
Fターム[4K034AA07]の内容
熱処理一般;主に搬送、冷却 (3,884) | 目的、効果 (713) | 被処理物の変動への対応 (129)
Fターム[4K034AA07]の下位に属するFターム
Fターム[4K034AA07]に分類される特許
1 - 20 / 23
ワークを熱加工する炉
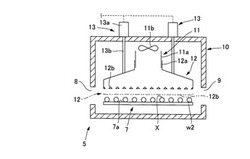
【課題】ワークに対して加熱、均熱、冷却等の熱加工を行うための気流を吹き出すノズルが設けられた吹き出しフードを有するワークを熱加工する炉を対象として、ワークの寸法を問わず、流速の速い気流をワークに吹き当てて効率よく熱加工することが可能であって、省スペース化及び省エネルギ化に資するワークを熱加工する炉を提供する。
【解決手段】ワークw2を熱加工する気流を吹き出すノズル12bが設けられた吹き出しフード12を有するワークを熱加工する炉であって、種々の寸法のワークに、ノズルから吹き出す気流が所望の流速で吹き当たるように、ノズルと当該ノズルに面するワーク部分X(ワーク頂部)との間の距離を調整する駆動機構13を備えた。
(もっと読む)
鋼帯の連続処理ラインにおける蛇行制御装置及び蛇行制御方法

【課題】上流側の蛇行抑制手段で蛇行異常を検出したときに、下流側の蛇行抑制手段で最適なストリップの通過制御を行う。
【解決手段】ストリップ2の終端に次のストリップ2の前端を溶接して連続して処理を行う鋼帯の連続処理ラインに当該ストリップの蛇行を抑制する複数の蛇行抑制手段5A〜5D及び各蛇行抑制手段の蛇行量を検出する蛇行検出手段が配置され、前記蛇行検出手段で溶接点通過時に蛇行異常状態が検出されたか否かに応じて下流側の蛇行抑制手段5B〜5Dの制御態様を変更する蛇行抑制制御手段32が設けられ、前記蛇行抑制制御手段32は、前記蛇行異常状態でない正常時には下流側の蛇行抑制手段5B〜5Dでの溶接点通過時の蛇行抑制制御を許容し、前記蛇行異常状態であるときには、下流側の蛇行抑制手段5B〜5Dでの溶接部通過時の蛇行抑制制御を中断させる。
(もっと読む)
バッチ式熱処理炉の熱処理間時間決定方法
【課題】熱処理間時間を適正に決定して、次工程との良好な連携や生産計画の精度を確保する。
【解決手段】台車上にワークを積載して炉内へ出し入れすることにより熱処理とこの間の冷却を行なうバッチ式熱処理炉において、第1熱処理工程と、これに続く第2熱処理工程との間の熱処理間時間を決定する方法であって、第2熱処理工程の開始温度が第1熱処理工程の終了温度よりも高い場合には、開始温度と終了温度の差を、炉の大きさに応じて予め定められた炉冷却速度で除した値を台車冷却時間とする一方、第2熱処理工程の開始温度が第1熱処理工程の終了温度以下の場合には前記台車冷却時間を0に設定するステップと、前記台車冷却時間が、ワーク冷却方法に応じて予め定められた追加時間よりも大きい場合には前記台車冷却時間と台車への積込み時間の和を前記熱処理間時間として決定する一方、前記台車冷却時間が前記追加時間以下の場合には当該追加時間と前記積込み時間の和を前記熱処理間時間として決定するステップとを備える。
(もっと読む)
ウォーキングビーム式加熱炉における被加熱材の位置制御方法
【課題】ウォーキングビーム式加熱炉において、被加熱材が可動スキッドと固定スキッドとに交互に載せ替えられる際に生じる該被加熱材の炉幅方向の位置ずれを補正して、加熱炉の炉壁の損傷を確実に防止する。
【解決手段】ウォーキングビーム4上に被加熱材2を載置した状態において、上記回転部材8を正方向に一回転させた場合の被加熱材2の炉幅方向の移動量と、該回転部材8を逆方向に一回転させた場合の被加熱材2の炉幅方向の移動量とをそれぞれ予め測定し、被加熱材2を連続的に搬送するに際して上記回転部材8を連続的に回転させた場合に、被加熱材2のウォーキングビーム4に対する相対的な炉幅方向の移動量が、予め定めた所定の移動許容量を超えたときには、上記回転部材8を被加熱材2のウォーキングビーム4に対する相対的な炉幅方向の移動量を減少させる回転方向に連続的に回転させ、被加熱材2の炉幅方向の位置を補正させる。
(もっと読む)
連続熱処理設備の速度制御方法、装置及びプログラム
【課題】制約条件に基づくネック速度スケジュールを考慮し、板温変化量と通板速度との相関の最適化を図る。
【解決手段】理論制約速度に基づいてストリップが現在から所定距離だけ進行する間のネック速度スケジュールを作成するネック速度スケジュール作成部2と、ネック速度スケジュールをベースにして複数の速度変更パターンに基づいて複数の速度スケジュールを作成し、それら各速度スケジュールについてシミュレーションを実行して加熱炉51の誤差予測値を予測するシミュレーション部3と、加熱炉51の誤差予測値を要素として含む評価関数を使用して、複数の速度変更パターンを評価し、その中から速度変更パターンを決定する中央速度探索部4とを備え、速度変更パターンとして、ネック速度を移行させる際に、その移行前後のネック速度よりもいったん低速にするパターンを採用している。
(もっと読む)
誘導加熱装置及び誘導加熱方法
【課題】被熱処理部材を所望の位置に配置するとともに正確な熱処理を可能とする。
【解決手段】取付孔部73を有するワーク70が載置される台座12と、ワーク70の片面に向き合う片面側導電部21、及び該片面とは反対側の他面に向き合う他面側導電部22を有する誘導加熱コイル20と、片面側導電部21と前記片面との間に配置された銅板40と、ワーク70の一方側に配置されるとともに取付孔部73に挿入可能な被挿入部材53を有する第1固定部51、ワーク70の他方側に配置され被挿入部材53に対して接離可能であって被挿入部材53の先端が係合可能な受け部を有する第2固定部55を有し、一方側から被挿入部材53が取付孔部73を挿通して他方側において受け部材57に支持されることにより台座12にワークを固定する固定機構50と、を具備する。
(もっと読む)
加熱炉のスキッドパイプ冷却方法およびそれを用いた金属板の製造方法
【課題】加熱炉内の冷却水の温度の高さからくる、ランゲリア指数の調整不良を防止し、スキッドパイプの閉塞を確実に防止できる、加熱炉のスキッドパイプ冷却方法およびそれを用いた金属板の製造方法を提供する。
【解決手段】加熱炉10の固定スキッド103,移動スキッド104のスキッドパイプに熱電対105を埋め込み、スキッドパイプ内の冷却水の温度を測定する(203)。また、測定した冷却水の温度と、給水位置222での冷却水の温度との差から、重炭酸イオンの平衡移動による、Mアルカリ度とpHの補正値を演算する(204)。このようにして求めた温度、Mアルカリ度、pHの補正値から、スキッドパイプ内の冷却水のランゲリア指数を演算し(201)、アルカリ剤投入量を演算する(219)。その結果に基づいて、投入装置214からアルカリ剤を投入する。
(もっと読む)
フェライト組織予測方法
【課題】オーステナイト温度域あるいは二相温度域から冷却後のフェライトの分率および平均粒径を高精度に予測する。
【解決手段】
フェライト変態終了後にフェライト粒径計算によって計算された全フェライト粒の粒径からフェライト分率を計算すると共に当該フェライト分率と全フェライト粒の個数からフェライト平均粒径を計算するフェライト組織予測方法である。前記フェライト粒径計算は、フェライト粒の成長によるC拡散場の干渉の有無を判断し(S4)、C拡散場の干渉がない場合はC拡散場の干渉を考慮しないフェライト粒の成長速度により各フェライト粒の粒径成長量を計算し(S5)、C拡散場の干渉がある場合はC拡散場の干渉を考慮したフェライト粒の成長速度により各フェライト粒の粒径成長量を計算する(S6)。
(もっと読む)
外観の良好な熱延鋼板の製造方法
【課題】熱間仕上げ圧延機された熱延鋼板の冷却時における変形帯の生成を低コストかつ高効率に防止する。
【解決手段】仕上圧延機により仕上圧延された熱間鋼板を搬送中に、該熱間鋼板の幅方向に配置した複数のノズルから冷却水を注水して冷却し、これを巻き取ることにより熱延鋼板を製造する方法において、熱間仕上げ圧延された熱延鋼板25を冷却水により冷却する際に、熟延鋼板25の平均温度が150℃〜300℃の範囲にあるとき、当該任意領域内における最大温皮差が140℃以下となるように冷却することにより、変形帯の生成を防止する。
(もっと読む)
結晶粒解析装置、結晶粒解析方法、及びコンピュータプログラム
【課題】結晶粒が時間の経過と共にどのように変化するのかを、従来よりも容易に且つ正確に解析できるようにする。
【解決手段】粒界設定部105において、点設定部103により設定された粒界点である三重点のうち、共通する2つの結晶粒と接する2つの三重点を両端点として粒界を設定し、粒界長設定部118において、粒界設定部105により設定された粒界に対する最小粒界長さを設定し、粒界変更処理部119において、粒界設定部105により設定された粒界であって、その長さが、粒界長設定部118により設定された最小粒界長さ未満である場合に、当該粒界の変更処理を行うようにする。これにより、結晶粒の成長に伴って複雑に絡み合う粒界における解析を、従来よりも容易に且つ正確に行えるようにする。
(もっと読む)
アルミニウム合金押出材の製造装置
【課題】曲げ加工の精度を向上させると共に、塗装焼付け後にばらつきの少ない所望の材料強度を得ることができるアルミニウム合金押出材を製造する装置を提供する。
【解決手段】加熱されたアルミニウム合金の鋳塊から押出材Mに押出成形する押出機71と、押出機71からの押出材Mを搬送しながら冷却するクーリングテーブル74と、を少なくとも備えたアルミニウム合金押出材の製造装置1であって、該製造装置は、前記クーリングテーブル74から搬送された押出材Mを予備時効処理するための加熱炉10をさらに備える。
(もっと読む)
連続式加熱炉の抽出ピッチ予測方法
【課題】製品鋼材の品質を向上させ得る、連続式加熱炉の抽出ピッチ予測方法、連続式加熱炉、連続式加熱炉の操業方法、及び、鋼材の製造方法を提供する。
【解決手段】連続式加熱炉100へと装入される鋼片1、2、3、…の材料情報に基づいて、鋼片1、2、3、4…を、最出側グループAと、それ以外のグループBと、に分ける工程S2と、圧延能力最大時の圧延ピッチP1を予測する工程S4と、連続式加熱炉100の加熱能力最大時の加熱ピッチP2を演算する工程S5と、圧延工程90の休止時間を予測し休止時間迄に鋼片1、2、3、4…を抽出するための抽出ピッチP3を演算する工程S6、S9と、P1及至P3の最大ピッチPxを選択する工程S7と、圧延工程90における現在の圧延ピッチP4とP3とを比較して最大ピッチPyを選択する工程S11とを備え、グループAの抽出ピッチをPy、グループBの抽出ピッチをPxとする、連続式加熱炉の抽出ピッチ予測方法。
(もっと読む)
治具およびコアの熱処理方法
【課題】 長手方向の張力印加と同等の効果が期待できる熱処理用治具、およびその治具を用いた熱処理方法を提供する。
【解決手段】 合金薄帯を巻き回したコアへ熱処理中に応力をかけるための治具であって、前記治具は、前記合金薄帯よりも高い熱膨張率を有する高熱膨張部材が前記コアの内周側に配置された構造、もしくは、前記合金薄帯よりも低い熱膨張率を有する低熱膨張部材でかつ前記コアを取り囲むよう配置される固定部材を具備することを特徴。
(もっと読む)
焼入装置
【課題】油煙等の蒸気による誤検出を生じることなくワークの搬送機構を正常に動作させてワークの焼入処理を適正に行うことができるようにする。
【解決手段】焼入装置10は、焼入炉1、油槽2、引上げコンベア3、放射温度計8を備えている。焼入炉1は、ワークを加熱する。油槽2は、焼入炉1で加熱されたワークが浸漬される冷却油を収容する。引上げコンベア3は、間欠動作によって油槽2内から外部にワークを引き上げて受渡し位置7に搬送する。放射温度計8は、焼入炉1と油槽2との間においてワークが通過するシュート4内における温度を赤外線の放射量に基づいて測定する。放射温度計8の検出温度が所定の温度以上となった時を基準に引上げコンベア3の始動タイミングを決定する。
(もっと読む)
金属素材の変態量のオンライン測定装置
本発明は高温の金属素材を冷却する冷却熱処理工程で発生する金属素材の変態量をオンラインで測定する装置を提供する。
本発明による金属素材の変態量のオンライン測定装置は、両端が上記金属素材に向かって上記金属素材と離隔して設けられ、その表面部に開口部が形成されたU状のヨーク部材と、上記ヨーク部材の両端にそれぞれ提供された第1及び第2磁性体と、上記第1及び第2磁性体により上記第1磁性体、金属素材、第2磁性体及びヨーク部材で形成される磁気経路の磁束のうち上記開口部から漏れる磁束の強さを検出する磁束検出センサと、及び予め設定された漏れ磁束の強さと金属素材の変態量との相関関係を利用して上記検出された漏れ磁束の強さによる上記金属素材の変態量を測定する分析部とを含んで構成される。本発明によると冷却熱処理工程内の高温、高湿などの極端の環境でも金属素材の変態量をオンラインで正確に測定できる。
 (もっと読む)
(もっと読む)
熱間圧延線材の直接熱処理方法および装置
【課題】 冷却速度の制御幅を広げることができる熱間圧延線材の直接熱処理方法と装置を提供する。
【解決手段】 冷媒100でルーズコイル状の熱間圧延線材200を冷却する熱間圧延線材の直接熱処理方法である。この冷却は、ルーズコイル状の熱間圧延線材200を、貯留した冷媒に浸漬されることなく冷媒流に曝して行う。冷媒外に曝された熱間圧延線材200に直接冷媒流を供給することにより、冷媒中から噴流を供給する従来の熱処理方法に比べて、冷却速度の制御幅をより広範囲とすることができる。それに伴い、気液混合水などを冷媒としながら、溶融鉛並みの冷却速度で熱処理したり、熱処理工程の長手方向に冷却条件の異なる複数の冷却ゾーンを設けることができる。
(もっと読む)
肉厚に変動のある筒状部材の誘導加熱方法及び誘導加熱用治具
【課題】 肉厚に変動のある筒状部材の厚肉部と薄肉部を均一温度に加熱する誘導加熱方法と治具。
【解決手段】 肉厚に変動のある筒状部2に軸部1が接続された形状部材の、軸部1表面と筒状部2の内面が表面焼入れた筒状部材Wの焼戻しにおいて、筒状部2の薄肉部4の外側の面にシールド部材12を置き、その内側の面に熱吸収部材13を置いて、外側から加熱コイル5により誘導加熱して軸表面と筒状部内面とを同時に加熱して焼戻しする。
(もっと読む)
金属材料の材質分析方法および材料安定化方法並びに材質安定化装置
【課題】 処理工程から出力された段階での材質を安定化させる材質分析方法および材質安定化方法並びに材質安定化装置を提供する。
【解決手段】 金属材料の処理条件を検知するセンサSa1〜Scnと、これらのセンサによって検出された処理条件データが与えられる材質安定化装置20とを有し、この材質安定化装置は、処理条件データを蓄積する処理条件データ蓄積部20a,20b,20cと、処理条件データと製品試験データに基づき、処理条件を構成している各因子と材料特性との散布図を作成する散布図作成部20dと、各散布図における因子について数値の幅を所定の間隔に分割して階層化する階層化処理部20eと、その階層内で材料特性の値の平均値を求め、その平均値に基づいて相関式を算出する相関式算出部20fと、相関式を求めることによって相関の有無を判別し、相関の認められた因子を抽出するとともに、その抽出した因子を材質に影響を与える因子として次回の処理条件における調整項目に設定する設定部20g,20h,20iとを備えてなることを特徴とする。
(もっと読む)
焼鈍ラック
焼鈍フレーム、特に、熱処理加工間に押型されたアルミニウム部分を運搬する焼鈍フレームが記載されている。本発明は、焼鈍ラックエレメントへ配置することができ、そして、焼鈍材料を適合することができる焼鈍バスケット(13)少なくとも1つが提供されている焼鈍フレームエレメント(1)少なくとも1つを、前記焼鈍フレームが含むことを特徴とする。熱処理加工の間に運搬される前記の焼鈍バスケット(13)において、最も異なる形状を有する焼鈍材料を、非転覆及び滑り防止の方法で提供することができる。  (もっと読む)
(もっと読む)
鋼板連続焼鈍設備のガスジェット冷却装置と冷却制御方法
【課題】軟質鋼板から高強度鋼板(超ハイテン材)までの多種類の薄鋼板製品を製造するために必要な熱処理を、生産性を損なわずに行なうことができる連続焼鈍設備のガスジェット冷却装置およびその冷却制御方法を提供する。
【解決手段】鋼板連続焼鈍設備の均熱後の1次冷却帯で、その表面にノズルから気体を吹き付けて冷却するガスジェット冷却装置を、通板方向に設けた複数段冷却ユニット7a〜7dの冷却能力を独立して制御可能に、前段側の冷却ユニット7a、7bを緩冷可能に、後段側の冷却ユニット7c、7dを急冷可能になるように形成した。
(もっと読む)
1 - 20 / 23
[ Back to top ]