
Fターム[4K042CA08]の内容
物品の熱処理 (24,439) | 合金成分及び鋼種 (6,105) | 合金成分を規定するもの (5,737) | Mo (783)
Fターム[4K042CA08]に分類される特許
141 - 160 / 783
熱間プレス方法、および成形品の製造方法
【課題】良好な形状で高強度の部品を効率よく製造することが可能な熱間プレス方法を提供する。
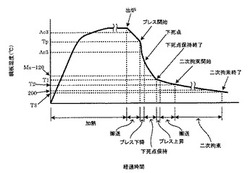
【解決手段】質量%にて、Cを0.08%以上0.45%以下、MnおよびCrの合計が0.5%以上3.0%以下、残部がC、Mn、Cr以外の任意の添加物、Fe、および不可避的不純物である化学成分からなり、Ac3点以上の温度に加熱された鋼板をAr3点以上のプレス開始温度から金型にてプレス成形する方法であって、鋼板を金型の下死点にて拘束しながら鋼板の臨界冷却速度以上の冷却速度で200℃以上(Ms−120)℃以下の温度にまで冷却し、次いで、鋼板を金型から取り出し、金型による下死点での拘束終了からの鋼板の温度降下量が15℃以上となる前に金型とは異なる手段で拘束を開始し、200℃未満の温度にまで冷却する過程を含むことを特徴とする。
(もっと読む)
耐摩耗性に優れたパーライトレール及びその製造方法

【課題】重荷重鉄道で使用されるレールにおいて、頭部の耐摩耗性と延性を同時に向上させることを目的としたパーライトレールを提供する。
【解決手段】質量%で、C:0.65〜1.20%、Cu:0.3〜2.0%を含有し残部はFe及び不可避的不純物からなる鋼レールにおいて、パーライト組織のフェライト相中の固溶Cu量が0.25%以下であり、頭頂部の硬度が340Hv以上であることを特徴とする耐磨耗性及び延性に優れたパーライトレール。
(もっと読む)
熱間プレス鋼材の製造方法
【課題】熱処理による鋼のスケール発生を抑制することができ、溶接性や塗装密着性に優れた熱処理鋼材を製造する手段を提供する。
【解決手段】無機系バインダーと金属顔料とを媒体中に含有する表面処理液を基材に接触させてその表面に該表面処理液からなる液層を形成する接触工程と,接触工程を経てその表面に表面処理液からなる液層が形成された基材を乾燥させて,該基材の表面に保護被膜を形成して熱処理用鋼材とする乾燥工程とを備える接触工程,当該熱間プレス用鋼材をAc3点以上の温度に加熱してその状態を所定の時間維持する加熱工程と、所定の時間の維持が終了した鋼材を冷却して焼き入れを行う冷却工程を有するとともに、加熱工程における加熱により変形抵抗が低下した鋼材をプレス加工することで鋼材の形状加工を行うプレス工程を有する熱間プレス工程を備える熱間プレス鋼材の製造方法であって,表面処理液に含有される金属顔料は,該金属顔料と無機系バインダーの固形分との合計量に対し,酸化亜鉛粉を5〜20質量%,真鍮箔等を10〜25質量%含有し,耐高温酸化性金属粉を含有しない。
(もっと読む)
クランクシャフトおよびその製造方法
【課題】クランクシャフトの製造において、フェライトの生成を極力抑制して窒化時の時効硬化を円滑に進行させる。
【解決手段】熱間鍛造後に冷却され、金属組織におけるベイナイトの面積率が70%以上であり、下記数1〜数3において、3.80<Kf、Hf<19.5、Hg>18.8を満たす。
[数1]
Kf=5[C%]−0.168[Si%]+1.8[Mn%]+0.4[Cr%]+2.5[Mo%]+1.5[V%]−1
[数2]
Hf=24.96×([C%]−(1/18)[Si%]+(1/12)[Mn%]+(1/6)[Cr%]+0.01+(1/7)[Mo%]+(4/5)[V%])
[数3]
Hg=32.16×([C%]+(3/13)[Si%]+(1/22)[Mn%]+(1/18)[Cr%]+(3/10)[Mo%]+(5/7)[V%])
(もっと読む)
鍛鋼品及び組立型クランク軸
【課題】炭素鋼からなる鍛鋼品の耐水素割れ性を、合金元素添加という手段によらずに、組織設計によって向上させること。
【解決手段】C:0.15〜0.5%、Si:0.6%以下(0%を含まない)、Mn:0.5〜1.5%、Ni:0.1〜2.5%、Cr:0.1〜2.5%、Mo:0.01〜0.7%、S:0.0002〜0.01%、O:0.002%以下(0%を含まない)、を含有し残部が鉄及び不可避的不純物からなり、深さD/4(D:鍛鋼品断面の円相当径)の位置における鋼断面は、フェライト組織またはフェライト−パーライト混合組織で構成される健全部と残部(以下、「マクロ偏析部」と記載する)で構成され、前記鋼断面に対する前記健全部の割合が90面積%以上であり、前記マクロ偏析部における(パーライトの平均粒径)/(フェライトの平均粒径)が3.0以上である鍛鋼品を製造する。
(もっと読む)
自動車懸架用コイルばねの製造方法及び自動車懸架用コイルばね
【課題】 耐へたり性、耐久性、耐腐食疲労性に優れた自動車懸架用コイルばねを製造するための技術を提供する。
【解決手段】 本発明の自動車懸架用コイルばねの製造方法は、成形後のコイルに対して熱処理を行い、熱処理後のコイルに対して温間ショットピーニングを行い、前記温間ショットピーニング後のコイルに対してホットセッチングを行う。この自動車懸架用コイルばねの製造方法では、質量比にしてC:0.35〜0.55%、Si:1.60〜3.00%、Mn:0.20〜1.50%、Cr:0.10〜1.50%を含有するとともに、Ni:0.40〜3.00%、Mo:0.05〜0.50%、V:0.05〜0.50%のうちいずれか1種類以上を含有し、残部がFe及び不可避不純物からなる鋼を素材としてもよい。
(もっと読む)
高強度ばね用鋼
【課題】ばね用鋼をコイリングしてコイルばねに加工する際に、コイリング後に行う焼入れ後の焼戻し処理を省略しても高強度と良好な腐食疲労特性を両立し、さらに低温靭性にも優れるコイルばねを提供できるばね用鋼を提供する。
【解決手段】C:0.15〜0.40%、Si:1〜3.5%、Mn:0.20〜2.0%を含有するとともに、Ti:0.005〜0.10%、Nb:0.005〜0.05%、およびV:0.25%以下よりなる群から選択される少なくとも1種、Cr:0.05〜1.20%、P:0.030%以下、S:0.02%以下を含有し、残部が鉄および不可避不純物からなり、下記式(1)で示される炭素当量Ceq1が0.55以下であるばね用鋼。
Ceq1=[C]+0.108×[Si]−0.067×[Mn]+0.024×[Cr]−0.05×[Ni]+0.074[V] ・・・(1)
(もっと読む)
差動歯車およびその製造方法
【課題】低〜中サイクル域における疲労強度を大幅に向上させた差動歯車の提供。
【解決手段】生地の鋼が、C:0.35〜0.45%、Si≦0.10%、Mn:0.50〜1.0%、P≦0.015%、S≦0.030%、Cr:0.05〜0.15%、Mo:0.15〜0.25%、Al:0.01〜0.05%、N≦0.010%、O≦0.0020%、B:0.0010〜0.0030%及びTi:0.010〜0.045%を含み、残部はFeと不純物からなる化学組成を有する鋼であり、かつ、硬化層深さ:0.80〜1.50mm、硬化層の旧オーステナイト平均粒径≦12μm、歯元部の表面から50μm位置での残留応力≦−700MPa、〔(表層部のビッカース硬さ)−(芯部のビッカース硬さ)〕で表されるΔHVの値:10〜40を満たす差動歯車。さらに表層部の全脱炭層深さ≦0.015mm、表層部のC量:0.35〜0.50%を満たしてもよい。
(もっと読む)
表面特性に優れた熱間プレス用亜鉛めっき鋼板並びにこれを利用した熱間プレス成形部品及びその製造方法
本発明の一側面は表面から深さ1μm以内に、酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の表面拡散層を含む素地鋼板と、上記酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の表面拡散層上に形成されたAlを30重量%以上含むAl濃化層と、上記Al濃化層上に形成された亜鉛めっき層を含み、上記表面拡散層と上記Al濃化層の間には平均厚さが150nm以下の焼鈍酸化物が不連続的に分布し、上記素地鋼板の表面から深さ1μm以内に上記酸化反応時に酸素1モール当たりのギブス自由エネルギー減少量がCrより小さい金属の含量が0.1重量%以上である表面特性に優れた熱間プレス用亜鉛めっき鋼板を提供することで、焼鈍前に酸素親和力の少ない金属を有効な厚さにコーティングし、鋼板表面に焼鈍酸化物が生成することを抑制して均一な亜鉛めっき層を形成し、プレス加工熱処理時に亜鉛めっき層の合金化が促進されて亜鉛めっき層の溶融温度が短時間内に上昇することで、めっき層の劣化を防止することができ、熱間プレス成形後に形成された内部酸化物の発生を最小化することができる。
また、本発明の他の一側面によると、熱間プレス加熱時にめっき層の表面に亜鉛めっき層の劣化を防止することができる酸化物層を形成させ、めっき層内のZn、Fe及び金属の3元相を形成させて亜鉛めっき層を安定的に保持することができ、表面状態を良好に確保してリン酸塩処理性に優れ、別途のリン酸塩処理をしなくても電着塗装時に塗装性及び途膜密着性を確保することができ、熱間プレス成形時に素地鋼板にクラックが発生することを防止して加工性を向上させることができる。 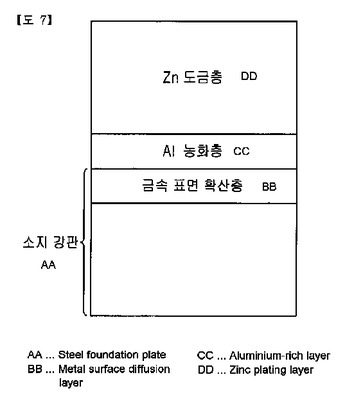 (もっと読む)
(もっと読む)
インペラ素材の製造方法
【課題】コストアップに繋がる金属元素量を増やすことなく、強度に加え、耐久性、低温靭性に優れる回転機械のインペラ素材を提供する。
【解決手段】質量%で、C:0.29〜0.35%、Si:0.15〜0.35%、Mn:0.60〜0.90%、Ni:1.60〜2.00%、Cr:0.77〜1.00%、Mo:0.15〜0.30%、残部Feならびに不純物元素からなる合金鋳塊を熱間鍛造した後に、焼入れ、焼戻しするインペラ素材の製造方法であって、焼入れ前のオーステナイト結晶粒度を30〜200μmとし、焼入れ後の金属組織の80%以上を、ベイナイト相又はベイナイト相とマルテンサイト相が占める。焼入れ後の金属組織の90%以上をベイナイト組織とすることが好ましく、また、合金鋳塊は、C、Ni及びCrの含有量が、C:0.30〜0.34%、Ni:1.70〜2.00%、Cr:0.80〜0.95%であることが好ましい。
(もっと読む)
軟窒化歯車
【課題】製造性と疲労特性に優れ、自動車、建設機械用として好ましい軟窒化歯車を提供する。
【解決手段】質量%で、C≦0.15%、Si≦0.5%、Mn≦2.5%、Ti:0.03〜0.35%、Mo:0.03〜0.8%、必要に応じて、Nb≦0.08%、V≦0.3%、W≦1.5%の一種または二種以上を含み、且つ下記式を満足し、残部Feおよび不可避的不純物からなる、軟窒化後において、ベイナイト面積率50%以上の組織を有し、ベイナイト相中に粒径が10nm未満の微細析出物が全析出物の90%以上、分散析出した歯車。0.5≦(C/12)/{(Ti/48)+(Mo/96)+(Nb/93)+(V/51)+(W/184)}≦1.5、各元素は含有量(mass%)で含有しない元素は0とする。
(もっと読む)
軌道輪の製造方法および転がり軸受の製造方法
【課題】焼入装置の製作コストを抑制しつつ、焼入硬化層を転走面に沿って全周にわたって均質に形成するとともに、転走面の硬度の低下を抑制しつつ嵌め合い面にも焼入硬化層を形成することが可能な軌道輪の製造方法を提供する。
【解決手段】転がり軸受の軌道輪の製造方法は、成形体を準備する工程(S10)と、転走面となるべき環状領域の一部に面するように配置された誘導加熱部材を、環状領域の周方向に沿って相対的に回転させることにより、成形体に加熱領域を形成する工程(S30)と、加熱領域全体をMS点以下の温度に同時に冷却する工程(S40)と、嵌め合い面となるべき領域の一部に面するように配置された他の誘導加熱部材を周方向に沿って相対的に移動させるとともに、他の誘導加熱部材を追動する冷却部材により、加熱された領域を冷却することで嵌め合い面焼入層を形成する工程(S50)とを備えている。
(もっと読む)
軌道輪の製造方法、軌道輪および転がり軸受
【課題】焼入装置の製作コストを抑制しつつ、高周波焼入によって焼入硬化層を転走面に沿って全周にわたって均質に形成することが可能な軌道輪の製造方法を提供する。
【解決手段】転がり軸受の軌道輪の製造方法は、0.43〜0.65%の炭素と、0.15〜0.35%の珪素と、0.60〜1.10%のマンガンと、0.30〜1.20%のクロムと、0.15〜0.75%のモリブデンとを含有し、残部鉄および不純物からなる鋼から構成される成形体を準備する工程(S10)と、成形体において軌道輪の転走面となるべき環状領域の一部に面するように配置され、成形体を誘導加熱する誘導加熱部材を、環状領域の周方向に沿って相対的に回転させることにより、成形体にA1点以上の温度に加熱された環状の加熱領域を形成する工程(S30)と、加熱領域全体をMS点以下の温度に同時に冷却する工程(S40)とを備えている。
(もっと読む)
クランクシャフトの製造方法
【課題】 従来に比較して、高い疲労強度でありながら且つ曲げ矯正性にも優れたクランクシャフト部材を与えるための製造方法を提供する。
【解決手段】曲げ矯正ステップを経て供与されるクランクシャフトの製造方法である。所定成分組成の鋼を1100℃以上の温度で粗鍛造する熱間鍛造ステップと、機械加工によりクランクシャフト形状を与える機械加工ステップと、クランクシャフト形状のR角部の表面に冷間圧延加工を与える表面圧延ステップと、軟窒化処理を施す軟窒化処理ステップと、を含むことを特徴とする。
(もっと読む)
エッジ部を有するワークの浸炭方法
【課題】エッジ部を有する各種ワークをプラズマ浸炭方法で浸炭を行う際、エッジ部と平坦部との炭素濃度の差が小さく、冷却時にエッジ部に生じる網状の炭化物の生成を抑制し、さらに特許文献1に記載の方法における課題も同時に解決すること。
【解決手段】真空炉内に、エッジ部を有するワークを収容し、該真空炉内に浸炭性ガスを供給してグロー放電するプラズマ浸炭処理(浸炭処理工程)を施した後、引き続きアルゴンに代表される不活性ガスを含む中性あるいは還元性のガスプラズマ処理によりワーク表面層の炭素をワーク内部に拡散させる工程(拡散工程)を有することを特徴とする、エッジ部を有するワークの浸炭方法。
(もっと読む)
軌道輪および転がり軸受の製造方法
【課題】焼入装置の製作コストを抑制しつつ、高周波焼入によって焼入硬化層を転走面に沿って全周にわたって均質に形成することが可能な軌道輪および転がり軸受の製造方法を提供する。
【解決手段】転がり軸受の軌道輪の製造方法は、鋼から構成される成形体を準備する工程(S10)と、成形体において軌道輪の転走面となるべき環状領域の一部に面するように配置され、成形体を誘導加熱する誘導加熱コイルを、環状領域の周方向に沿って相対的に回転させることにより、成形体にA1点以上の温度に加熱された環状の加熱領域を形成する工程(S30)と、加熱領域全体をMS点以下の温度に同時に冷却する工程(S40)とを備えている。そして、加熱領域を形成する工程(S30)では、環状領域に面して環状領域の加熱に寄与する領域が同一平面内に含まれる形状を有する誘導加熱コイルが用いられる。
(もっと読む)
転動疲労寿命に優れた鋼材
【課題】製造性を悪化させることなく、転動疲労寿命を更に向上させることのできる鋼材を提供する。
【解決手段】C:0.65〜1.30%、Si:0.05〜1.00%、Mn:0.1〜2.00%、P:0.050%以下(0%を含まない)、S:0.050%以下(0%を含まない)、Cr:0.15〜2.00%、Al:0.010〜0.100%、N:0.025%以下(0%を含まない)、Ti:0.015%以下(0%を含まない)およびO:0.0025%以下(0%を含まない)を夫々含み、残部が鉄および不可避不純物からなり、鋼中に分散するAl系窒素化合物の平均円相当直径が25〜200nmであると共に、円相当直径が25〜200nmのAl系窒素化合物の個数密度が1.1個/μm2以上、6.0個/μm2以下である。
(もっと読む)
機械部品の製造方法
【課題】軟質の鋼材を用いても、製品の強度を十分に確保することができ、前記変形抵抗と部品強度との両立を図れる、冷間鍛造を用いた機械部品の製造方法を提供する。
【解決手段】C含有量を0.06質量%以下の極低炭素領域に下げた軟質の機械構造用鋼を冷間鍛造して機械部品を製造するに際し、前記機械部品の部分的な高強度化領域に対応する素材機械構造用鋼における部分的な高強度化領域の固溶N量を高強度化のために必要な量に予め高めた上で、この部分的な高強度化領域に対して200℃以下の雰囲気温度で塑性ひずみを付与する冷間鍛造を行い、前記機械部品の部分的な高強度化領域の強度を高めるとともに、前記機械部品形状とする。
(もっと読む)
軌道輪および転がり軸受
【課題】焼入硬化層が転走面に沿って形成され、耐久性が向上した大型の転がり軸受の軌道輪および当該軌道輪を備えた転がり軸受を提供する。
【解決手段】1000mm以上の内径を有する複列円すいころ軸受1の外輪11および内輪12は、ころ13が転走すべき面である転走面11A,12Aを含むように転走面11A,12Aに沿って全周にわたって形成された転走面焼入層11C,12Cと、他の部材に嵌め合う嵌め合い面11B,12Bを含むように嵌め合い面11B,12Bに沿って形成された嵌め合い面焼入層11D,12Dと、転走面焼入層11C,12Cと嵌め合い面焼入層11D,12Dとの間に形成された非硬化領域11E,12Eとを備えている。そして、嵌め合い面焼入層11D,12Dの厚みは転走面焼入層11C,12Cの厚みよりも小さくなっている。
(もっと読む)
熱間プレス成形部品およびその製造方法
【課題】Zn系めっき鋼板を素材として熱間プレス成形により、所望の高強度および寸法精度を有するのみならず要求される部位に十分な付着量のめっき皮膜を有し、さらに安価な熱間プレス成形部品を提供する。
【解決手段】Zn系めっき鋼板1における第1の部分2の温度が500℃以下であり、かつ第2の部分3の温度がZn系めっき鋼板1の素材鋼板のA1変態点以上1100℃以下となるように、加熱し、第2の部分3の温度が素材鋼板のA1変態点以上であるときにZn系めっき鋼板1に対するプレス成形を開始し、このプレス成形の途中もしくは完了後にZn系めっき鋼板1を臨界冷却速度以上の冷却速度で冷却することにより、熱間プレス成形部品5を製造する。第1の部分6が十分な付着量のめっき皮膜を有する。
(もっと読む)
141 - 160 / 783
[ Back to top ]