
Fターム[4K042CA08]の内容
物品の熱処理 (24,439) | 合金成分及び鋼種 (6,105) | 合金成分を規定するもの (5,737) | Mo (783)
Fターム[4K042CA08]に分類される特許
81 - 100 / 783
鍛造用耐熱鋼、鍛造用耐熱鋼の製造方法、鍛造部品および鍛造部品の製造方法
【課題】優れた、長時間クリープ破断寿命、クリープ破断延性や靭性、耐水蒸気酸化性を兼備した鍛造用耐熱鋼およびその製造方法、この鍛造用耐熱鋼を用いて構成された鍛造部品およびその製造方法を提供する。
【解決手段】鍛造用耐熱鋼は、質量%で、C:0.05〜0.2、Si:0.01〜0.1、Mn:0.01〜0.15、Ni:0.05〜1、Cr:8以上10未満、Mo:0.05〜1、V:0.05〜0.3、Co:1〜5、W:1〜2.2、N:0.01以上0.015未満、Nb:0.01〜0.15、B:0.003〜0.03を含有し、残部がFeおよび不可避的不純物からなる。
(もっと読む)
高強度、高靭性リンクチェーンとその製造方法
【課題】リンクチェーンの高強度化、特殊環境下或いは屋外環境下における突発的な破壊を防止するリンクチェーンの耐遅れ破壊向上、更に寒冷地などの低温環境下における脆性破壊を防止できる高強度、高靭性リンクチェーンとその製造方法を提供する。
【解決手段】質量%で、C:0.15〜0.8%,Si:0.2〜2.0%,Mn:0.6〜2.5%,Al:0〜0.005%,P:0.05%以下、S:0.05%以下,Cr:0.4〜2.0%,Mo:0.5%以下,B:0.0005〜0.005%を含み、残部Fe及び不可避的不純物からなり、鋼組織として鋼中に、体積率で、残留オーステナイトを5〜15%、ベイニティックフェライトとポリゴナルフェライトを10%以下、炭素濃化処理マルテンサイトを90%以上を含み、動的靭性値が80J/cm2以上、静的靭性値が120MPa−m1/2以上を有する高強度、高靭性リンクチェーン。
(もっと読む)
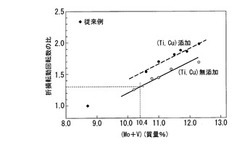
熱間圧延用遠心鋳造製ロール外層材および複合ロール
【課題】耐摩耗性、およびロール表層の耐疲労性に優れた熱間圧延用遠心鋳造製ロール外層材および遠心鋳造製複合ロールを提供する。
【解決手段】外層を、質量%で、C:2.2〜2.8%、Si:0.2〜0.7%、Mn:0.2〜0.7%、Cr:5.0〜8.0%、Mo:4.4〜6.0%、V:5.3〜7.0%、Nb:0.6〜1.3%、Ti:0.002〜0.1%、Cu:0.01〜0.2%を、10.4<(Mo+V)≦12.5、および0.6≦(C−0.24V−0.13Nb−0.25Ti)≦1.3(ここで、Mo、V、C、Nb:各元素の含有量(質量%))を満足するように含有し、残部Feおよび不可避的不純物からなる組成を有する遠心鋳造製外層材とし、該外層材に軸材を溶着一体化した複合ロールとする。これにより、耐摩耗性に優れるとともに、表層の耐疲労性にも優れた、熱間仕上圧延後段用ロールとして好適な遠心鋳造製複合ロールとなる。
(もっと読む)
転動軸
【課題】塑性変形、白色はく離、およびエッジロードによる摩耗などの不具合が防止される、耐久性の高い転動軸を提供する。
【解決手段】C:0.35〜0.5質量%、Cr:2.5〜7.0質量%、Mo:0.5〜3.0質量%、Mn:0.5〜2.0質量%、Si:0.1〜1.5質量%含有する合金鋼であり、浸炭窒化処理と焼入れと焼戻しとにより、Nをさらに含有し、表面から50μmの位置のN含有量は0.25〜0.7質量%で、表面硬さHvは650以上900以下で、部材全体の平均残留オーステナイト量(体積%)が、前記Cr、Mo、Siの含有量の和(質量%)の2.0倍以下で、表面から50μmの位置の残留オーステナイト量は、15〜45体積%で、さらに表面から50μm位置の、Si含有量、N含有量、残留オーステナイト量が、次の関係式:(Si含有量(質量%)+N含有量(質量%))/残留オーステナイト量(体積%)>0.01を満たす。
(もっと読む)
熱処理歪みの少ない肌焼鋼
【課題】浸炭や浸炭窒化処理等の表面硬化処理後の焼入れ(以下、「浸炭焼入れ」で代表することがある)を行っても、熱処理歪みを小さくすることができ、円筒歯車の素材として有用な肌焼鋼を提供する。
【解決手段】C:0.05〜0.15%(質量%の意味、以下同じ)、Si:2.0%以下(0%を含まない)、Mn:0.95〜2.2%、P:0.03%以下(0%を含まない)、S:0.03%以下(0%を含まない)、Cr:0.2〜1.8%、Al:0.3%以下(0%を含まない)、N:0.02%以下(0%を含まない)、B:0.0005〜0.0050%およびO:0.003%以下(0%を含まない)を夫々含有し、残部が鉄および不可避不純物からなり、且つ所定の関係式で表されるマルテンサイト変態開始温度T(℃)が400℃以上であると共に、所定の関係式で表されるベイナイト変態開始時間t(秒)が15秒以上である。
(もっと読む)
析出硬化型マルテンサイト系ステンレス鋼およびそれを用いた蒸気タービン部材

【課題】機械的強度と靭性と耐食性とが高いレベルでバランスした析出硬化型マルテンサイト系ステンレス鋼およびそれを用いた蒸気タービン部材を提供する。
【解決手段】本発明に係る析出硬化型マルテンサイト系ステンレス鋼は、組成として、0.10質量%以下のC、13.0質量%以上15.0質量%以下のCr、7.0質量%以上10.0質量%以下のNi、2.0質量%以上3.0質量%以下のMo、0.5質量%以上2.5質量%以下のTi、0.5質量%以上2.5質量%以下のAl、0.5質量%以下のSi、0.1質量%以上1.0質量%以下のMnを含み、残部がFeおよび不可避不純物からなるマルテンサイト系ステンレス鋼であることを特徴とする。
(もっと読む)
熱処理硬化鋼板を用いた局部的に異種強度を有する自動車部品の製造方法
【課題】局部的に異種強度を有する自動車部品の製造方法に関するものであり、より詳しくは、局部的に異種厚を有する熱処理硬化鋼を用いた自動車部品の製造方法に関して開示する。
【解決手段】本発明は、要求される強度によって、異種厚を有する熱処理硬化鋼板または異種材質を有する熱処理硬化鋼板を用いてブランクシートを準備するブランクシート準備段階;レーザー溶接(Laser welding)を用いて前記ブランクシートを連結してブランク結合体を形成するブランク結合体形成段階;前記ブランク結合体を冷間プレス成形する冷間成形段階;及び冷間成形された部品をAC3温度以上に加熱した後、金型に拘束した状態で急冷して成形残留応力を解消し、強度を向上させる熱処理硬化段階;を含む自動車部品の製造方法を提供する。
(もっと読む)
冷鍛窒化用鋼、冷鍛窒化用鋼材および冷鍛窒化部品
【課題】冷間鍛造性と冷間鍛造後の被削性に優れ、冷鍛窒化部品に高い芯部硬さ、高い表面硬さ及び深い有効硬化層深さを具備できる冷鍛窒化用鋼の提供。
【解決手段】C:0.01〜0.15%、Si≦0.35%、Mn:0.10〜0.90%、P≦0.030%、S≦0.030%、Cr:0.50〜2.0%、V:0.10〜0.50、Al:0.01〜0.10%、N≦0.0080%及びO≦0.0030%を含有し、残部はFeおよび不純物からなり、〔399×C+26×Si+123×Mn+30×Cr+32×Mo+19×V≦160〕、〔20≦(669.3×logeC−1959.6×logeN−6983.3)×(0.067×Mo+0.147×V)≦80〕、〔140×Cr+125×Al+235×V≧160〕及び〔90≦511×C+33×Mn+56×Cu+15×Ni+36×Cr+5×Mo+134×V≦170〕である化学組成を有する冷鍛窒化用鋼。Feの一部に代えて、特定量のMo、Cu、Ni、Ti、Nb、Zr、Pb、Ca、Bi、Te、Se、Sbのうちの1種以上の元素を含有してもよい。
(もっと読む)
コイルばね及びその製造方法
【課題】疲労強度及び耐へたり性に優れ、例えば自動車用エンジンの弁ばねやトランスミッション用ばねとして好適な高強度コイルばねと、このようなコイルばねの製造方法を提供すること。
【解決手段】質量比で、0.5%を超え0.9%以下のC、0.8〜3.5%のSi、0.3〜3.0%のMn、0.5〜3.5%のCr、必要に応じて、さらに0.05〜1.5%のNiと共に、0.05〜1.5%のMo、0.05〜0.5%のV及び0.01〜0.5%のNbから成る群から選ばれた少なくとも1種の元素を含有し、残部がFeと不可避的不純物である鋼を用い、浸炭処理によって、深さ0.05〜1.00mmの浸炭硬化層を形成すると共に、表面から0.02mmの位置における硬さを650〜1000Hvとなるようにする。
(もっと読む)
拡管加工性に優れたフェライト系ステンレス鋼溶接管およびその製造方法
【課題】 素管の2倍以上の拡管加工での溶接部あるいは溶接部近傍に発生する拡管加工割れの無い、拡管加工性に優れるフェライト系ステンレス鋼溶接管を提供するものである。
【解決手段】 Ti,Nbの1種または2種を、質量%で各々0.1〜0.5%含有するフェライト単相のフェライト系ステンレス鋼溶接管において、溶接部のビッカース硬さHVWと母材部のビッカース硬さHVMとの硬度差ΔHV(=HVW−HVM)が10〜40の範囲で、溶接部のビード厚さTWと母材部の肉厚TMとの比RT(=TW/TM)が1.05〜1.3である。また、成形、溶接後に周長で0.5〜2.0%の矯正をする。さらに、成形、溶接、矯正後に700〜850℃で焼鈍する。
(もっと読む)
耐ピッチング性に優れた浸炭窒化鋼部品
【課題】高価なMoを添加しないで、高い表面硬度を有するとともに、耐ピッチング性に優れた浸炭窒化鋼部品を提供する。
【解決手段】質量%で、C:0.1〜0.3%、Si:0.05〜2.0%、Mn:1.5〜3.0%、P:0.03%以下、S:0.001〜0.15%、Cr:0.5%以下(0%を含む)、N:0.001〜0.03%、Al:0.001〜0.3%を含有し、O:0.005%以下に制限し、残部が鉄と不可避的不純物よりなる鋼からなり、(x)浸炭窒化処理を施した後に焼入れ処理を施した表面硬化層を有し、(y)表面から0.1mmまでにおいて、C量[Cs]が0.1〜1.0%、N量[Ns]が0.3〜2.0%で、かつ、(z)下記式で定義するR値が0.6〜1.1%であることを特徴とする耐ピッチング性に優れた浸炭窒化鋼部品。R値=[Cs]+0.3[Ns]−0.29×Cr(Cr:鋼のCr量(%))。
(もっと読む)
冷延及び焼入れされたストリップ鋼製品
【課題】本開示の目的は、コーターブレード、ドクターブレード、及びクレープブレードなどの高摩耗用途に好適なストリップ鋼製品を提供することである。
【解決手段】本発明は、質量%で、以下の組成:C:0.4〜0.8、Si:0.4〜1.2、Mn:0.2〜0.55、Cr:3.5〜4.5、W:1.5〜4.0、Mo:1.0〜1.8、残部Fe及び通常存在する不純物を有する鋼からなるストリップ鋼製品に関する。ストリップ鋼製品は、好ましくは、コーターブレード、ドクターブレード、及びクレープブレードなどの印刷及び製紙ブレードに利用される。
(もっと読む)
高強度ばねとその製造方法
【課題】従来の技術と比較して、より高強度のばねを提供する技術を提供する。
【解決手段】 本願の高強度ばね2は、鋼材層12と、鋼材層12の表面に形成された窒化物の化合物層14とを有する。鋼材層12は、質量%で、C:0.55〜0.75、Si:1.50〜2.50、Mn:0.30〜1.00、Cr:0.80〜2.00、W:0.05〜0.30、残部が鉄および不可避的不純物を含有する。そして、鋼材層12中に析出している炭化物16の平均長さが0.12μm以下で平均幅が0.04μm以下となっている。
(もっと読む)
電動アクチュエータ
【課題】加工工数を削減すると共に、組立作業性を向上させて低コスト化を図った電動アクチュエータを提供する。
【解決手段】ボールねじ機構8が、ハウジング2に対し一対の支持軸受19、19を介して回転可能に、かつ軸方向移動不可に支持され、内周に螺旋状のねじ溝18aが形成されたナット18と、これに多数のボール17を介して内挿され、駆動軸7と同軸状に一体化されて外周に螺旋状のねじ溝16aが形成され、ハウジング2に対し回転不可に、かつ軸方向移動可能に支持されたねじ軸16で構成された電動アクチュエータにおいて、ナット18の外周がストレートな円筒形状に形成され、外周面18bに大平歯車5と一対の支持軸受19、19が止め輪22で位置決めされると共に、支持軸受19が、駆動軸7からのスラスト荷重と大平歯車5からのラジアル荷重を負荷できる同一仕様の転がり軸受で構成されている。
(もっと読む)
水素環境下で長寿命である転動部品や歯車の製造方法
【課題】 鋼材および部品の加工性についても考慮して、水素侵入環境下でも長寿命な鋼部品、例えば軸受部品や歯車の製造方法を提供する。
【解決手段】 質量%で、C:0.10〜0.45%、Si:0.01〜1.0%、Mn:0.10〜2.0%、P:0.030%以下、S:0.035%以下、Cr:1.30〜3.50%、Al:0.003〜0.10%、N:0.004〜0.050%を含有し、残部がFeおよび不可避不純物である鋼材からなる転動部品もしくは歯車を、図2に示すパターンからなる浸炭もしくは浸炭窒化処理により、これらの転動部品もしくは歯車の鋼材表層面中の(C+N)量を0.50〜0.75%とすることにより水素環境下での寿命に優れた転動部品もしくは歯車の製造方法である。
(もっと読む)
拡管性に優れた油井用鋼管の製造方法
【課題】油井用として、優れた溶接性と拡管性を具備する高強度鋼管を提供する。
【解決手段】C:0.04%未満、Si:0.5〜2.0%、Mn:2.0〜4.0%、P:0.07%以下、S:0.01%以下、Al:0.05%以下を含む組成を有する鋼管を、加熱温度:800〜1050℃の範囲の温度に加熱したのち、空冷以上の冷却速度で冷却する第一の熱処理と、ついで、加熱温度:650〜750℃の範囲の温度に加熱し、300s以上保持したのち、室温まで空冷する第二の熱処理と、を施す。これにより、安定な残留オーステナイト相を適正量析出でき、拡管率が40%以上という苛酷な条件の拡管加工にも耐えられる、優れた拡管性を有し、かつ引張強さ:550MPa以上の強度を有し、しかも溶接性にも優れる鋼管とすることができる。
(もっと読む)
窒化処理機械部品の製造方法
【課題】窒化処理において、機械部品の低歪みを維持しながら、高い表層硬さと深い硬化層とを比較的短時間(数時間程度)の処理で生成する。
【解決手段】本実施の形態による製造方法は、鋼材を準備する工程と、式(1)〜式(4)により定義されるオーステナイト体積分率Fγ(T)の値が0.10≦Fγ(T)≦0.60を満たし、かつ700℃以上となる窒化処理温度T(℃)で、鋼材に対して窒化処理を行う工程と、窒化処理後、鋼材を急冷する工程とを備える。
K=44.7×Si−30×Mn−11×Cr (1)
Xα(T)=(910−T)/8394 (2)
Xγ(T)=(910+K−T)2/41209 (3)
Fγ(T)=(C−Xα)/(Xγ−Xα) (4)
ここで、式(1)及び式(4)中の元素記号は、その元素の質量%での含有量を表す。
(もっと読む)
Zn−Al−Mg系めっき熱処理鋼材およびその製造方法
【課題】亜鉛系めっき鋼材を熱処理しても、所定のめっき層を残存させ、自動車用部材としての塗装後の耐食性および塗膜密着性が確保された亜鉛系めっき熱処理鋼材を提供する。
【解決手段】亜鉛系めっき鋼材に、塑性変形が可能な温度域または焼入れが可能な温度域への加熱を行って得られ、表面に存在するめっき層の付着量が片面当たり20〜100g/m2であり、めっき層のFe濃度が0.1%〜50%であり、Al濃度が4〜15%、Mg濃度が1%以上、Si濃度が0.5%以下でかつ当該めっき層にη相が存在した亜鉛系めっき熱処理鋼材である。めっき層の付着量が片面当たり30〜150g/m2であるとともにめっき層中に30%以下のFeを含有する亜鉛系めっき鋼材に、30℃/秒以上の昇温速度で前記温度域への加熱を行ってから30℃/秒以上の冷却速度での冷却を行った後、亜鉛系めっき鋼材の表面に当接する加圧ロールによって亜鉛系めっき鋼材の表面に残存するめっき層の表面粗度を調整することにより、製造される。
(もっと読む)
転がり軸受
【課題】風車用軸受や建設機械用軸受のように、組織変化型剥離が生じ易い条件で使用する転がり軸受の転動疲労寿命を長くする。
【解決手段】内輪1を、〔C〕:0.10〜0.30質量%、〔Si〕:0.20〜0.50質量%、〔Mn〕:0.20〜1.20質量%、〔Cr〕:2.6〜4.5質量%、〔Mo〕:0.10〜0.40質量%、〔Ni〕と〔Cu〕:0.20質量%以下、〔S〕:0.02質量%以下、〔P〕:0.02質量%以下、〔O〕:12ppm以下の合金鋼で、直径10μm以上の酸化物系介在物:10個/320mm2 の素材を用い、浸炭または浸炭窒化と焼入れ焼戻しを行って、軌道面の1%D位置で、〔C+N〕:0.8〜1.2質量%、Hv:720〜830、残留オーステナイト量:20〜40体積%、圧縮残留応力:50〜200MPa、表面粗さ:粗さ曲線の最大山高さ(Rp)で1.0μm以下とし、芯部の硬さ:Hv400〜550とする。
(もっと読む)
レールの溶接部の後熱処理方法
【課題】 レールのフラッシュバット溶接において、ダイバーンにより生じたマルテンサイトを後熱処理により無害化し、溶接部に損傷を生じにくくした。
【解決手段】レール使用時にフラッシュバット溶接部の接合面から100mm〜200mm離れた頭部表面に損傷が生じたり、レール底面から疲労亀裂が発生することがある。これらの損傷の起点部には熱影響部が存在し、マルテンサイト組織が発生していることを把握した。レールの定置式フラッシュバット溶接部の後熱処理方法であって、溶接時に電極が装着されていたレール頭頂部表面を250℃以上600℃以下に再加熱し、溶接時に電極が装着されていたレール足裏面表面を250℃以上、固相線温度以下に再加熱する。また、レールの可動式フラッシュバット溶接部の後熱処理方法であって、溶接時に電極が装着されていたレール柱部表面を250℃以上、固相線温度以下に再加熱する。
(もっと読む)
81 - 100 / 783
[ Back to top ]