
Fターム[4K027AB43]の内容
溶融金属による被覆 (10,875) | メッキ浴・メッキ被膜 (3,289) | メッキ浴、メッキ被膜の材料、組成 (1,629) | 亜鉛合金 (655)
Fターム[4K027AB43]の下位に属するFターム
Alを含む (389)
Fターム[4K027AB43]に分類される特許
261 - 266 / 266
溶融めっき金属帯の製造方法および製造装置並びに囲み部材

【課題】浴中のサポートロールに起因する付着量むらや擦り疵の発生を防止し、ガスワイピング部における金属帯の幅方向反りを防止し、金属帯へのドロス欠陥の発生を防止する。
【解決手段】金属帯をめっき金属である溶融金属浴内に引き込み、前記金属帯に溶融金属を付着させる引込工程と、前記溶融金属浴内に引き込まれた金属帯を囲むように形成された囲み部材により、前記溶融金属浴内が溶融金属の流動可能な状態で上部領域と下部領域に分割されており、前記金属帯は前記上部領域で方向転換ロールにより方向転換されるとともに、方向転換後には溶融金属浴でロールに接することなく溶融金属浴外へ引き上げられる引上工程と、前記金属帯に付着した過剰の溶融金属を払拭するワイパによって、溶融金属の付着量を調整する調整工程と、前記ワイパの直前又は直後で前記金属帯の形状を磁力により非接触で矯正する形状矯正工程とを有する。
(もっと読む)
金属連続体のデスケーリング及び/又はクリーニング方法及び装置
この発明は、金属連続体(1)、特に普通鋼又はステンレス鋼から成る熱間圧延された鋼帯のデスケーリング及び/又はクリーニングを行う方法及び装置に関する。その方法としては、移送方向(R)に向かって装置(2)を通して金属連続体(1)を移送し、装置内で、金属連続体にプラズマ・デスケーリング及び/又はプラズマ・クリーニングを施すものである。この発明では、金属連続体のデスケーリング又はクリーニングの結果を改善するために、金属連続体(1)は、移送方向(R)に対して、プラズマ・デスケーリング及び/又はプラズマ・クリーニング装置(2)の前に、金属連続体(1)に高い度合いの平坦性を付与する処理を施されるものと規定する。 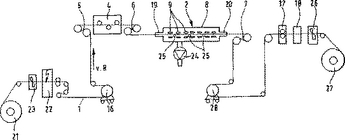 (もっと読む)
(もっと読む)
造管時のビードカット性に優れた溶融めっき電縫鋼管用素材及びその製造方法
【課題】 溶接ビードを切削除去した後に平滑な溶接部表面を呈し、縮管,拡管加工等で割れ発生のない製品形状に加工される電縫鋼管用素材を提供する。
【解決手段】 0.0003〜0.0050質量%のBが添加されたTi添加極低炭素鋼板を下地とし、溶融亜鉛めっき層,合金化溶融亜鉛めっき層,溶融亜鉛-アルミニウム合金めっき層又は溶融亜鉛-アルミニウム-マグネシウム合金めっき層が設けられている。Ti添加極低炭素鋼板は、Cが0.001~0.025質量%,Nが0.01質量%以下で、Ti含有量が[(48/12×C+48/32×S+48/14N)+0.01]〜0.10質量%の範囲に調整されている。熱延工程,冷延工程,還元加熱,溶融めっきの工程を経て製造されが、溶融めっきに先立つ還元加熱では、加熱温度を800〜900℃,冷却速度を10〜50℃/秒の範囲に設定する。
(もっと読む)
溶融亜鉛合金めっき鋼板およびその製造方法
鋼帯の被覆を溶融亜鉛合金浴中で行い、溶融亜鉛合金めっき被覆層を備えた鋼帯であって、該被覆中の該亜鉛合金が、マグネシウム0.3〜2.3重量%、アルミニウム0.6〜2.3重量%、所望により使用する一種以上の追加元素<0.2重量%、不可避な不純物、残りの部分を構成する亜鉛からなり、該亜鉛合金被覆層の厚さが3〜12μmである、鋼帯。 (もっと読む)
薄鋼板製造方法
【課題】薄鋼板からの焼入れ構造部材の製造方法を提供する。
【解決手段】薄鋼板からの焼入れ構造部材の製造方法を、a)陰極防食が付与された薄鋼板から成る成形部材を成形し、b)必要な場合、成形部材の成形前、成形中、あるいは成形後に必要とされる孔パターンの打抜きあるいは作製を実施し、c)次いで成形部材の少なくとも一部を大気中の酸素を取り入れながら鋼材のオーステナイト化を可能とする温度まで加熱し、及びd)成形部材を成形焼入れ型中へ移して成形焼入れ型内部で成形焼入れを実施し、その成形焼入れ中に成形部材を成形焼入れ型中において凝固させ及び加圧することによって成形部材を冷却及び焼入れする各工程から構成する。
(もっと読む)
焼入れ鋼部品の製造方法
【課題】陰極防食が付与された焼入れ鋼部品の製造方法、焼入れ鋼部品へ施される防食層、及び焼入れ鋼部品を提供する。
【解決手段】焼入れ鋼部品の製造方法を、a)焼入れ可能な鋼合金から成る薄鋼板へ連続コーティング処理によってコーティングを施し、b)前記コーティングをほぼ亜鉛で構成し、c)前記コーティングへさらに酸素親和性元素の1または2種以上を全量としてコーティング全重量に対して0.1重量%〜15重量%の割合で含ませ、d)次いで前記コーティングされた薄鋼板の少なくとも一部を大気中の酸素を取り入れながら焼入れに必要な温度まで至らしめて該薄鋼板に焼入れに必要な微細構造変化が起こるまで加熱し、e)前記コーティング上へ酸素親和性元素酸化物から成る表面被膜を形成させ、f)加熱前あるいは加熱後に薄鋼板を形状化し、及びg)十分な加熱後に、薄鋼板合金の焼入れが完了するように算出された冷却速度で薄鋼板を冷却する各工程から構成する。
(もっと読む)
261 - 266 / 266
[ Back to top ]