
Fターム[4F213WA52]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 成形前に行われるもの (202)
Fターム[4F213WA52]に分類される特許
161 - 180 / 202
伝動ベルトの製造方法
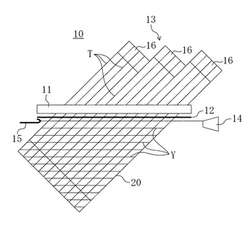
【課題】 袋織布の開袋工程が不要であると共に経糸及び緯糸の交差角を直角から非直角にする加工が不要である新規な伝動ベルトの製造方法を提供する。
【解決手段】 伝動ベルトの製造方法は、斜め織り織機で織られた経糸及び緯糸が非直交の所定角度に交差した斜め織布を準備するステップと、その斜め織布から、製造対象の伝動ベルトのベルト長さ方向に対して経糸及び緯糸のそれぞれの延びる方向が所定の角度をなすように、ベルト成形用織布を切り出すステップと、そのベルト成形用織布を用いて、それにより少なくとも一部が被覆された伝動ベルトを成形するステップと、を備える。
(もっと読む)
ベルト用心線供給装置

【課題】 複数本の心線を互いに平行となるように埋設したベルトを成形するために、当該ベルトの成形金型に対し前記心線を所定の張力を付与しながら繰り出す心線供給装置において、心線の張力のバラツキを効果的に抑制できる簡素な構成を提供する。
【解決手段】 この心線供給装置60は、回転自在に支持されるとともに前記心線3を平行巻きに巻回したロール41に対し、スラスト方向の圧接力Fによって摩擦制動する摩擦制動手段を備える。具体的には、この摩擦制動手段は、互いに対向する制動面47・48をそれぞれ形成した一対のスラストリング45・46と、前記スラストリング45・46の一方を他方に向けて付勢するバネ51と、を含む。また、前記バネ51の弾性力を調整するスリーブ部材49からなる制動力調整手段を更に備える。
(もっと読む)
向上した特性を有する多層プラスチック耐食コーティング
本発明はコーティング及び外面コーティング処理方法に関する。特に、本発明は、水に曝された状況下で架橋性ポリマを用いてパイプラインの外面をコーティングする処理方法に関する。 (もっと読む)
プラスチックレンズの成形方法およびプラスチックレンズ
【課題】 高度な表面精度を有する、高開口数(例えばNAが0.8以上好ましくは0.85以上)の小型プラスチックレンズを提供することを目的とする。
【解決手段】
レンズ成形用金型20のキャビティに溶融した合成樹脂材料を充填し、前記合成樹脂材料を冷却硬化することによってレンズ形状を有する一次成形物10を射出成形する工程と、上型及び下型を備えるプレス成形型30に前記一次成形物10をセットし、一次成形物のレンズ面11に下型のレンズ転写面32Aを転写する工程とによって、高精度な転写性のレンズ面1を有するプラスチックレンズ3を成形する。
(もっと読む)
マイクロレンズ基板の製造方法、マイクロレンズ基板、液晶パネル用対向基板、液晶パネルおよび投射型表示装置
【課題】品質の安定したマイクロレンズ基板を容易に製造することが可能なマイクロレンズ基板の製造方法、マイクロレンズ基板、液晶パネル用対向基板、液晶パネルおよび投射型表示装置を提供すること。
【解決手段】本発明のマイクロレンズ基板の製造方法は、複数のマイクロレンズを有するマイクロレンズ基板の製造方法であって、表面に前記マイクロレンズの形状に対応した形状の複数個の凹部を有する凹部付き基板と、主として樹脂材料で構成された基材とを、加熱した状態で圧接する圧接工程を有し、前記圧接工程において、前記凹部内に前記樹脂材料を充填しつつ、前記凹部付き基板と前記基材とを接合することを特徴とする。前記凹部付き基板の屈折率と、前記樹脂材料の屈折率との差の絶対値が、0.01以上である。前記圧接は、減圧雰囲気下にて行う。
(もっと読む)
表皮付きシートパッドおよび表皮付きシートパッドの製造方法およびパッド成形型
【課題】通気性を備える表皮をパッドの成形と同時に一体化するシートパッド製造方法を提供する。
【解決手段】本願の表皮付きシートパッド製造方法は、シートパッドの成形型に流動性を有する表皮材料を供給して、当該表皮材料を通気孔を有し成形型面に沿う膜状に硬化する表皮形成工程と、表皮形成工程後に前記成形型に流動性を有するパッド材料を投入して、このパッド材料を発泡および硬化させてパッドを成形するパッド成形工程とを備える。
表皮材料をシートパッドの成形型に供給して硬化させることで、成形型の型面に沿う形状で、しかもシートパッドの成形型に密着した膜状の表皮を成形することができる。このときに、表皮材料に通気孔を成形しておくことにより、表皮成形後の成形型に、パッド材料を投入して発泡および硬化させてパッドを成形することで、通気孔を備える表皮が密着状態で一体化したシートパッドを製造することができる。
(もっと読む)
マイクロレンズの製造方法、マイクロレンズ、及び光学膜、プロジェクション用スクリーン、プロジェクターシステム、電気光学装置、電子機器
【課題】 より製造方法が簡単なマイクロレンズの製造方法、光学特性の良好なマイクロレンズ、及び光学膜、プロジェクション用スクリーン、プロジェクターシステム、電気光学装置、電子機器を提供する。
【解決手段】 マイクロレンズの製造方法は、基体P上に第1液滴としてのエッチング液X1を配置して、基体Pをエッチング液X1でエッチングさせて凹部29を形成し、凹部29に第2液滴としてのレンズ材料からなる機能液X2を配置して、凹部29に配置された機能液X2を硬化させてマイクロレンズ30を形成する工程と、を備えている。
(もっと読む)
摩擦伝動ベルト及びその製造方法
【課題】 摩擦伝動ベルトのくり返し屈曲やエンジン周りの加熱条件での走行に対する動的接着性、耐熱接着性等の接着特性に優れるとともに、耐熱性、耐摩耗性、異音防止性等の所望の性能にも優れた摩擦伝動ベルトを提供する。
【解決手段】 ベルト長手方向に沿って心線2が埋設された接着ゴム層3と、圧縮ゴム層5とを積層してなる摩擦伝動ベルトであって、接着ゴム層3及び圧縮ゴム層5は、共にエチレン−α−オレフィン−ジエンゴム配合物を用いて形成されるものであり、心線2は、カルボキシル化ビニルピリジンラテックスを含むレゾルシン−ホルマリン−ラテックス接着剤組成物を用いて接着処理を施したものである摩擦伝動ベルト。
(もっと読む)
車輌用灯具の製造方法及び車輌用灯具
【課題】 ヒーターを備えた車輌用灯具を容易に製造する。
【解決手段】 樹脂プレート7の少なくとも一部がレンズ3の出射面部3aの少なくとも一部となるように樹脂プレートを所定の形状に形成する形状形成工程と、金属線6が熱布線された樹脂プレートを成形用金型内200におけるレンズの少なくとも出射面部が形成される位置にインサートするインサート工程と、成形用金型内に溶融樹脂を射出してレンズを射出成形する成形工程とを設けた。
(もっと読む)
プラスチックレンズの製造方法
【課題】 色調を精度良く制御できるプラスチックレンズの製造方法を提供する。
【解決手段】 レンズを成形するためのモールド型50のレンズ成形面51の側に所望の機能を付与する機能膜32〜34を形成するための組成物を付着させる機能膜付着工程と、これらの機能膜付着工程の後または間に、染料(昇華性染料)40を付着させる染料付着工程と、モールド型50を合わせてレンズ基材35を形成する組成物を注入し、熱硬化する重合工程とを有するレンズの製造方法を提供する。染料40をモールド型の中に塗布でき、それらが全て発色に用いられるので、色調を精度良く制御できる。したがって、左右2枚のレンズの色調や濃度を合わせ込みができ、さらに難染色性のレンズ素材に対しても着色できる。
(もっと読む)
ゴム被覆コードの製造方法及びピッチ可変治具
【課題】扇状に補強コードを予め作成する等の準備工程を不要としながら、テーパ筒状ゴム等の巻付対象の大きさが大きいとかテーパ角度が比較的大きいものであっても、大径側と小径側との巻き付け角度差が発生せずにゴム被覆コードが巻回できるようにすべく、改善されたゴム被覆コードの製造方法を提供する。
【解決手段】芯材供給部aから送り出される並列配置状態で複数の芯材2を、ゴム供給部cから供給されるゴム16で被覆して広幅ベルト状の未加硫コード体17を作成する被覆工程を有するゴム被覆コードの製造方法において、前記芯材供給部aから送り出される複数の芯材2の配列ピッチPを、芯材2の送り出し量に従属させて変化させながらゴム16で被覆させる。
(もっと読む)
帯状部材貼付ベルト製造装置および帯状部材貼付ベルト製造方法
【課題】 帯状部材が貼り付けられた無端状ベルトの生産性を高めること。
【解決手段】 張架された無端状ベルトを回転させるベルト駆動装置(D1)と、前記無端状ベルト(B)の内周面に帯状部材(16)を貼り付ける帯状部材貼り付け装置(D2)と、前記帯状部材貼り付け装置(D2)のベルト回転方向(Y1)下流側に配置され且つ前記無端状ベルト(B)の内周部に配置され、前記無端状ベルト(B)の内周面に貼り付けられた前記帯状部材(16)の貼り付け位置を計測する貼付位置計測装置(D3)とを備えた帯状部材貼付ベルト製造装置(D)。
(もっと読む)
突起付きベルト及びその製造方法
【課題】突起体を支持突部に強固に固設した突起付きベルト及びその製造方法を提供する。
【解決手段】ベルト2の背面に突設した支持突部1に、支持突部1の両面を突起体4の基部の一対の接合部で挟んだ状態で、突起体4をベルトの背面に起立させて設けた突起付きベルトであって、支持突部1に設けた貫通孔6に充填される貫通連結部7で一対の接合部5を連結すると共に、該支持突部1の上面又は側面の少なくとも一部、又は上面及び側面の少なくとも一部には溝が設けられており、該溝を充填することで、突起体の回動防止部とした突起付きベルトである。
(もっと読む)
動力伝動ベルト及び動力伝動ベルトの製造方法
【課題】心線との接着性、並びに注水時の伝達性に優れた動力伝動用ベルトを提供する。
【解決手段】Vリブドベルト10は、カバー帆布15からなる伸張部12と、心線13を埋設した接着部14、その下側に弾性体層である圧縮部16からなっている。前記接着部及び圧縮部は、エチレン・α−オレフィンエラストマーとオキサゾリン基を含有する(共)重合体とを重量割合で99/1〜50/50含有するポリマー成分100重量部に対して、架橋剤として有機過酸化物が1〜8重量部、共架橋剤としてN,N’−m−フェニレンジマレイミドが0.5〜10重量部配合されたゴム組成物で構成される。具体的には、オキサゾリン基を含有する(共)重合体としてポリスチレン骨格を有する共重合体が挙げられる。
(もっと読む)
自動車用内装部品の製造方法
【課題】自動車用内装部品の製造方法であって、軽量化及びコストダウンを図るとともに、端末処理工程を簡素化する。
【解決手段】内装部品(ドアトリム)10は、積層構造体(ドアトリムアッパー)20と樹脂単体品(ドアトリムロア)30とから構成する。ドアトリムアッパー20は、発泡樹脂基材21と樹脂リブ22とからなる。従って、重量の嵩む樹脂芯材を廃止することで軽量化並びにコストダウンを図る。更に、ドアトリムアッパー20の外周端末部は、加熱治具70により発泡樹脂基材21を加熱軟化処理すると同時に、その後、巻込み駒81により巻込みシロ24を起立させるとともに、加熱治具70として屈折構造、巻込み駒81として回動機構を採用し、巻込みシロ24を加熱しながら巻込み処理するとともに、ヒーター77を巻込みシロ24から垂直方向に離脱させることで、溶融面の凹凸を解消し、円滑で迅速な巻込み処理操作を行なう。
(もっと読む)
耐震工事用ベルト状補強材
【課題】 製造条件等を厳密に選択しなくても、優れた耐震補強効果を奏する物性値が安定して得られる耐震工事用ベルト状補強材を提供する。
【解決手段】 主としてポリエステル繊維からなる耐震工事用ベルト状補強材であって、ベルト状補強材の長尺方向に配された繊維のうちに、ほぼ直線状に配された繊維を3〜15重量%含有し、1%歪時の有効ヤング率が4500N/mm2以上であり、破断強度が400N/mm2以上であり、かつ破断歪が10%以上であるものとする。
(もっと読む)
光学素子の製造方法
【課題】 型からの剥離が容易であり、かつ破損が発生する可能性が低く、又、均一な厚さの樹脂層を得ることができる光学素子の製造方法を提供する。
【解決手段】 まず、ガラス基板1と保護用ガラス基板2とを仮止め剤3で接着する(a)。一方、型4の上に、紫外線硬化型樹脂5を所定量載せる(b)。そして、その上から、保護用ガラス基板2で裏打ちされたガラス基板1で樹脂を押さえて押し広げ、ガラス基板1と型4の間を所定の間隔に保つ(c)。その後、紫外線を照射し、紫外線硬化型樹脂5を硬化させると共に、紫外線硬化型樹脂5をガラス基板1に密着させる(d)。続いて、剥離工具6を用いて、ガラス基板1、保護用ガラス基板2、仮止め剤3、紫外線硬化型樹脂5を型4から剥離する(f)。最後に、仮止め剤3を溶剤で溶解することにより、ガラス基板1と紫外線硬化型樹脂5を保護用ガラス基板2から分離して光学素子とする(g)。
(もっと読む)
ポリイミド樹脂製無端ベルト、その製造方法およびその再使用方法、ならびに、電子写真式画像形成装置
【課題】無端ベルトの高い強度を維持し、画像品質を向上させることができるポリイミド樹脂製無端ベルト、その製造方法、その再使用方法、電子写真式画像形成装置を提供する。
【解決手段】熱硬化性ポリイミド樹脂の無端ベルト基材上に、溶媒可溶性ポリイミド樹脂の表面層を有するポリイミド樹脂製無端ベルト。無端ベルト基材を金型外周に設置し、無端ベルト基材表面に、溶媒可溶性ポリイミド樹脂の塗液を塗布し、加熱により表面層を形成する工程を有するポリイミド樹脂製無端ベルトの製造方法。無端ベルト基材上に表面層を有する無端ベルトを円筒型金型外周に設置した後、当該ポリイミド樹脂製無端ベルトの表面層を洗浄等し、無端ベルト基材表面に溶媒可溶性ポリイミド樹脂を溶媒に溶解した塗液を塗布し、加熱により表面層を形成するポリイミド樹脂製無端ベルトの再使用方法。上記ポリイミド樹脂製無端ベルトを搭載した電子写真式画像形成装置。
(もっと読む)
伝動ベルトとその製造方法
【課題】心線の配列を良好に維持し、心線間のボイドの発生もなくして心線の動的な剥離を阻止し、耐久性に優れた、低コストの伝動ベルトとその製造方法を提供することを目的とする。
【解決手段】ベルト長手方向に沿ってコードからなる心線2を包囲するように接着ゴム層3を配し、この接着ゴム層3に密着してリブゴム層4を設け、ベルト背面5と腹面6には帆布を積層せずに各ゴム層3,4を露出させた伝動ベルト1である。接着ゴム層3が心線2の周りを完全に包囲するように存在することから、ゴム組成物の圧入時には心線3の乱れはなく、また心線3の圧縮変形も回避されてボイド発生もないために、安定したベルト走行が確保され、また心線と接着ゴムの界面でのベルト走行時の剥離もなくなる。また、構成部材も少なくなって低コストの伝動ベルトを提供できる。
(もっと読む)
粉末積層造形用粉末供給装置
【課題】粉末を造形エリアに直接散布する方式により、高精度にかつ高密度に粉末の薄層を形成できる粉末積層造形用粉末供給装置を提供する。
【解決手段】粉末24を造形エリアに散布する粉末散布ヘッド22に、粉末吐出口31を間にする粉末散布方向Fの前後に、ソレノイド34、35により昇降駆動される一対の均しブレード36、37を配設する。そして、粉末散布方向Fに対して後側となる均しブレード37を、前側となる均しブレード36よりも、形成すべき粉末の薄層39の一層分だけ上昇する高さに位置決めし、粉末散布方向に対して前側となる均しブレード36を前記造形エリアの粉末散布面Cに接触させながら移動させ、一対の均しブレード36と37との段差hに相当する間隙41を通じて粉末24を外部へ流出させ、粉末散布ヘッド22の移動跡に所定の厚さを有する粉末の薄層39を形成する。
(もっと読む)
161 - 180 / 202
[ Back to top ]