
Fターム[4F213WA52]の内容
プラスチック等のその他の成形、複合成形 (21,890) | その他の成形、複合成形の区分 (6,848) | 付属する加工、処理技術 (2,889) | 成形前に行われるもの (202)
Fターム[4F213WA52]に分類される特許
141 - 160 / 202
フィルムインサート成形品の製造方法
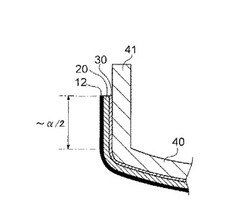
【課題】フィルムインサート成形において、フィルムの熱収縮量がばらついてもその側面でバラツキを吸収でき、シワ不良などの不具合の発生を抑制できる。
【解決手段】フィルム12の裏面に印刷を行い印刷インク層20を形成し、さらに前記印刷インク層20に重ねてバインダーを印刷してバインダー層30を形成し、外周曲げ量(α)を追加して型抜きされた前記フィルム12をプレス型により外周曲げと3次元形状づけを行うフォーミングを行い、最後に、射出成形金型のキャビ面にフォーミングされたフィルム12をセットし、セット後に溶融樹脂を型内に射出し、前記バインダー層30が溶解し接着剤となり、前記インク層20と成形樹脂層40とを接着し、製品の外周側面にフィルムの巻き込みを追加して成り、前記外周曲げ量αが、前記フォーミング工程におけるプレヒートの際のフィルムの熱収縮量のバラツキより大きくする。
(もっと読む)
過酸化物硬化を用いた三次元印刷材料系および方法

【課題】三次元印刷によって物品を形成することを可能にする材料系および方法を提供する。
【解決手段】この材料系は、アクリレート含有バインダーおよび微粒子材料、更にアクリレート含有バインダーと微粒子材料との反応を促進する遷移金属触媒を含んでいる。
(もっと読む)
中空体及び中空体の製造方法
【課題】
中空本体を構成する中空本体用シートと、逆止弁を構成する逆止弁用シートを1枚の成形シートで形成し、別の製造工程による逆止弁の製造工程を不要とした中空体を提供する。
【解決手段】
中空体1は、合成樹脂製の一対の成形シート11,21とからなる。成形シート11,21は、中空本体用シート13,23と、これの接続部14,24に接続された逆止弁用シート15,25とからなる。一対の逆止弁用シート15,25は、重ねられ、接続部14,24を除く周縁が気密に熱溶着されて逆止弁3を構成している。一対の中空本体用シート13,23は、接続部14,24を介して折り返され、逆止弁3を内側に挟み込むようにして重ねられ、接続部14,24を除く周縁が気密に熱溶着され、中空本体2を構成している。接続部14,24は、空気注入口38を構成する。
(もっと読む)
微細なシェルによるハニカム構造体の製造方法
【課題】
独立した微少凹部を密に設けた第1基板の上面にハニカム材を塗布して薄いハニカム材層を形成し上記凹部を密閉して密閉空間にする第1工程と、
上記密閉空間内のガスを膨張させて上記ハニカム材を延伸させることで薄くて細長い無数のシェル(中空体)を一定方向に形成する第2工程と、
上記ハニカム材を乾燥させる第3工程とからなる、微細シェルによるハニカム構造体の製造方法について、
アスペクト比が5以上の微細シェル(中空体)によるハニカム構造体を製造できるように、上記微細シェルの膨張延伸工程を工夫すること。
【解決手段】
上記第1工程と第2工程と第3工程とからなる微細なシェルによるハニカム構造体の製造方法について、上記凹部が形成された面を重力の作用方向に向けた状態で、ハニカム材による塗布層を形成するとともに上記密閉空間内のガスを膨張させてハニカム材を延伸させ、さらに、ハニカム材を乾燥させること。
(もっと読む)
プラスチック成形品の製造方法
【課題】簡単な工程で革調の表面質感を有するプラスチック成形品を得ることが可能なプラスチック成形品の製造方法を提供する。
【解決手段】プラスチック成形品の製造方法は、革材を粉砕して得られた微小片と熱可塑性樹脂とを混ぜ合わせて複合材料を生成する工程(S10〜S30)と、上記複合材料を用いて射出成形などにより成形品を形成する工程(S40)と、成形品の表面に形成されたスキン層の少なくとも一部を「物理的手段」としてのブラスト処理や表面研磨処理などにより除去して該成形品の内部の革繊維を露出させる工程(S50)とを備える。
(もっと読む)
定着ベルトの製造方法
【課題】ベルト基材と被覆層との間に高い接着強度が簡単に得られる定着ベルトの製造方法を提供する。
【解決手段】ベルト基材12の内側に横断面円形の芯体14を密着嵌合して、ベルト基材12と芯体14とを一体の被処理ワークとする工程と、芯体14を回転させることによりベルト基材12を回転させる工程と、芯体14をアース電極として、ベルト基材12に沿い、かつ所定間隔を隔てて配置された棒状電極16との間にコロナ放電を行ってベルト基材12の外表面を表面改質処理する工程と、ベルト基材12とその外周上に被覆される被覆層とを接着する工程とを備えた。
(もっと読む)
3次元フィルム付き車両構造体及び方法
車両構造体は、車両構造体に3次元的触感のあるパターンを付与するコーティングを備えることができる。更に、車両構造体を形成する方法は、車両構造体に3次元的触感のあるパターンを付与するフィルムを塗付することを備えることができる。前記車両構造体は、前記フィルムにより装飾用触感のある特徴が付与される車両のトリム片であってもよい。薄膜金属層を、物理蒸着などの金属化技術により基材の上に塗付し、その後、放射線硬化性配合物を付与しUV光などの放射線源により露光することができる。前記放射線硬化性配合物は、フィルム上の別々の異なる位置に離間してあり、人間の触覚で識別可能な程度に金属層から延設されたUVインクであってもよい。  (もっと読む)
(もっと読む)
低コストの中間転写部材の製造
本発明は、中間転写部材の製造方法である。この方法は、継ぎ目を形成するために基体材料の2つの端部を継ぎ合わせることによって、エンドレスベルトを形成することを含む。回転流延法を用いてエンドレスベルトの上側に平滑化層が適用され、前記中間転写部材は連続的な継ぎ目無し上面を有する。好ましい態様の場合、エンドレスベルトは、内側及び外側の継ぎ目を有するベルトを形成するために基体の少なくとも2つの層を接着することにより、形成される。 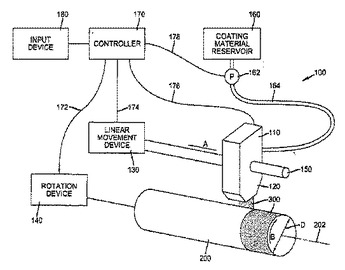 (もっと読む)
(もっと読む)
弾性ローラ、弾性ローラの製造方法、画像形成装置用定着装置及び画像形成装置
【課題】高品質の画像を形成することのできる弾性ローラ、均一な物性を有する弾性層を形成することのできる弾性ローラの製造方法、並びに、高品質の画像を形成することのできる画像形成装置用定着装置及び画像形成装置を提供すること。
【解決手段】軸体2と、軸体2の外周面に形成された弾性層3とを備え、前記弾性層3に形成されたセル4の最小セル径rminに対する最大セル径rmaxの割合(rmax/rmin)が1.5以下である弾性ローラ1、軸体2の外周面に配置されたゴム組成物を過熱水蒸気で加熱して、前記軸体2の外周面に弾性層3を形成する弾性ローラ1の製造方法、並びに、弾性ローラ1を備えた画像形成装置用定着装置及び画像形成装置。
(もっと読む)
樹脂補強ネットおよびその製造方法
【課題】拘束バンドを切断して拘束を解除した後も種別が一目で確認できる樹脂補強ネットの提供。
【解決手段】帯状の樹脂原反11に所定形状の孔12を所定のパターンで開口させ、次いで長手方向に延伸してなる樹脂補強ネットであって、種別を示すマーク5a、5bを表面に付してなることを特徴とする樹脂補強ネット、および帯状の樹脂原反11に所定形状の孔12を所定のパターンで穿孔するとともに種別を示すマーク5a、5bを付し、次いで樹脂原反を長手方向に沿って延伸することを特徴とする樹脂補強ネットの製造方法。
(もっと読む)
流路構成体およびその製造方法
【課題】樹脂成形部材同士の接合面に流路が形成された流路構成体およびその製造方法において、流路付近での非接着部分の発生を防止することにより、流路からの試料液の漏れを防止可能な構成を提供すること。
【解決手段】流路構成体1を製造する際、第1の樹脂成形部材2と第2の樹脂成形部材3とを接合すると、流路形成溝21が第2の樹脂成形部材3で塞がれて流路5が形成されるとともに、試験液注入用の貫通穴32が流路5に連通する。第1の樹脂成形部材2および第2の樹脂成形部材3では、エジェクトピン痕が窪み28、38として形成されているが、接合の際、窪み28、38の空気が脱気溝35から外部に逃げるので、気泡が残留しない。
(もっと読む)
三次元物体の製造装置およびその製造方法
製造対象の三次元物体の断面に相当する各層の位置において粉末状成形材料を層状に固化させることにより三次元物体を製造する装置を提供する。作業面(4)が設けられ、その作業面において、固化される粉末状成形材料の層が順次塗布されて部分的に固化される。作業面または先に固化された成形材料層の上に成形材料を塗布するための塗布装置(5)は、作業面(4)に相対する塗布面(53)を有する。塗布面(53)と作業面(4)との間の角度(α)を調節可能に構成された調節装置(59,60,54)が設けられる。 (もっと読む)
拡張抑制部材、シェーピング機、タイヤ用チューブ製造方法、タイヤ用チューブ及び空気入りタイヤ
【課題】セット作業の煩雑さを解消するとともに、ゲージが不均一になることがないグリーンチューブを成形することができる拡張抑制部材、この拡張抑制部材を備えるシェーピング機、このシェーピング機が用いられるタイヤ用チューブ製造方法、このタイヤ用チューブ製造方法により製造されているタイヤ用チューブ及びこのタイヤ用チューブを備えている空気入りタイヤを提供する。
【解決手段】本発明として、拡張抑制部材9は、グリーンチューブ7がシェーピング機1のシェーピングリング5にセットされて空気が注入されることによってシェーピングされる際、チューブ径方向外側に配置されており、かつチューブ径方向外側へのグリーンチューブ7の拡張を抑制することを要旨とする。
(もっと読む)
伝動ベルト
本発明は、エチレン/α−オレフィンエラストマーベースのエラストマーから成る歯部(tooth set)を有するリブ付伝動ベルトであって、少なくとも歯の側面(flank)が、分子量が50000g/mol〜200000g/molの範囲である、少なくとも30%の少なくとも1つの低密度ポリエチレンを含有する、少なくとも部分的に架橋されている熱可塑性樹脂フィルムで覆われることを特徴とする、リブ付伝動ベルトに関する。本発明はまた、架橋されていないか又は少なくとも部分的に架橋されている状態にある当該熱可塑性樹脂フィルムを塗布する製造方法に関する。 (もっと読む)
樹脂ベルトの製造方法および樹脂ベルト製造用ロール
【課題】樹脂と芯材とを圧着するロールにごく簡単な改良を行うことで突起を欠け等のない状態で成形することができるようにした樹脂ベルトの製造方法及び樹脂ベルト製造用ロールを提供する。
【解決手段】ベルト表面に樹脂からなる突起を形成した樹脂ベルトの製造方法において、芯材2の上に溶融状態の樹脂層3を積層しロール6、7間を通して芯材2と樹脂層3を圧着し、前記ロール6、7の少なくとも一方には突起5を形成するための凹部8が設けてなるとともに凹部8の底にはロールを貫通して外部へ開口する貫通孔11を有し、芯材2と樹脂層3との圧着と同時に前記凹部8へ貫通孔より空気を抜きつつ樹脂を圧入して突起5を形成してなる。
(もっと読む)
プラスチックレンズの製造方法
【課題】 レンズ1枚当たりの体積、重量が大きい場合であっても、脈理の発生が極めて少ないプラスチックレンズの製造方法を提供する。
【解決手段】 ポリイソシアネート化合物、ポリチオール化合物及びエピチオ化合物を含有するモノマー組成物の粘度を予め100〜1000mPa・s(15℃)の範囲に増粘し、次いで、該モノマー組成物を重合するプラスチックレンズの製造方法。
(もっと読む)
繊維強化樹脂製の管状部材およびその製造方法
【課題】軽量であり剛性が高い繊維強化樹脂製の管状部材を容易に得ることができ、成形性に優れた繊維強化樹脂製の管状部材および製造方法を提供することにある。
【解決手段】繊維強化樹脂製の管状部材は、少なくとも長繊維状の多数本の強化繊維が同一方向に配列された繊維強化樹脂層1aから構成されていることを特徴とするものであり、前記管状部材1は、断面が略小判形状であり、その外周面は、4つの面領域、即ち、平面部1bである上面2および下面3と曲面部1dである左側面4及び右側面5に区分されており、前記平面部1cの樹脂含有量の値は、前記曲面部1cの樹脂含有量の値に比べて3%〜30%少ない構成としている。
(もっと読む)
三次元構造材の製造方法
【課題】ブロックの二次元切断をもって、三次元構造材を形成する方法を提供する。
【解決手段】通電状態のニクロム線(40)を二次元方向へ移動させることによってポリウレタンホームのブロック(70)を所定の断面形状を有する少なくとも長手方向軸にフレキシブルな長尺材(2)を切断し、この長尺材を長手方向軸に対し三次元方向に屈曲または湾曲させて保形し、表面に所定の厚みを有する樹脂層(3)を形成して三次元構造材を製造することを特徴とする。
(もっと読む)
成型ベルトの製造方法、及び成型ベルト
【課題】 未成型ベルトスリーブを均一に加熱・加圧し、成型ベルトを得る。
【解決手段】 加硫成型装置10は、内型20と外型40を備える。内型20の外周面27には、筒状に形成された未成型ベルトスリーブ30を装着する。外型40は、略円筒形の収納室を有し、その内周面に沿うように円筒形の電極材60を備える。電極材60の内部には、未成型ベルトスリーブ30を装着した内型20を配置する。外型40は、電極材60を押圧し、電極材60はこの押圧により未成型ベルトスリーブ30に密着する。外型40の押圧により、外型40と内型20により未成型ベルトスリーブ30を挟圧する。また、未成型ベルトスリーブ30を加熱するために、電極材60と内型20の間に高周波電圧を印加する。これにより、均一に加熱・加圧された成型ベルトを成型する。
(もっと読む)
導電性ローラの製造方法
【課題】導電性軸体の外周上に少なくとも1層以上の導電性ゴム弾性層を有する導電性ローラにおいて、表面平滑性に優れた導電性ローラを製造できる導電性ローラの製造方法を提供する。
【解決手段】導電性軸体の外周上に少なくとも1層以上のエピクロルヒドリン系ゴム及び炭酸カルシウムを含有するゴム組成物からなる導電性ゴム弾性層を有する導電性ローラの製造方法において、該ゴム組成物が、混練用ゴム組成物を密閉型混練装置で混練する際に炭酸カルシウムを添加した後に、1〜10分間無加圧状態でローダー回転数5〜60rpmの混練を行った後、フローティングウェイトによる0.2〜1.0MPaの加圧下で混練を行って得られたゴム組成物であることを特徴とする導電性ローラの製造方法。
(もっと読む)
141 - 160 / 202
[ Back to top ]