記一対の分割金型を型締め位置まで移動させて面溶着し、該第1凹溝を閉鎖することにより内部流路を形成する段階とを有する。
(もっと読む)
気孔体製造方法及び気孔体製造装置

【課題】所望の開気孔を有する気孔体を製造する。
【解決手段】所望の形状と同一形状の繊維を位置調整する位置調整手段12と、溶解した気孔体の材料を供給する供給手段13と、前記位置調整手段で位置調整された繊維を導入し、当該繊維に前記供給手段から供給された材料を被覆させて、気孔体の外形を形成する形成手段14と、前記形成手段で材料が被覆された繊維を消失し、気孔体とする消失手段16とを備える。
(もっと読む)
発泡補強部材が配設された中空構造物及びその製造方法
【課題】中空本体の内部に発泡接着剤を介して発泡補強部材が配設された中空構造物において、発泡接着剤の発泡倍率の高い部分によって中空構造物への補強部材の補強効果が低下する場合においても、中空構造物への補強部材の補強効果が低下することを抑制する。
【解決手段】中空本体17の内部に発泡接着剤15を介して発泡補強部材30が配設された中空構造物10において、発泡補強部材30は、複数の接着面部31、32、33、34と複数の接着面部31、32、33、34のうち少なくとも2つの接着面部を連結するリブ37とを備え、複数の接着面部31、32、33、34はそれぞれ発泡成形され、リブ37は、複数の接着面部31、32、33、34のうち少なくとも2つの接着面部における発泡接着剤15の発泡倍率が発泡接着剤15の他の部分より低い部分によって中空本体17と接着結合される部分どうしを連結するように設けられる。
(もっと読む)
フィルム積層体の製造方法、フィルム積層体及び衝撃吸収体
【課題】材料リサイクルが容易であり、衝撃吸収性に優れたフィルム積層体の提供。
【解決手段】結晶性高分子を2軸延伸して2軸延伸フィルムを作製する工程と、上記2軸延伸フィルムを多数枚積層し、上記結晶性高分子の結晶融解温度以下の温度で接合して板状体を作製する工程と、上記板状体を上記結晶性高分子の結晶融解温度以下の温度で2軸延伸しながら賦形し、所望形状のフィルム積層体を作製する工程とを備えたことを特徴とするフィルム積層体の製造方法。
(もっと読む)
インナーリブを備えた樹脂積層板の製造方法
【課題】インナーリブを備えた樹脂積層板の提供。
【解決手段】スライドコア300を設けた一対の金型の間に、熱可塑性樹脂製シートP1、P2を位置決めする段階と、熱可塑性樹脂製シートP1と一方の金型のキャビティとの間に密閉空間を形成する段階と、密閉空間を吸引しつつ、他方の金型に向かってスライドコア300を突出させることにより、熱可塑性樹脂製シートP1を賦形するとともに、シートの一部を他方の金型に向かってU字状に突き出す段階と、熱可塑性樹脂製シートを他方の熱可塑性樹脂製シートに溶着させる段階と、熱可塑性樹脂製シートの周縁同士を溶着して、2枚の熱可塑性樹脂製シートの内部に密閉部280を形成する段階と、スライドコア300を引っ込めることにより、U字状に突き出された熱可塑性樹脂製シートの内面同士を互いに対向させる段階と、対向内面同士を溶着させて、インナーリブを形成する段階とを有する樹脂積層板の製造方法。
(もっと読む)
タンク用のプラスチックライナーの製造方法
【課題】補強部材の貼り付け作業の効率化を図りつつプラスチックライナーの品質の向上を図る上で有利なタンク用のプラスチックライナーの製造方法を提供する。
【解決手段】可撓性を有する膜材によって袋状に形成され、内部に気体あるいは液体が充填されることにより膨らみ、少なくともドーム部28の内面およびこのドーム部28に接続する胴体部26の部分の内面に密着する外面を備えた袋体30を用意する。補強部材24をドーム部28の表面に貼り付ける前に、縮小された状態の袋体30を開口部20から内部空間Sに挿入する。補強部材24を内部空間Sに挿入した後、前記の空気供給源から管路32を介して袋体30の内部に気体としての空気を充填して袋体30を薄肉構造体22の内面に密着させる。袋体30を薄肉構造体22の内面に密着させた後、補強部材24をドーム部28の表面に貼り付ける。
(もっと読む)
パーカッション楽器を製造するための方法
【課題】ポリ塩化ビニルの材料で製造されることができるパーカッション楽器を提供する。
【解決手段】パーカッション楽器を製造する方法は、第1の直径を有する第1の部材12を液体中に入れる工程を有する。第1の部材12は、第1の端部と第2の端部とを有する。この方法は、また、液体38を加熱する工程と、第1の部材12の第1の端部を第2の直径に延伸する工程とを有している。延伸された第1の端部を冷却する工程と、第1の端部に皮膜を装着する工程とを有する。
(もっと読む)
中間転写ベルトの製造方法および中間転写ベルト
【課題】より低コストで製造可能なポリイミド樹脂を用いた中間転写ベルトの製造方法の提供。
【解決手段】ポリイミドフィルムからなる基材層を有する中間転写ベルトの製造方法において、該ポリイミドフィルム11を芯40に螺旋状に巻き付けて、基材層を形成する工程を含む。好ましくは、前記螺旋状に巻き付けたポリイミドフィルムの隣り合う側縁の突き合わせ幅21が1mm以下であり、ポリイミドフィルムの厚みが10〜50μmである。
(もっと読む)
積層光学部品の製造方法
【課題】成形素材による収縮及び製造上の誤差を最小限にして光学部品を高精度に積層化する。
【解決手段】第1の上型11及び下型12間に形成された第1のキャビティ13に第1の樹脂14を供給する工程と、第1の樹脂14を成形して第1の光学部品17を形成する工程と、第1の光学部品17から第1の下型12のみを離型する工程と、第2の上型21及び下型22の間に形成された第2のキャビティ23に第2の樹脂24を供給する工程と、第2の樹脂24を成形して第2の光学部品27を形成する工程と、第2の光学部品27から第2の上型22のみを離型する工程と、第1の光学部品17を保持する第1の上型11と、第2の光学部品27を保持する第2の下型22とを対向配置する工程と、第1の光学部品17と第2の光学部品27とを接合する工程とを有する。
(もっと読む)
樹脂容器の成形方法
【課題】自動車用の樹脂製燃料タンクなどの樹脂容器の成形方法において、異なる複数の機能を具備しつつ、複雑な金型構造を有することなく、確実に開口周縁部を接合可能な成形方法についての技術の提供を課題とする。
【解決手段】燃料透過防止機能を有する三層のフィルム材11と、該フィルム材11の表裏面に積層する溶融樹脂シート12・12と、を加圧ロール5によって圧着して積層し、積層シート10・10を成形する第一工程と、二組の成形金型20・20に積層シート10・10を配設して、積層シート10・10を所定形状の成形体23・23に加圧成形する第二工程と、凹型金型21・21同士を型合わせして成形体23・23同士を圧着結合する第三工程と、を備え、第二工程では、積層シート10・10の一面側の溶融樹脂シート12が凹型金型21・21側に配置され、他面側の溶融樹脂シート12が凸型金型22・22側に配置される。
(もっと読む)
組体用鍵槍型エレメントの成形治具および成形方法
【課題】未加硫ゴム紐を支持ピンにわたり張り込み架け渡すセット作業の簡易化、迅速化を図り、しかも、安定させた形状固定(クセ付け)を可能にした鍵槍型編組体用エレメントの成形治具および成形方法を提供する。
【解決手段】補強繊維芯材入りの未加硫ゴム紐bを、連続ジグザグ状に張り込み架け渡す各支持ピン2に、未加硫ゴム紐bを張り込み掛け渡し方向に誘導する紐架渡し案内部材3を回転可能にそれぞれ備えている。そして、紐架渡し案内部材3が、各支持ピン2の軸方向に多段状で回転可能に備えられて、未加硫ゴム紐bが、各支持ピン2の紐架渡し案内部材3にわたり連続ジグザグ状で、なおかつ、各支持ピン2の軸方向の多段状に取り付けられている各段の紐架渡し案内部材3にわたり折り返し多段状に張り込み架け渡されるように構成されている。
(もっと読む)
加飾成形体の製造方法及び加飾成形体
【課題】シート体の縁を外観上視認し難くし、見映えを良くする技術の提供。
【解決手段】シート体13に対し本体12における外形面12aの面縁と整合する折込線13cを形成するため、シート体13を本体12における外形面12aの面縁に合わせて容易に屈曲でき、シート体13の縁を本体12の外形面12aから本体12の内形面12c側に回すことができる。よって外観上はシート体13の縁を視認し難くすることができ、見映えを良い加飾成形体11を製造することができる。
(もっと読む)
偏光板の製造方法、偏光板、および液晶表示装置
【課題】製造コストが安く、視野角補償能が大きく、斜めから見たときの光漏れが改善された偏光板の製造方法および該製造方法で得られる偏光板を提供する。
【解決手段】偏光板保護フィルムAを製造する工程と、偏光子の一方の面に前記偏光板保護フィルムAを貼合する貼合工程とを含む偏光板の製造方法であって、前記偏光板保護フィルムAを製造する工程が、負の複屈折性樹脂を含む組成物の溶融物を挟圧装置挟圧装置を構成する第一挟圧面と第二挟圧面の間に通過させて帯状のフィルム状に成型する工程と、前記第一挟圧面の移動速度を前記第二挟圧面の移動速度よりも速くする工程とを有し、前記貼合工程が、前記偏光板保護フィルムAと帯状の前記偏光子とを各帯状のフィルムの長手方向どうしを一致させて重ね合わせて、貼り合せる工程を有することを特徴とする偏光板の製造方法。
(もっと読む)
耐熱性樹脂ベルト、及び、その製造方法、定着装置、並びに、画像形成装置
【課題】ポリイミド樹脂シートの両端部を接着してなる無端状ベルト基材の接合部分周囲に、貼り合わせ部の段差解消のために接着剤のはみ出しを生じさせた場合であっても、無端状ベルト基材とその外側に形成された層との間に永続的で、かつ、強固な密着力が得られる耐熱性樹脂ベルトを提供する。
【解決手段】耐熱性樹脂シートを接着剤で円筒状に接着して構成されてなる円筒状基体の外側に、弾性層、及び、離型層が、この順に積層されてなる耐熱性樹脂ベルトにおいて、前記円筒状基体の外表面の耐熱性樹脂シートを構成する樹脂と前記接着剤を構成するポリマーとに、モノマーをグラフト重合によって形成された密着性向上膜を有している耐熱性樹脂ベルト。
(もっと読む)
Vリブドベルト及びその製造方法
【課題】優れた異音抑制効果が長期に亘って持続するVリブドベルト、及びその製造方法を提供する。
【解決手段】VリブドベルトBは、複数のVリブ14のそれぞれがゴム組成物で形成されたVリブ本体15表面に接着剤層16を介して短繊維17がVリブ14表面から突出するように貼設されて構成されており、接着剤層16は、Vリブ14のリブ先端部の厚さが10〜50μmであると共にリブ側面部の厚さが50〜200μmであり、且つ前者の方が後者よりも薄いことを特徴とする。VリブドベルトBの製造方法は、Vリブ本体15表面を覆うように第1接着剤層16aを形成した後、リブ先端部に対応する部分の第1接着剤層16aを除去してその上に第2接着剤層16bを形成することにより、接着剤層16を構成する。
(もっと読む)
車両用電波透過カバー、及び車両用電波透過カバーの製造方法
【課題】第一の意匠と第二の意匠とを高精度に位置合せする
【解決手段】フィルム250に第二の意匠となる凹凸形状304を賦形する際に、第一の意匠との位置合わせを考慮する必要がない。また、第一の意匠の黒色樹脂層350と第二の意匠の凹凸形状304との位置精度は、成形精度による。よって、黒色樹脂層(第一の意匠)350と凹凸形状(第二の意匠)304とが容易に高精度に位置合わせされる。
(もっと読む)
ゴムクローラの製造方法
【課題】作業性が改善され、品質の高いゴムクローラを製造できる方法を提案する。
【解決手段】下型Uと、この下型Uに合わさる上型との相互間にてモールドキャビティを形成し、このモールドキャビティ内に、インナーゴム、芯金4、補強部材5及びアウターゴムシートをそれぞれ配置、成型したのち型締めし、次いで、加圧、加硫、脱型することによりゴムクローラを製造するに当たり、前記芯金4をモールドキャビティ内に配置するに先立ち、該芯金4の外表面(駆動突起を有する転輪側の表面)に、インナーゴムに相当するゴム被覆層gを予備成型しておく。
(もっと読む)
ベルトの製造方法、ベルト搬送装置および画像形成装置
【課題】パターン列が形成された搬送ベルトの製造に要する時間と手間を軽減できる製造方法を提供する。
【解決手段】載置された記録紙Sを搬送するための搬送ベルト15の製造方法は、位置に関する情報を示すパターン32,34が連続したパターン列30を、一の方向に沿って板状のベルト基材20に形成する形成工程と、前記一の方向と交差し、それぞれが対向する前記ベルト基材20の対向する一方の端部と他方の端部を接合する接合工程と、を備え、前記形成工程は、前記接合工程よりも前に実行する。
(もっと読む)
画像形成装置に用いられる多層弾性ベルト
【課題】本発明は、どのような硬さの表面層材料を用いても中間層として設けたゴムの弾性を損なわず、且つベルト表面の摩擦係数を上げない利点を有する多層弾性ベルトを提供する。
【解決手段】表面側から順に、離型性材料を含む表面層、弾性ゴム材料を含む弾性層、及び高強度樹脂材料を含む基材層の少なくとも三層から成る電子写真装置用多層弾性ベルトであって、該表面層が、凹凸面を持った金型面から転写された凹凸面を有していることを特徴とする電子写真装置用多層弾性ベルト、並びにその製造方法に関する。
(もっと読む)
中空成形品および中空成形品の製造方法
【課題】他の部品との組立てが容易な中空成形品およびその製造方法を提供する。
【解決手段】中空成形品14は、繊維強化プラスチックからなる少なくとも2つの構成片20、30の一部を互いにオーバーラップさせて接合することによって中空断面を形成してなる。構成片のそれぞれは、他の構成片をオーバーラップさせる平坦な接合面23、24、25、26、33、34、35、36を有し、構成片のそれぞれの両面のうち少なくとも中空断面の外形形状を形成する側の一の面、および接合面が、型40により成形されていることを特徴とする。
(もっと読む)
1 - 20 / 45
[ Back to top ]