
Fターム[4K018EA44]の内容
粉末冶金 (46,959) | 成型と焼結を同時に、交互に行うもの (1,683) | 粉体鍛造、焼結鍛造 (79) | 成型体、焼結体の熱間鍛造 (37)
Fターム[4K018EA44]の下位に属するFターム
工程中に拡散浸透を伴うもの
一般的方法及び装置 (10)
Fターム[4K018EA44]に分類される特許
1 - 20 / 27
複合金属粉末可変境界歯車及び方法
【課題】回転軸を形成する歯車の芯部の耐衝撃性と歯部の耐摩耗性とがともに優れた、粉末冶金法による歯車の製造方法および歯車を提供する。
【解決手段】圧縮型に、歯車の芯部を形成する部位、歯部を形成する部位の、おのおのに耐衝撃性に優れた金属粉末および耐摩耗性に優れた金属粉末を充填し圧縮成形する段階、得られた成形体を焼結、鍛造する段階を経て、緻密でネットシェイプな歯車を製造する。芯部と歯部の各金属材料の特性、および接合境界位置を調整することにより所望の性能を持つ歯車を得る。
(もっと読む)
タングステンスパッタリングターゲットおよびその製造方法
【課題】基板上に成膜したW膜の膜厚面内均一性を向上させることが可能であり、さらにはパーティクルの発生を減少させることが可能なWスパッタリングターゲットおよびその製造方法を提供する。
【解決手段】Wスパッタリングターゲットは、スパッタリングされる面のX線回折により得られた結晶面(110)のピークの半値幅が0.35以下であることを特徴とする。また、本発明の高純度Wスパッタリングターゲットの製造方法は、高純度W粉末を加圧焼結後、得られた焼結体をターゲット形状に加工後、ロータリー研磨およびポリッシングの少なくとも1種の研磨を施し、さらにエッチングおよび逆スパッタリングの少なくとも1種の研磨を施すことにより仕上げ加工することを特徴とする。
(もっと読む)
チタン−アルミニウム基合金から成る部材の製造方法及び部材

【課題】特に高い温度で材料の高い強度で均質な機械的性質特に高い延性及び耐クリープ性を得る。
【解決手段】
第1段階で出発材料がHIP処理を受け、第2段階で素材が高速塊状変形を受け、それから第3段階で合金の共析温度(Teu)の範囲で焼鈍により、γ,β0,α2を持つ微粒形成が行われ、最終寸法に近い寸法を持つ部材が、次の段階で組織及び機械的材料特性を設定するため後続焼鈍及び/又は安定化焼鈍を受ける。
(もっと読む)
永久磁石
【課題】 絶縁性の材料からなる被覆層が表面に形成された永久磁石粉末が緻密化されてなる永久磁石において、渦電流損失を充分に抑制し、かつ、絶縁性の材料による磁石特性の低下を防止しうる手段を提供する。
【解決手段】 絶縁性の材料からなる被覆層が表面に形成された永久磁石粉末が緻密化されてなる永久磁石であって、前記絶縁性の材料からなる被覆層の厚さt(m)と前記絶縁性の材料の体積抵抗率ρr(Ωm)との積を、前記永久磁石粉末の体積抵抗率ρm(Ωm)で除した値として定義される被覆抵抗H(=t×ρr÷ρm)と、前記永久磁石粉末の粒径d(mm)とが、H≧23000×d−1を満たすことを特徴とする、永久磁石である。
(もっと読む)
焼結鍛造体
【課題】疲労強度が低下することを防止することが可能な焼結鍛造体を提供する。
【解決手段】混合粉40を圧縮することで粉末成形体90を成形し、粉末成形体90を焼結した後で鍛造することにより成形されるコンロッド1(焼結鍛造体)であって、粉末成形体90は、粉末成形体90は、ウェブ部91(基部)と上下方向(混合粉40が圧縮される方向)に沿ってウェブ部91から突出するリブ部92L・92L・92R・92R(凸部)と、を具備し、粉末成形体90におけるリブ部の密度D2を7.2g/cm3以上に設定した。
(もっと読む)
ディーゼルエンジンの燃料弁ノズル
内燃エンジン、特に2ストローククロスヘッドエンジン、の燃料弁ノズル(1)が、合金鋼のコア部分(4)を備えた弁ヘッド(3)及び燃焼室に向かうノズルの表面を形成する外側面(5)を有する。外側面(5)は、ニッケルベース、クロムベース及びコバルトベースでの高温腐食抵抗合金の微粒子種材料から形成される。この微粒子種材料は、粘着性の層に結合される。少なくともコア部分(4)への遷移区域において、外側面(5)の微粒子材料内の粒子は、外側面及びコア部分を鍛造することにより生じるせん断歪によって卵形状又は細長い形状へと変形され、鍛造された外側面(5)は、少なくとも98.0%の密度を有する。 (もっと読む)
繊維強化Al複合材料
【課題】繊維状材料が均一に複合された繊維強化Al複合材料及びその製造方法を提供する。
【解決手段】炭化アルミニウムを主成分として表面に酸素を含む繊維が表面に形成されたAl粉末を成型して成形体とする第一の工程と、該成形体をAlの融点以上で加熱する第二の工程と、続いてAlの溶融状態を保持したまま加圧して緻密化する第三の工程とを含むことを特徴とする繊維強化Al複合材料の製造方法により解決される。前記第三の工程を熱間鍛造で行うことが好ましい。
(もっと読む)
希土類磁石およびその製造方法
【課題】残留磁束密度の低下を抑えつつ、高保磁力を有する希土類磁石を提供すること。均一な磁気特性を有する希土類磁石を簡便に製造可能な製造方法を提供すること。
【解決手段】本発明の希土類磁石は、少なくとも熱間成形を経て形成された磁石であり、R2X14B相を主相とする結晶粒と、上記結晶粒の周りを取り囲む粒界相とを有し(但し、R:Nd、Pr、Dy、TbおよびHoから選択される少なくとも1種、X:FeまたはFeの一部をCoで置換したもの)、上記結晶粒より上記粒界相にRH元素(但し、RH:Dy、TbおよびHoから選択される少なくとも1種)が濃化されており、上記RH元素が、磁石表面部から中心部にかけて実質的に一定の濃度分布で存在している。
(もっと読む)
粉末冶金で製造されかつ機械的性質の改善された等方法を持つ材料
【課題】 粉末冶金により製造される幅広扁平材料を提供し、この材料から長い工具寿命を持つダイスのような切断工具又は打抜き工具を製造可能にする。
【解決手段】
粉末冶金で製造されかつ厚さの少なくとも3.1倍の幅を持ちかつ少なくとも2倍の変形度(変形度= 最終断面の面積 / 初期断面の面積)を持つ長方形又は扁平楕円形の断面を持つ材料いわゆる幅広扁平材料において、材料のじん性が、あらゆる方向特に材料の断面の厚さ方向に測って、高温アイソスタテイツク成形されかつ変形されない状態における材料のじん性より大きい。
(もっと読む)
焼結コンロッドとその製造方法
【課題】本発明は、高い疲労強度と良好な被削性とを有し、かつ簡素な工程で生産コストを低減できる焼結コンロッドとその製造方法の提供を課題とする。
【解決手段】本発明の焼結コンロッドは、質量%で、Mo:0.8〜1.6%、Cu:1.5〜3%、C:0.2〜0.8%、Mn:0.05〜0.5%、S:0.05〜0.5%を含有し、残部がFeと不可避不純物からなり、任意の断面においてマルテンサイト組織が面積率で70%未満で残部はベイナイト組織であり、かつ密度が7.80g/cm3以上であることを特徴とする。圧粉成形体を焼結後直ちに熱間鍛造し、熱間鍛造後直ちに50〜90℃/分の冷却速度で常温まで冷却する。
(もっと読む)
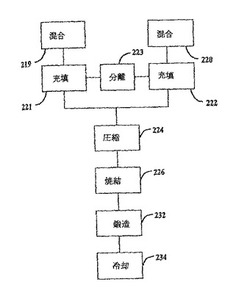
プレアロイ銅合金粉末鍛造連接棒
炭素ソースと本質的に鉄と銅で構成されたプレアロイ合金粉末とからなる粉末金属の成形、焼結、鍛造の各工程を備えた、連接棒を製造するプロセスを提供する。このプロセスから作られた連接棒は、エンジンに用いるのに十分な硬度と強度を有し、追加の焼き入れや焼き戻しを要しない。 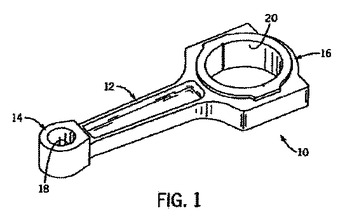 (もっと読む)
(もっと読む)
低合金鋼粉末
0.2〜1.5重量%のCrと、0.05〜0.4重量%のVと、0.09〜0.6重量%のMnと、0.1重量%未満のMoと、0.1重量%未満のNiと、0.2重量%未満のCuと、0.1重量%未満のCと、0.25重量%未満のOと、0.5重量%未満の不可避の不純物と、鉄である残部とを含む水アトマイズされた鉄ベースのプレアロイ鋼粉末。 (もっと読む)
低合金鋼粉体
重量%で0.4%〜2.0%のクロムと、0.1%〜0.8%のマンガンと、0.1%未満のバナジウムと、0.1%未満のモリブデンと、0.1%未満のニッケルと、0.2%未満の銅と、0.1%未満の炭素と、0.25%未満の酸素と、0.5%未満の不可避の不純物とを含み、残部が鉄である、水アトマイズされた予備合金化された鉄基鋼粉体。 (もっと読む)
Al−Ni−La−Si系Al合金スパッタリングターゲットおよびその製造方法
【課題】Ni、La、およびSiを含むAl−Ni−La−Si系Al合金スパッタリングターゲットを用いて成膜したときに発生するスプラッシュを低減し得る技術を提供する。
【解決手段】Ni、La、およびSiを含有するAl−Ni−La−Si系Al合金スパッタリングターゲットであって、スパッタリングターゲットの平面に対して垂直な断面における(1/4)t(tは厚み)〜(3/4)tの部位を走査型電子顕微鏡(2000倍)で観察したとき、(1)Al及びNiを主体とするAl−Ni系金属間化合物について、Al−Ni系金属間化合物の全面積に対する平均粒径0.3〜3μmのAl−Ni系金属間化合物の合計面積≧70%であり、(2)Al、Ni、La、およびSiを主体とするAl−Ni−La−Si系金属間化合物について、Al−Ni−La−Si系金属間化合物の全面積に対する平均粒径0.2〜2μmのAl−Ni−La−Si系金属間化合物の合計面積≧70%である。
(もっと読む)
傾斜機能性金属粉末部品
本発明は、モノリシック鉄部品(ferrous monolithic component)の製造方法、及び、その方法によって製造された部品に関する。本発明は、強度を高めたい部品の部分を選択的に急速に冷却し、かつ、機械加工性を高めたい部品の部分を選択的に制御冷却する仕組みを利用する。そのような制御冷却は、冷却、再加熱、及び、再冷却を含んでも良い。それにより、より急速に冷却されたゾーンでは部分的に強度が高くなり、かつ、よりゆっくり冷却されたゾーンでは、部分的に機械加工性が高くなる。  (もっと読む)
(もっと読む)
焼結鍛造部材の製造方法
【課題】簡単で優れた封孔処理が可能であり、焼結鍛造部材の品質を格段に向上できる焼結鍛造部材の製造方法を提供する。
【解決手段】焼結鍛造部材を製造する製造方法において、炭素を含む鉄系金属粉末を圧粉成形した圧粉成形体を予備焼結処理する第1工程と、次に予備焼結体をHV100〜350の硬度の鋼製ショット材でショットブラスト処理して予備焼結体の表面部を封孔処理する第2工程と、次に予備焼結体を本焼結処理する第3工程と、次に本焼結処理された焼結体を熱間鍛造する第4工程とを備えている。前記第1工程の予備焼結処理は、非酸化性雰囲気で800〜1000℃の温度で行うことが望ましい。前記第2工程のショットブラスト処理は、粒径0.3〜0.7mmの鋼製ショット材を用い、30〜80m/sの投射速度で、100Kg/分以下の投射量で行うことが望ましい。
(もっと読む)
金属粉末鍛造物、その製造装置及び製造方法
本発明は、(A)焼結金属粉末組成物を含むプリフォームを形成するステップと、(B)上部型及び下部型を有する一組の型に前記プリフォームを挿入するステップと、(C)上部パンチ及び下部パンチを用いて、前記プリフォームを鍛造物の形状に圧縮し、それにより、成形部品を得るステップと、を含む金属粉末鍛造物を製造する方法を提供する。ここで、ステップ(C)では、前記一組の型の内部によって、前記鍛造物の形状が定められ、そして、前記一組の型が、前記上部型が下部型に接触している閉じられた位置にある。 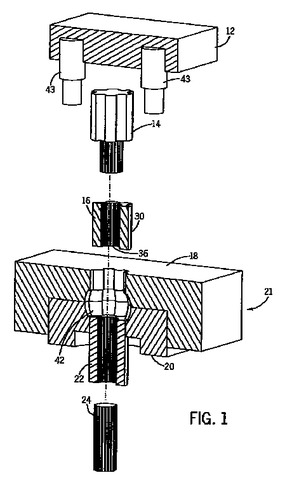 (もっと読む)
(もっと読む)
粉末金属鍛造品とその製造方法及び製造装置
粉末金属鍛造品を成形する方法と装置は、第1の金型と、該第1の金型と縦方向に補足関係にある第2の金型とを有する、粉末金属鍛造品成形用の金型セットを含む。前記金型セットは、縦構成部分と横構成部分とを含む、少なくとも2つの寸法的凹凸を有し、少なくとも該横構成部分は縦方向に沿って変化し、少なくとも該凹凸の1つは、各金型内で変化する。前記第1の金型と前記第2の金型の各々は、前記第1の金型内の横に変化する内側における縦方向に設けられた凹凸を前記第2の金型内の横変化凹凸から切り裂くキャストレイテッド分割境界面を含む。前記金型内の前記切り裂きは、鍛造された粉末金属部品を前記金型内にトラップすることなく、該粉末金属部品に正反対ドラフトの凹凸を付与する。  (もっと読む)
(もっと読む)
コネクティングロッドの製造方法およびコネクティングロッド
【課題】簡単な構成で、被削性が要求される大端部と小端部を硬化させることなく、強度が要求されるコラム部を容易に硬化させることができるコネクティングロッドの製造方法およびコネクティングロッドを提供する。
【解決手段】本発明のコンロッドの製造方法は、粉体材料から圧粉体1を成形する圧粉体成形工程と、この圧粉体1を燒結して燒結体1’とする焼結工程と、この焼結体1’を熱間鍛造する熱間鍛造工程と、を行うことにより、クランク軸が連結される大端部10”と、ピストンピンが連結される小端部11”と、大端部10”と小端部11”の間に延在するコラム部12”と、を有するコネクティングロッド1”を製造するもので、圧粉体成形工程で、圧粉体1のコラム部12”となる部分12の密度を、大端部10”と小端部11”となる部分10、11の密度よりも低く成形し、その後の焼結工程で圧粉体1を表面硬化処理する。
(もっと読む)
冷間加工用鋼鉄
本発明は、重量%で以下の化学組成、(C+N)1.3〜2.4(そのうちCは少なくとも0.5)、Si0.1〜1.5、Mn0.1〜1.5、Cr4.0〜5.5、(Mo+W/2)1.5〜3.6(ただしWは最大0.5)、(V+Nb/2)4.8〜6.3(ただしNbは最大2)、およびS最大0.3を有し、ここで一方の(C+N)と他方の(V+Nb/2)の含有量が、これらの元素の含有量が図11の座標系における座標A、B、C、D、Aによって画定される領域内にあるように相互に関連してバランスされ、ここでこれらの点の座標[(C+N),(V+Nb/2)]がA:[1.38,4.8]、B:[1.78,4.8]、C:[2.32,6.3]、D:[1.92,6.3]であり、残りは鉄と通常量の不純物のみである、冷間加工用鋼鉄に関する。  (もっと読む)
(もっと読む)
1 - 20 / 27
[ Back to top ]