
Fターム[4K042AA15]の内容
物品の熱処理 (24,439) | 熱処理する特定物品の種類 (2,688) | 軸(棒、シャフトを含む) (413) | 異径軸 (36)
Fターム[4K042AA15]に分類される特許
1 - 20 / 36
ローター鍛造品の脱炭方法
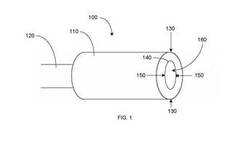
【課題】ローター鍛造品に関し、より詳細にはカスタマイズ可能な炭素含有率を得るための溶接プレップ位置におけるローター鍛造品の脱炭方法を提供する。
【解決手段】ローター鍛造品100は、脱炭手順に付される作用を受ける領域110と、脱炭に付されない作用を受けない領域120とを有するモノリシックの鍛造品からなる。ローター鍛造品100は、矢印130で表される外径と、矢印150で表される内径を有する輪郭に合致した(contoured)中央部分140とを有する。これらの内径と外径により画定される環状の表面160は、鍛造品100と別の同様に製造されたローター鍛造品との溶接を容易にするために溶接プレップが機械加工される位置を含んでいる。ローター鍛造品100の脱炭は、溶接プレップが位置する近傍に集中する。
(もっと読む)
ガス炉の制御装置及び方法

【課題】ガス炉の制御装置及び方法において、被加熱部材の高精度な熱処理を可能とする。
【解決手段】炉壁に複数のバーナ21を設けてガス炉11を構成し、炉内に支持された被加熱部材Wにおける薄肉の円筒部W1と中間部W2と厚肉の底部W3の温度を直接検出する温度検出器41,42,43を設け、制御装置47は、この温度検出器41,42,43が検出した被加熱部材Wの実体温度に基づいて、この実体温度が目標温度となるように、複数のバーナ21の出力を調節する。
(もっと読む)
誘導焼入装置および誘導焼入方法
【課題】第1加熱部および第2加熱部を有する軸状のワークにおいて、前記第1加熱部および第2加熱部を適切に加熱でき、その加熱制御も容易に行うことができる誘導焼入装置の提供。
【解決手段】誘導焼入装置は、ワークの第1加熱部に対して誘導加熱コイルを対向位置に定置させて低周波電力を前記コイルに供給して誘導加熱を行う定置加熱処理STEP2を定置時間実行した後、誘導加熱を行わない放冷処理STEP3を放冷時間実行する。その後、ワーク及び誘導加熱コイルを相対移動させながら、低周波電力および高周波電力を前記コイルに供給して加熱し、加熱された部分を冷却水で冷却して焼入れする焼入処理を実行する。定置加熱後に放冷処理を行っているので、第1加熱部に加えられた熱をその中心軸側に伝達させることができ、第1加熱部の外周面のオーバーヒートを防止しつつ、所定の深さまで焼入れすることができる。
(もっと読む)
ピニオンギヤ高周波加熱処理装置とその熱処理方法
【課題】ピニオンギヤのシャフト部に形成されるネジ部の円周上を均一に加熱して加熱斑を防止して熱処理の信頼性向上を図り、さらに装置のコスト、コンパクト化を図ったピニオンギヤの熱処理装置および熱処理方法を提供する。
【解決手段】ピニオンギヤ7の軸部72を環状に囲繞する高周波加熱コイル61と、軸部72の軸線GLが高周波加熱コイル61の軸線CLと略一致すると共に、高周波加熱コイル61の内周面と軸部72の外周面とに全周にわたり均一な隙間63を有するように軸部72を内嵌してピニオンギヤ7を支持する筒状のガイド部材4と、ガイド部材4をガイド部材4の軸線RL周りに回動させる歯車機構3と、歯車機構3を駆動する駆動モータ31と、該駆動モータ31及び加熱装置6を制御する制御装置11とを備えている。
(もっと読む)
自動車部品並びにその製造方法及び製造装置
【課題】 部品の焼戻しおよび塗装剤の焼付けにおける処理時間の短縮化およびコスト低減を図る。
【解決手段】 高周波焼入れ後に外表面に塗装剤が塗布された金属製の外側継手部材10を移送する搬送路20と、その搬送路20の部品移送方向に沿って配設され、外側継手部材10の焼戻しと塗装剤焼付けとを同時に行う高周波誘導コイル21,22とで構成されている。
(もっと読む)
通電加熱方法及び通電加熱装置
【課題】ワークの背面と歯面の焼入れや焼鈍しを略連続した一つの作業サイクル内で行うことができて、焼入れや焼鈍し作業の能率向上を図ると共に、背面と歯面に高精度な焼入れや焼鈍し品質を容易に得ることが可能な通電加熱方法及び通電加熱装置を提供する。
【解決手段】切替手段を背面側に切り替えて、支持手段で支持されたワークの背面の長手方向加熱範囲両端部に一対の第1接触子を接触させ該接触子に電源装置から背面用の所定の周波数及び出力の電流を供給して背面を通電加熱するステップと、該ステップ後に切替手段を歯面側に切り替えて、ワークの歯面の長手方向加熱範囲両端部に一対の第2接触子を接触させ該接触子に電源装置から歯面用の所定の周波数及び出力の電流を供給して歯面を通電加熱するステップと、を備えることを特徴とする。
(もっと読む)
ワークの焼入れ方法及び装置
【課題】ワークへのパーライトやベイナイトの生成を防止するとともに、ワークに生じる歪を抑制するワークの焼入れ方法及び装置を提供する。
【解決手段】ワーク焼入れ方法は、ワークを浸炭処理する浸炭処理工程(a)と、浸炭処理されたワークを冷却する高温緩冷却工程(b)と、緩冷されたワークを恒温変態曲線とマルテンサイト変態開始温度との間の温度に急速冷却する急速冷却工程(c)と、急冷されたワークの温度を恒温変態曲線とマルテンサイト変態開始温度との間の温度に保持するMs点直上恒温保持工程(d)と、恒温保持されたワークを再び急冷する急速冷却工程(c)とからなる。
(もっと読む)
鉄筋コンクリート造構造物用鉄筋の製造方法
【課題】コンクリート強度が200N/mm2に向上したことに対応し、超高強度を有する鉄筋コンクリート造構造物用鉄筋の製造方法を提供する。
【解決手段】化学成分がC:0.25%〜0.50%,Si:2.00%以下,Mn:2.00%以下,残部が鉄及び不可避不純物である鋳片に熱間で圧延成形処理を行って、全長にわたって断面非円形を有する異形棒鋼とする第1ステップと、第1ステップで得られた異形棒鋼に対して焼入処理と焼戻処理とを順に行う第2ステップと、を含み、第2ステップで得られた鉄筋コンクリート造構造物用鉄筋が980N/mm2以上の降伏点又は0.2%の耐力の材料基準強度を有する。特に、焼戻処理における焼戻温度が400℃〜750℃である。
(もっと読む)
高周波誘導加熱装置
【課題】ワークの焼入れと焼鈍しを略連続した一つの作業サイクル内で行うことができて、焼入れ焼鈍し作業の能率向上を図ると共に、良好な焼入れ焼鈍し品質を容易に得ることが可能な高周波誘導加熱装置を提供する。
【解決手段】支持手段で支持されたワークの焼入れ焼鈍し部位に配置された加熱コイルと、該加熱コイルに所定周波数の高周波電流を供給する高周波電源装置と、前記ワークを冷却可能な冷却手段と、これらを制御する制御手段と、を備え、前記高周波電源装置は、焼入れ用の高周波電流を前記加熱コイルに供給可能な第1電源手段と、焼鈍し用の高周波電流を前記加熱コイルに供給可能な第2電源手段を有し、前記制御手段は、前記第1電源手段と冷却手段を制御してワークを焼入れすると共に、該焼入れに略連続状態で前記第2電源手段を制御してワークを焼鈍しすることを特徴とする。
(もっと読む)
高周波誘導加熱方法及び高周波誘導加熱装置
【課題】軸方向の位置によって昇温容易な部位と昇温困難な部位を有するワークを良好に加熱処理する高周波誘導加熱方法及び高周波誘導加熱装置を提供することである。
【解決手段】ワーク10を所定の焼入温度まで昇温した後に急冷する焼入工程と、その後に焼入温度よりも低い温度まで昇温した後に徐冷する再加熱工程を有し、ワークの焼入する部位の長さ及び再加熱する部位の長さに応じた全長を有し、且つ、軸方向の部位によって発生する磁力線密度が異なる部位を有する誘導加熱コイル2を使用して、焼入工程においては、発生する磁界の磁力線密度が高い部位をワーク10の昇温困難な部位10aに近接して焼入し、再加熱工程においては、焼入工程と同一の誘導加熱コイル2で熱処理すると共に、ワーク昇温の際に誘導加熱コイル2とワーク10の軸方向の相対位置を変更する。
(もっと読む)
直接通電式焼入装置及び直接通電式焼入方法
【課題】簡便な構造でワークの曲がり変形を効果的に低減することができる直接通電焼入装置を提供すること。
【解決手段】ワーク1に対して高周波電流を直接通電して焼入れを施す直接通電式焼入装置100であって、ワーク長手方向に延在する焼入れ対象部位1aの両端部に接触して配置され、高周波電流を通電するための一対の電極10,11と、間隔を空けてワーク1の長手方向に配置され、ワーク1を一対の電極10,11に対して押圧して保持する一対の押圧部材と12,13を備え、一対の押圧部材12,13の間隔を調節することによって、焼入れにてワーク1に作用する曲げモーメントと逆方向の曲げモーメントをワーク1に付与しながら焼入れを施す。
(もっと読む)
高周波焼入れ用コイル装置
【課題】ワーク挿通孔の端縁に凸部を設けると共にこの凸部の外周側に噴射孔を設けることにより、冷却水の飛散を抑制しつつ残水のワークへの付着を抑制する等して、軸状ワークの軸部端面に高品質な焼入れ状態を安定して得ることが可能な高周波焼入れ用コイル装置を提供する。
【解決手段】中心部にワーク挿通孔を有して平面視略円環状に形成されたコイル部と、該コイル部の両端部を支持すると共に高周波電流発生装置に接続可能なホルダーと、を備えて軸状ワークを焼入れ可能な高周波焼入れ用コイル装置であって、コイル部は、ワーク挿通孔の端縁にコイル部の表面側に突出する円環状の凸部が形成されると共に、該凸部の外側にコイル部に設けた冷却水流路内の冷却水を軸状ワークの焼入れ部分に噴射可能な噴射孔が設けられていることを特徴とする。
(もっと読む)
歯車と段付き軸の誘導加熱装置、並びに、誘導加熱方法
【課題】歯車と段付き軸を同時に良好に誘導加熱できる誘導加熱装置、並びに、誘導加熱方法を提供することである。
【解決手段】歯車16と段付き軸15の誘導加熱装置10であって、歯車16の周囲に環状コイル1を配置し、段付き軸15に対して軸方向にラインコイル2を対向配置し、環状コイル1とラインコイル2には各々別の周波数の交流電流を供給する。また、段付き軸15と歯車16の境界部17に、ラインコイル2の一部を対向配置し、環状コイル1による歯車16の焼入パターンと、ラインコイル2による段付き軸15の焼入パターンとをつなげる。
(もっと読む)
高周波誘導加熱装置
【課題】コイル寿命の向上を図ることができ、しかも、焼入れ品質を低下させることなく、高品質の硬化層を形成することが可能な高周波誘導加熱装置を提供する。
【解決手段】軸部33を有する金属部品に対して、軸部33の外径面に硬化層Sを形成する高周波誘導加熱装置である。高周波電流が印加される四角形断面の角パイプからなる加熱コイル40を備える。加熱コイル40は、四半弧円状の第1上わたり部41と、第1上わたり部から軸部33の軸方向に下方に延びる第1柱部43と、第1柱部43から延びる半弧円状の下わたり部45と、下わたり部45から軸部33の軸方向に上方に延びる第2柱部44と、第2柱部44から延びる四半弧円状の第2上わたり部42とを有する。第1上わたり部41と第2上わたり部42とにおいて、下面41a、42aと内径面41b、42bとのコーナ部に面取り部50を設けた。
(もっと読む)
高周波誘導加熱用コイルとその製造方法及び自動車用部品
【課題】コイルの構成部品の接合強度を確保しつつ、かつその接合作業を容易に行い得るようにする。
【解決手段】複数の樋状部材7と、この樋状部材7の開口部を覆う蓋8とで構成されるコイル1において、この隣り合う樋状部材7、7同士の接続箇所、及び、樋状部材7への蓋8の嵌め込み箇所に電子ビーム9を走査しつつ照射し、この照射によってこの接続箇所等を溶接する。この溶接によって、樋状部材7と蓋8が一体化して、その溶接部において高い強度を得ることができる。また、この電子ビーム9による溶接作業は、ロウ材を用いないで行うので、その作業が簡便となって作業者の熟練度も必要としない。このため、この作業コストの抑制を図ることができる。
(もっと読む)
高周波誘導加熱用コイル及びその製造方法と自動車用動力伝達部品
【課題】軸方向に外径が異なる回転軸の被熱処理部を均一に熱処理するとともに、この熱処理の際に高周波誘導加熱用コイルが冷却不均一に起因した熱応力で劣化するのを防止する。
【解決手段】互いに左右対称形状あるいは左右非対称形状である第1及び第2の樋状部材2a、2bと、この両樋状部材2a、2bの開口部3を覆う複数の蓋4とで高周波誘導加熱用コイル1を構成する。この樋状部材2は、回転軸5の外形に沿うように、円弧部6、9、直胴部7、拡径部8が形成され、この回転軸5の被熱処理部を均一に加熱し得るようになっている。この拡径部8においては、その内径とともに外径も拡径させることで、コイル1の断面積を確保している。このためコイル1の冷却が均一に行われ、熱応力に起因してコイル1の劣化が進むのを防止することができる。
(もっと読む)
高周波加熱コイル
【課題】高周波加熱コイルの出力を下げることなく、先リング部のワーク段付きコーナ側と対向する角の稜線に沿う部分での局部的に大きい発熱を抑制することである。
【解決手段】多角形パイプで形成された先リング部5の、ワークとしてのハブ輪31の段付き部分31cの段付きコーナ側と対向する角の稜線に沿ってR面取り5aを設けることにより、この稜線に沿う部分での電流を分散させ、高周波加熱コイル1の出力を下げることなく、先リング部5のワーク段付きコーナ側と対向する角の稜線に沿う部分での局部的に大きい発熱を抑制できるようにした。
(もっと読む)
高周波加熱コイル
【課題】ヘアピン型高周波加熱コイルの先リング部でのローレンツ力による疲労を軽減し、その内径側での亀裂の発生を防止することである。
【解決手段】先リング部5の外径側へ放射状に延びる複数の舌片9を設け、先リング部5の外径側で環状に連なるコイル支持部材21の環状部にこれらの各舌片9を固定することにより、コイル支持部材21を利用して、先リング部5の拡径変形を抑制し、先リング部5でのローレンツ力による疲労を軽減して、その内径側での亀裂の発生を防止できるようにした。
(もっと読む)
ワークの製造方法
【課題】段差部又は溝部を有するワークを高周波焼入れする工程を有するワークの製造方法において、製造コストを低くする。
【解決手段】本発明に係るワーク10の製造方法は、ワーク10に高周波焼入れする工程において、高周波コイル21及び冷却装置22を、この順にワークの表面に沿って相対的に移動させ、高部11及び低部12の境界である段差を焼入れするときに、高周波コイル21で段差を加熱しつつ、段差を形成する高部11の端部11aを冷却装置22で冷却し、かつ高周波コイル21への入力をパルス状にすることを特徴とする。
(もっと読む)
CVT用シャフト及びその製造方法
【課題】別部材よりなるシャフトとシーブとを一体化させて固定し、寸法精度や耐久性に優れ、さらには生産性の向上、コストの低減を図ることができるCVT用シャフト及びその製造方法を提供すること。
【解決手段】棒状のシャフト部2と、シャフト部2に外挿する円盤状のシーブ部3を塑性結合部4と圧入部5とを介して結合してなる。シーブ部3は、シャフト部を挿入する挿入穴を有し、挿入穴は、結合内面部と圧入内面部とを軸方向に連ねて、圧入内面部がシーブ面に近い側に位置するように設けてなる。結合内面部の内周面には、軸方向に歯筋を有すると共に内方に突出する複数の歯部を有している。シャフト部2は、結合外面部と圧入外面部とを軸方向に連ねて有している。結合外面部に歯部を食い込ませて結合外面部の一部を塑性流動させた上記塑性結合部4を形成すると共に、圧入内面部に圧入外面部を圧入した圧入部5を形成する。
(もっと読む)
1 - 20 / 36
[ Back to top ]