
Fターム[4G054AC06]の内容
プレス成形、コンベアを利用した成形 (2,780) | 成形体の用途 (173) | 瓦 (22)
Fターム[4G054AC06]の下位に属するFターム
特殊瓦 (4)
Fターム[4G054AC06]に分類される特許
1 - 18 / 18
屋根材成形用プレス金型及び屋根材のプレス成形方法
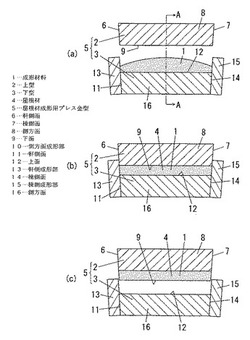
【課題】従来よりも金型を交換する回数を低減し、ショット数を増加させることができると共に、空気溜まりに起因する欠けなどが少ない屋根材を安定して成形することができる屋根材成形用プレス金型を提供する。
【解決手段】成形材料1を上型2及び下型3でプレスして矩形状の屋根材4を成形するための屋根材成形用プレス金型5に関する。前記上型2の軒側面6及び棟側面7が下方ほど内側に傾斜している。前記上型2の軒側面6及び棟側面7の間の両側の側方面8,8に前記上型2の下面9から突出して側方面成形部10,10が形成されている。前記下型3の軒側面11に前記下型3の上面12から突出して前記上型2の軒側面6と平行となるように上方ほど外側に傾斜して軒側成形部13が形成されている。前記下型3の棟側面14に前記下型3の上面12から突出して前記上型2の棟側面7と平行となるように上方ほど外側に傾斜して棟側成形部15が形成されている。
(もっと読む)
粘土製品の加圧成形用金型

【課題】粘土を主な原料とする屋根瓦の成形において、加圧成形を加えた成形品の離型性を向上させる。
【解決手段】上下型により粘土を成形する瓦成形用金型において、成形品の表裏の少なくとも一部分を形成する成形面33、34に複数の凹部2を有し、前記凹部の平面形状が円かつ縦断面の底面形状が曲面であって、複数の凹部を有する金型部位の平面面積に対して複数の凹部2の平面面積が5〜80%を占有させた金型で粘土を成形する。前記凹部は、直径が1.0〜6.0mm及び深さが0.25mm〜2.0mmとし、さらには一つの上下型に一種類又は複数種類の凹部が存在している。前記凹部2により、荒地5を加圧成形する際、空気は前記凹部2に入り込み、荒地5と上下型3との密着する面積が少なく、上下型から成形品を離型させるときの剥離力を大幅に低減させ、離型性の向上と成形後の変形を防止できるという効果を発揮する。
(もっと読む)
瓦素地及びその製造方法
【課題】棚板47上に載置したとき安定して自立する瓦素地及びその製造方法を提供すること。
【解決方法】瓦素地10は、瓦素地本体10の一端面に少なくとも3個の凸部27,28,29を設けて構成し、該凸部27,28,29の突出端面を接地することにより瓦素地10が棚板47上に自立するようにした。また、瓦素地10に設けられた各凸部27,28,29の突出端面は、成形チップ機構50によって瓦素地10の自立に適した寸法、形状に成形するようにした。
(もっと読む)
自立型平板瓦の製造方法
【課題】金型構造が簡単になり、前記したようなメンテナンスを省略できる自立型平板瓦の製造方法を提供する。
【解決手段】第1に、2箇所に設けられた成形体2の引掛け凸部33、33の尻側小端面33a、33aを成形体の尻24から外方向に突出させて成形するため、表型4では、尻側端面3を成形するための表型側面板42の成形面42aを、表型主板41面に対して91度〜98度の角度に開いて傾斜させて固定している。さらに、尻側端面3の引掛け凸部33の両側に2箇所、計4箇所に小凸部34を成形するため、表主板41に固定された、尻側端面3を成形するための側面板42の成形面42aに対応した凹形状の小凹部43を設けている。
(もっと読む)
平瓦の製造方法
【課題】瓦素地を自立焼成させるために尻側端面を研削加工する際に加工時間が短くなおかつ加工に伴う粉塵の発生を抑制するようにした平瓦の製造方法を提供すること。
【解決手段】粘土材料をプレス加工して尻部端面12に下方側に突出する左右一対の尻剣部14とその間に上方に突出する係合フック13が形成された平瓦素地55を成形する。尻部端面12には両尻剣部14及び係合フック13位置に後方側に突出した突出部を形成する。この成形された平瓦素地55は乾燥工程において収縮するが、収縮の結果突出部のみが平瓦素地55の同尻部端面14が目標とする基準平面よりも後方側に突出するようになっている。このようにして得られた平瓦素地55は突出部が尻部端面12の基準平面から後方に突出することとなる。これら突出部を研削工程で基準平面と略一致するまで研削加工して長方形領域18及びフック形状領域19を形成する。
(もっと読む)
屋根瓦、屋根瓦用成型品及びその製造方法
【課題】焼成の際に突起部の粘土塊集合面に沿ってひびが入るの防止し、製品の歩留まりを向上させることが可能な屋根瓦、屋根瓦用成型品及びその製造方法を提供する。
【解決手段】上側金型31のプレス面33aには屋根瓦用成型品に係合フック13を成型させるための第1の凹所を形成し、下側金型32のプレス面35aには粘土塊集合面を避けた同粘土塊集合面の近傍に配置される溝を成型するための突条B1を形成する。プレス時において荒地30がキャビティS内で延展されると上側プレス面33a側では流動する粘土は第1の凹所内に充填され、同時に下側プレス面35a側では突条B1が荒地30に食い込んで溝が成型される。その結果、成型される係合フック13は成型品を焼成してもひびが入りにくくなる。
(もっと読む)
瓦成形用の金型及び成形方法
【課題】スクリュー型の羽根を備えた混練機より押出された粘土で成形される桟瓦の捩れを矯正する。
【解決手段】キャビティを形成する下型の桟側及びすて側の瓦尻に対応する箇所に凹所を形成し、凹所には凹所の深さを調整する深さ調整手段を設ける。下型のキャビティに混練機より押出した粘土を充填し、上型を被せて加圧することにより粘土瓦を成形する。成形された粘土瓦には、上記凹所に対応した所要高さの突部28が形成される。次に成形された粘土瓦をパレット2上に置き、突部28で捩れにより沈み込んだ該突部28が形成される箇所を持上げ、捩れを矯正する。
(もっと読む)
屋根瓦養生用型枠、およびこれを用いた屋根瓦の製造方法
【課題】初期投資を抑えることができ、しかも、メンテナンスの手間も省くことができる屋根瓦養生用型枠、およびこれを用いた屋根瓦の製造方法を提供する。
【解決手段】植物繊維をマット状に成型した成型物に熱硬化性樹脂を含浸したものを乾燥して熱圧成型して屋根瓦養生用型枠1とする。そして、この屋根瓦養生用型枠1の上に屋根瓦材2を供給し、この屋根瓦材2を屋根瓦養生用型枠1とともに所定形状にプレス成型して養生した後、屋根瓦養生用型枠1を離型して所定形状の屋根瓦3を得る。
(もっと読む)
屋根材の製造方法及び屋根材
【課題】積み重ねた状態で輸送・保管などしても傷が付かない屋根材を簡便に製造することができる屋根材の製造方法を提供する。
【解決手段】一対の成形型1を用いて成形材料2をプレス成形することによって屋根材Aを製造する方法に関する。一方の成形型1に緩衝部材3を設置してからプレス成形することによって、緩衝部材3の一部を露出させつつ、この緩衝部材3と成形材料2とを一体化する。
(もっと読む)
所定の断面厚さを有する成形体を製造するための方法およびプレス機
【課題】 所定の断面厚さを有するブランクまたは成形体を特に単軸プレス機で製造するための方法を提供すること。
【解決手段】 充填装置の充填型20に成形材料を充填し、成形材料を重力方向に充填型からプレス機の成形型14内に放出し、成形型14の重力方向に対して垂直に延びる方向に並置される少なくとも二つの区画に、所定の断面厚さに対応して異なる量の成形材料を装入し、並置した成形型14の区画に対応して並置した充填型20の区画に、所定の断面厚さに対応して異なる量の成形材料を充填する。
(もっと読む)
未硬化状態の屋根瓦に水止めを製造する装置と方法
【課題】
より多い製造工程数に適していて、同時に水止めの改良され且つ永続的機能性を保証する水止めを備えるコンクリート屋根瓦を製造する方法と装置を創作すること。
【解決手段】
この発明は、未硬化状態の屋根瓦における水止めを製造する装置に関する。この装置は、屋根瓦の一端の上に配置された窪みをもつ成形部材を有する。この成形部材は屋根瓦の端部の上部に配置されている。この場合に、ドロップハンマーは未加工屋根瓦の後辺を全体に或いは部分的に上方へ押圧される。引き続いて、未加工屋根瓦が乾燥される。 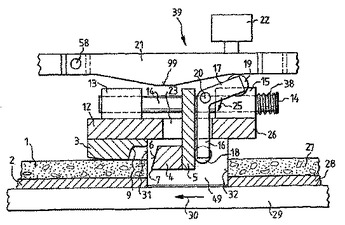 (もっと読む)
(もっと読む)
シャモットを原料とする瓦の製造方法
【課題】
瓦素地の表面に発生する筋状の微細な凹凸の抑制と乾燥キレを防止する。
【解決手段】
多量なシャモットを配合させた瓦用原料を利用してリサイクル瓦を製造する方法において、
上型と下型からなるプレス成形機により、前記の瓦用原料により、瓦素地を得るのに備えて、荒地に離型剤を塗布させることなく、金型にのみ通常の離型剤の塗布量を減量させてプレス成形する。
(もっと読む)
瓦の成形装置及び成形方法
【課題】 一側から差込自在な差込空間を有する鉤状の係合凸部を有する瓦を、1工程で成形可能にする。
【解決手段】 一側から差込自在な差込空間(20)を有する鉤状の係合凸部(16)を有する瓦を成形する装置であって、金型(30)は原料投入空間であるキャビティ(31)を形成する上型(32)及び下型(33)から成り、下型(33)は瓦(1)の裏面を成形するものとし、上型(32)は瓦(1)の表面を成形するものとする。上型(32)に係合凸部(16)を形成する凸部形成部(35)を切欠形成し、凸部形成部(35)の外側に側枠の一部としての外部形成部(36)を設置し、外部形成部(36)の外側に配置した部分形成型(34)に、差込空間(20)に相当する形状の押圧成形部(37)を外部形成部(36)を貫通して凸部形成部(35)方向に進退自在に配置した。
(もっと読む)
押出機
【課題】 従来の装置では、例えば乾燥した窯業原料が正規の状態にある窯業原
料に混入されることにより、その後に得られる押出成形体の変形や亀裂の原因と
なるという問題があった。
【解決手段】 真空室16を備えた真空式の押出機10であって、真空室16内
を負圧状態となす負圧手段が真空室16に接続されるとともに、真空室16へ向
けて成形助剤Lの蒸気を供給する蒸気供給手段32が備えられる。
(もっと読む)
セメント系成形品の製造方法
【課題】セメント含有逆エマルジョン組成物からなるセメント系成形材料をプレス成形して屋根瓦等の外装建材といったセメント系成形品を得るにあたり、プレス成形後、型開き時に優れた離型性を得ることができ、且つ離型剤を用いる場合の成形性の悪化を防止することができるセメント系成形品の製造方法を提供する。
【解決手段】セメントと水と油性物質を主成分とするセメント含有逆エマルジョン組成物からなるセメント系成形材料1を用い、プレス成形にてセメント系成形品を製造する方法に関する。成形型3におけるプレス面4の少なくとも一部の領域に予め無機粉体2を付着させた状態で前記成形型3にてセメント系成形材料1をプレスして成形する。これにより、型開き時にプレス面における無機粉体を付着した領域と成形体との間の離型性が非常に良好なものとなる。またキレやシワの発生も防止される。
(もっと読む)
押出成形機
【課題】搬送負荷を抑制しつつ、成形品の回転癖を解消する粘土成形体製造用押出成形桟を提供する。
【解決手段】粘土を主体とする原料を搬送する押出スクリューコンベヤ24を備えた押出室21と、ノズル41と、押出室とノズルとの間に回転自在に設けられた円筒状の回転体30と、回転体の内部に配置され、押出スクリューコンベヤと一体的に回転駆動されることにより、原料を旋回させる第1の旋回手段110とを備え、回転体は押出スクリューコンベヤの回転方向と逆方向に回転駆動されることにより原料を旋回させる第2の旋回手段100を備え、第1の旋回手段は押出スクリューコンベヤの先端からノズルに向けて延びる延長軸に沿って複数配置され、第2の旋回手段は回転体の軸線に沿って、隣り合う第1の旋回手段の間に配置され、第1の旋回手段及び第2の旋回手段のいずれか一方は、回転により原料をノズルに向けて押圧可能に形成されている。
(もっと読む)
セメント系成形品の製造方法
【課題】 トレーが吸水して強度低下することを防ぐことができ、成形不良が発生するようなことなくセメント系成形材料をプレス成形することができるセメント系成形品の製造方法を提供する。
【解決手段】 下型1の上面にポリスチレン系の水系離型剤5を塗布し、このポリスチレン系の水系離型剤5を乾燥させる。この後に、下型1の上に吸水性を有するトレー2を載置する。そしてセメントと水と油性物質を主成分とするセメント含有逆エマルジョン組成物からなるセメント系成形材料3をトレー2の上に載せ、下型1と上型4との間でセメント系成形材料3をプレスして成形する。下型1に塗布したポリスチレン系の水系離型剤5を乾燥させた後に、離型剤5中の水分が残留していない状態で下型1の上にトレー2を載置することができ、離型剤5中の水分がトレー2に吸水されるようなことがなくなって、トレー2が強度低下することを防ぐことができる。
(もっと読む)
押出成形機
【課題】原料を押出成形する際の搬送負荷を抑制しつつ、成形品の回転癖を解消することができる押出成形機を提供する。
【解決手段】粘土を主体とする原料を搬送する押出スクリューコンベヤ24を備えた押出室21と、
原料の吐出口42aを有するノズル41と、押出室21とノズル41との間に回転自在に設けられた円筒状の回転体30と、回転体30を回転駆動する駆動手投35と、回転体30の内部に配置され、押出スクリューコンベヤ24と一体的に回転駆動されることにより、原料を旋回しながらノズル41に向けて流動させる補助搬送手段110とを備え、回転体30は、駆動手段35によって押出スクリューコンベヤ24の回転方向と逆方向に回転駆動されることにより、原料を旋回しながらノズル41に向けて流動させる旋回流動手段100を備えており、旋回流動手段100は、回転体30の軸線に沿って間隔をあけて複数配置されており、補助搬送手段110は、隣り合う旋回流動手段100の間に配置されている押出成形機。
(もっと読む)
1 - 18 / 18
[ Back to top ]