
Fターム[4K043DA05]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の目的 (331) | 焼鈍(焼なまし) (232)
Fターム[4K043DA05]に分類される特許
141 - 160 / 232
金属ストリップの連続処理設備における操業支援装置、操業支援方法、コンピュータプログラム、及びコンピュータ読み取り可能な記録媒体
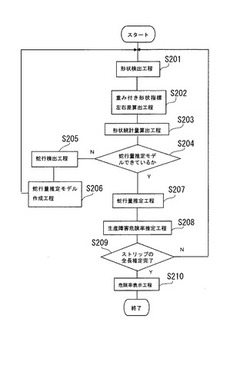
【課題】金属ストリップを連続処理設備にて処理する以前の時点で測定された形状指標に基づいて、当該ストリップの蛇行量と生産障害につながる危険率を推定し、予め操業オペレータに提示することで、必要以上に処理能力を損なうことなく可及的に高い生産性を可能にする。
【解決手段】伸び率差等の金属ストリップ形状指標を測定して、幅方向座標の関数で重み付けを行い、更にその左右差を評価する演算を実行して重み付き形状指標左右差を算出する(ステップS203)。重み付き形状指標左右差の統計量から蛇行量を推定するモデルを作成し(ステップS206)、このモデルを用いてストリップが生産障害を発生させる危険率を推定し(ステップS207)、操業オペレータに提示する(ステップS210)。
(もっと読む)
冷間圧延鋼板の製造方法、及び製造装置

【課題】連続焼鈍における冷却過程を精度良く確実に行うことにより、形状精度、機械的特性に優れた冷間圧延鋼板の製造方法を提供する。
【解決手段】連続焼鈍工程を有する冷間圧延鋼板を製造する方法であって、連続焼鈍工程が、水を含む冷却媒体を利用し、冷却量を調整可能とされた複数の冷却工程S1、S3、S5と、複数の冷却工程間の少なくとも1箇所で鋼板の温度を測定する測温工程S2、S4と、を含み、測温工程の測温が、該測温位置への上流工程側からの水の流入を防止する上流側流入防止装置13、23の下流工程側で、かつ、測温位置への下流工程側からの水の流入を防止する下流側流入防止装置14、24の上流工程側で行われるとともに、測温工程で得られる鋼板表面温度から鋼種ごとに適する冷却過程となるように、冷却工程で冷却量を調整することにより、冷間圧延鋼板の形状、及び機械特性を制御可能とする。
(もっと読む)
冷延処理ラインにおける鋼板のフェライト粒径計測装置及び材質制御装置
【課題】フェライト粒径の計測結果を利用した加熱炉の温度制御モデルの学習制御を可能とする冷延処理ラインにおける鋼板の材質制御装置を得る。
【解決手段】加熱炉を有する冷却処理ラインのライン内検査セクション1に、鋼板のフェライト粒径をオンラインで測定するレーザ超音波粒径センサ5を設置するとともに、このレーザ超音波粒径センサ5によるフェライト粒径測定値に基づいて、加熱炉の加熱炉温度、及び、鋼板が加熱炉温度に制御された加熱炉を通過した場合におけるフェライト粒径予測値を演算する加熱炉温度制御モデル6を設ける。そして、学習制御手段7により、フェライト粒径測定値及びフェライト粒径予測値に基づいて加熱炉温度制御モデル6の演算モデルを補正する。
(もっと読む)
熱処理装置
【課題】金属線材や金属棒材を連続した熱処理する際に、係る金属線材などの表面に疵を生じにくい熱処理装置を提供する。
【解決手段】金属線材wを中空部7の軸方向に沿って走行させ、且つ外側から加熱されるパイプP1と、係るパイプP1の中空部7の軸方向に沿って配置され、且つセラミックからなる複数の溝付きロールRと、を含み、係る複数の溝付きロールR,R間の上方に、上記金属線材wの跳ね上がりを防ぐ複数の抑えロールrが配置されている、熱処理装置1。
(もっと読む)
シール装置用セラミックファイバーブロックおよび当該ブロックを適用した連続焼鈍炉のシール装置
【課題】高価なシールガスを大量に使用する必要がなく、また、保守の容易な簡易な装置構成によって、鋼帯表面のスリ疵を確実に防止できるとともに、炉内雰囲気と炉外雰囲気との遮断を確実に行える連続焼鈍炉のシール装置、ならびに当該装置に好適なシール装置用セラミックファイバーブロックを提供すること。
【解決手段】セラミックファイバーブランケットを葛折り状に折り畳んで層状に形成されたシール装置用セラミックファイバーブロックであって、内部に、シールガスを噴射するシールノズル3を内蔵したシール装置用セラミックファイバーブロック2、ならびに当該ファイバーブロック2を、連続焼鈍炉のシール装置のシール材に適用した連続焼鈍炉のシール装置1。
(もっと読む)
焼鈍と酸洗いの方法
環境への影響が少なく、高い生産比率をもって、高品質な表面が得られる、ステンレス鋼の鋼帯のような平らな冷間圧延製品の連続焼鈍及び酸洗い方法である。以下の手順からなる。酸素含有量が0.5乃至12%の雰囲気中で、650乃至1050℃の範囲からなる温度まで引き上げる加熱と、酸化剤及び/又は不活性剤の存在下で、650乃至1200℃の範囲からなる温度まで10乃至200秒継続される加熱と、酸化剤及び/又は不活性剤の存在下で、650℃から外界温度の範囲からなる温度まで低下させる冷却と、熱化学又は電解によるスケール除去と、最後に、鉱酸からなる酸洗い浴を使用した手段によって実施可能な酸洗い及び/又は不動態化。  (もっと読む)
(もっと読む)
調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法
【課題】調質圧延鋼板の板幅方向の材質変動を予測し、抑制することができる調質圧延鋼板の幅方向材質予測方法及びこれを用いた連続焼鈍ラインの操業方法を提供する。
【解決手段】連続焼鈍炉1の出側に、鋼板幅方向に複数に分割されたバックアップロール9を装備する調質圧延機2を配置し、調質圧延機9における伸び率、張力、鋼板幅方向の圧延荷重の値と、鋼板の板厚、板幅とに基づいて調質圧延鋼板の幅方向材質予測を行う。また、得られた予測結果に基づいて連続焼鈍炉の徐冷炉および/または急冷炉の冷却手段18を幅方向に制御すれば、鋼板幅方向の材質バラツキを抑制することができる。
(もっと読む)
金属帯の連続処理ラインにおける金属帯のノッチング方法及び金属帯の連続処理ライン
【課題】接合部でのノッチングを基点とするバックリングの発生を防止または抑制し得る金属帯の連続処理ラインにおける金属帯のノッチング方法及び金属帯の連続処理ラインを提供する。
【解決手段】このノッチング設備1は、相互に接合される鋼帯5のうち、バックリングが生じる蓋然性が高い方の鋼帯5を基準とし、その鋼帯5の鋼種、板厚および板幅に基づいて、その幅方向での上刃11およびガイド12の位置を走行用油圧シリンダ14で変えて、鋼帯5同士の接合部にノッチングを穿設するようになっている。
(もっと読む)
塩回収装置及び方法,並びに鋼線ルーズコイルの熱処理設備及び熱処理方法
【課題】溶融塩浴による熱処理の際に鋼線ルーズコイルに付着した溶融塩を,安全に且つ環境汚染を生じさせずに回収する塩回収装置を提供する。
【解決手段】冷却槽30の溶融塩を用いて熱処理後の鋼線ルーズコイルを洗浄した塩含有洗浄液から塩を回収する塩回収装置22を,冷却槽30の溶融塩と前記塩含有洗浄液とを熱交換させ,前記塩含有洗浄液の水分を蒸発させる熱交換器50と,冷却槽30の溶融塩を,熱交換器50に循環供給させる循環経路(104〜106)と,熱交換器50にて水分を蒸発させて得られた塩を冷却槽30に供給する供給経路71と,で構成する。
(もっと読む)
連続熱処理炉のシール装置
【課題】上流側の室に導入したシールガスが鋼鈑の流れに巻き込まれて中間部を介して下流側の室に流れ込むのを低減し、また中間部の上流側及び下流側から中間部にシールガスが漏れるのを防止する。
【解決手段】シール装置3は、鋼鈑Sの第1の熱処理工程を行う第1室1と第2の熱処理工程を行う第2室2との間に中間室8を設け、中間室8の上流側と下流側に、鋼鈑Sが通過する開口部14からシールガスを吹き出すダクト9a,9bをそれぞれ設け、中間室8からガスを排気する。昇降部材10a,10bは、各ダクト9a,9bに沿って昇降し、開口部14を開く開放位置と、開口部14を閉じる閉鎖位置とに移動可能である。押付け部材11a,11bは、昇降部材10a,10bが閉鎖位置にあるときに、昇降部材10a,10bをダクト9a,9bに向かって押し付け、昇降部材10a,10bとダクト9a,9bの間の隙間を無くする。
(もっと読む)
連続焼鈍炉
【課題】鋼板の連続焼鈍炉の冷却帯にガス吹き付け冷却方式を適用した場合、ブロワー起動時、回転数変化時に冷却帯の炉圧が変動する問題を解決する。
【解決手段】一つ以上の冷却帯10(14,15,17)とその冷却制御を行う制御装置9を含む鋼板1の連続焼鈍炉であって、冷却帯10は雰囲気ガスを冷却して鋼板1に噴きつけてガスを循環させるガス吹き付け式冷却装置1、炉内に非酸化性ガスを導入する第一、第二の雰囲気導入配管系統6,7を有し、第一の雰囲気導入配管系統6は非酸化性ガスの導入を恒常的に行う機能を有し、第二の雰囲気導入配管系統7は非酸化性ガスの冷却帯10への導入を制御する第二雰囲気導入バルブ8を有し、制御装置9はガス吹き付け式冷却装置2のブロワー回転数が増加し始める際に第二雰囲気導入バルブ8を開き、ブロワー回転数の増加後の定常状態に第二雰囲気導入バルブ8を閉じる制御機能を有する。
(もっと読む)
金属線材の連続熱処理方法
【課題】金属線材をパイプ内を走行させて連続熱処理するに際し、パイプの存在に起因して金属線材に表面傷が発生する問題を良好に解決することのできる金属線材の連続熱処理方法を提供する。
【解決手段】熱処理炉内にパイプ19を横設し、パイプ19内を非酸化性雰囲気に保持して長尺の金属線材15をパイプ19内を長手方向に走行させることにより連続熱処理するに際し、パイプ19の内部に耐熱クロス28を軸方向に挿入して、パイプ19の底部を含む内面に沿って耐熱クロス28を内装し、パイプ19内を走行する金属線材15とパイプ19の内面との直接接触を耐熱クロス28にて遮断しつつ金属線材15を連続熱処理するようになす。
(もっと読む)
鋼線材のパテンティング方法
【課題】 高品質ピアノ線の製造に際して線材に適用される鉛パテンティングと同等品質を確保し且つ多品種・多サイズの併行処理が可能な無鉛パテンティングの方法・装置を提供し、鉛の消耗による重金属汚染の危険性の問題を解決する。
【解決手段】
本装置は線材供給、加熱炉、冷却炉、空冷帯、保温炉、線材巻取から成り、線径の異なる多数の線材を数段の線径群に集約して平行直進走行させ、該ラインを通過させて連続的にパテンティングする。冷却炉は群毎に並列隔壁を持つ流動床が適用され、群毎に適切な炉長・炉温・空冷長・保温長を設定する。恒温性の向上のため相対的低温冷媒の流動床に次いで空冷帯で変態を完了させる。各群の基準線速は基準線径に反比例させ、各郡内の個々の線材は基準線径からの差に対応して線速を微調整する。
(もっと読む)
金属線材の延性回復方法
【課題】熱処理後の金属線材の引張り強さおよび曲げ強度を犠牲にすることなしに、延性を回復する方途を与える。
【解決手段】引張り強さが4000MPa以上の金属線材に、250〜400℃の温度範囲にて熱処理を施すに当たり、当該温度域における保持時間を、該熱処理後の金属線材におけるFe拡散距離X(m)が1.00×10-13<X<1.00×10-11となる範囲に制御する。
(もっと読む)
シール装置
【課題】シール性を向上させると共に、シール流体使用量を抑制してコスト低減を図ることができるシール装置を提供すること。
【解決手段】加熱帯2内及び急速冷却帯3内から流出した水素ガス及び窒素ガスからなる雰囲気ガスGh,Gnをスリット25a,25bから吸引して混合し、その混合した混合ガスgを雰囲気ガスGh,Gnと同じ成分になるように水素ガス及び窒素ガスを補充して成分調整した後、再び加熱帯2内及び急速冷却帯3内に戻すようにした。
(もっと読む)
表面外観に優れた容器用薄鋼板の製造方法および設備
【課題】容器用薄鋼板表面の肌荒れの発生を防止するとともに圧延ロールの表面荒れも回避して鋼板の品質向上および圧延ロール原単位悪化を回避することができる容器用薄鋼板の製造方法および設備を提供する。
【解決手段】連続焼鈍炉出側の水スプレー設備2および/またはウォータークェンチ設備3内部の雰囲気中の酸素濃度を、1000ppm以下に制御して通板する。また連続焼鈍炉出側の水スプレー設備2および/またはウォータークェンチ設備3にて使用される冷却水の溶存酸素濃度を2ppm以下とする。これにより連続焼鈍炉1の出側における鋼板の酸化が抑制され、肌荒れと呼ばれる鋼板表面の肌荒れを防止できる。
(もっと読む)
表面処理鋼板製造設備
【課題】大気開放による鋼板の品質を低下させずに、簡易な構造にて連続焼鈍経路と、連続溶融めっき経路とを容易に切替え可能とし、且つ製品品質と保守性を向上させた表面処理鋼板製造設備を提供することを提供することにある。
【解決手段】溶融金属Mを溜めるめっき浴槽11と、過時効帯から搬送された鋼板Sを溶融金属Mに浸漬し、最終冷却帯に走行させる走行経路と、前記過時効帯から搬送された鋼板Sを溶融金属Mに浸漬させずに、前記最終冷却帯に走行させる走行経路とを切替える経路切替機構とを有するめっき帯10、加熱帯、均熱帯、徐冷帯、急冷帯、前記過時効帯、および前記最終冷却帯の各帯を炉殻15にて覆うようにした。
(もっと読む)
ロッドまたはワイヤ製造システム、それに関連する方法、およびそれに関連する製品
冷却ユニット、冷却ユニットを含む加熱−冷却作業、ロッドまたはワイヤ製造システム、ロッドまたはワイヤを製造する方法、ロッドまたはワイヤの熱処理の方法、金属を処理する方法、スチールロッドまたはスチールワイヤおよび向上した引張強度を有する処理金属が開示される。冷却ユニットは、少なくとも1つの適応可能焼入れ区域および少なくとも1つの適応可能浸漬区域を含む。少なくとも1つの適応可能焼入れ区域は浸漬温度に焼入れ可能である。少なくとも1つの適応可能浸漬区域は実質的に浸漬温度を維持することが可能である。  (もっと読む)
(もっと読む)
管理雰囲気下における急速加熱工程および急速冷却工程を備えた炉に対する安全システム
【課題】不活性ガス(通常は窒素)および水素の混合物が存在する雰囲気内にある連続金属細長片熱処理ラインにおいて、爆発性雰囲気が形成される危険性を低減する。
【解決手段】連続金属細長片加熱処理ラインの炉内に爆発的雰囲気が形成される危険性を制限するためのシステムであって、該ラインの区間は、不活性ガスと水素の混合物からなる雰囲気下にあり、該雰囲気の水素含有量は、5〜100容量%であり、該システムは、急速誘導加熱区間および急速冷却区間を備えており、以下を含むシステムとする。
炉の急速加熱区間の入口および急速冷却区間の出口に設けられており、不活性ガス下で保持され、炉の加熱が正常に作動しているとき、チャンバー内部の圧力が大気圧より高いチャンバー;金属細長片が大気からチャンバーに入るときに通る入口装置;金属細長片が不活性ガス下のチャンバーから炉の加熱区間に入るときに通る、ガステイクオフに装着された大気分離入口装置;金属細長片が炉の急速冷却区間を出るときに通る、ガステイクオフに装着された大気分離出口装置;および金属細長片がチャンバーを出て大気中に行くときに通る出口装置。
(もっと読む)
耐焼付性に優れたピストンリング用鋼材、ピストンリング用異形線、並びにピストンリング
【課題】熱間圧延時や伸線後の塑性加工時に割れを発生することなく製造でき、しかも耐摩耗性が良好で、更に耐焼付性にも優れたピストンリング用鋼材を提供する。また、このピストンリング用鋼材より得られるピストンリング用異形線やピストンリングを提供する。また、本発明の他の目的は、こうしたピストンリング用異形線を製造できる方法を提供する。
【解決手段】質量%で、C:0.35〜0.55%、Si:0.3〜0.6%、Mn:1.0〜2%、S:0.10〜0.2%、Cr:0.05〜0.3%、V:0.05〜0.25%、Al:0.02%以下(0%を含まない)およびN:0.015%以下(0%を含まない)を含み、残部がFeおよび不可避不純物からなる鋼材であり、該鋼材中に、短径が1μm以下の硫化物系介在物が、観察視野100μm2あたり2.5個以上存在しているピストンリング用鋼材である。
(もっと読む)
141 - 160 / 232
[ Back to top ]