
Fターム[4K043DA05]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の目的 (331) | 焼鈍(焼なまし) (232)
Fターム[4K043DA05]に分類される特許
61 - 80 / 232
鋼板連続焼鈍設備および鋼板連続焼鈍設備の運転方法

【課題】軟質鋼板から超ハイテンまでの多種類の薄鋼板製品を熱処理することができる鋼板連続焼鈍設備および鋼板連続焼鈍設備の運転方法を提供する。
【解決手段】(1) 予熱帯、加熱帯、均熱帯、冷却帯、再加熱帯、過時効帯、最終冷却帯を、この順に有する鋼板の連続焼鈍設備であって、前記再加熱帯から前記最終冷却帯までの間(前記再加熱帯、前記最終冷却帯を含む)に、鋼板を加熱速度:15℃/秒以上で急速加熱できる急速加熱領域と、該急速加熱領域で急速加熱された鋼板を冷却速度:10℃/秒以上で急速冷却できる急速冷却領域を有することを特徴とする鋼板連続焼鈍設備、(2) 上記鋼板連続焼鈍設備において急速加熱領域が過時効帯にあり、急速冷却領域が過時効帯と最終冷却帯との間、または、最終冷却帯にあるもの等。
(もっと読む)
連続熱処理装置

【課題】 線径の細い金属線材の処理の場合にも破断の発生を防止することができ、なおかつ表面に擦り疵や掻き疵の発生がない、金属線材の連続熱処理装置を提供する。
【解決手段】 連続熱処理装置の熱処理炉13を構成する炉心管15を地表面に対して垂直に配置し、炉心管15の上側には巻き取りコイル12などを、また炉心管15の下側にはローラーに代えて繊維チューブ20などの支持装置をそれぞれ設置する。これにより、炉心管15内を搬送される金属線材18に加えられる張力を、金属線材18が炉心管15の内部に接触せずに搬送されるための最小の大きさとすることができる。
(もっと読む)
連続焼鈍及び溶融メッキ兼用設備
【課題】デフレクターロールの配置自由度が高く、ケーシング及びスナウトの内面に付着したメッキ用金属の除去作業も容易に行える連続焼鈍及び溶融メッキ兼用設備を提供する。
【解決手段】連続焼鈍及び溶融メッキ兼用設備10は、連続焼鈍炉11の後段にスナウト19を介して溶融メッキポット20が配置されている。連続焼鈍炉11の出口11aには、筒状の第一のケーシング13の前端面13aが接続され、第一のケーシング13の後端面13bには、後端部14bが封止された第二のケーシング14が軸支部15を介して回動可能に連結されている。第一のケーシング13内の後端側にはターンダウンロール23が配置され、第二のケーシング14の後端部14bの下部には、斜め下方に延びるスナウト19の入口19aが接合されており、連続焼鈍炉11の出口11aとターンダウンロール23との間には、シール装置12が設けられている。
(もっと読む)
ガイドロール装置
【課題】竪型焼鈍炉で金属帯の振れを抑えるロールの押し込み疵を防止することができるガイドロール装置を提供する。
【解決手段】ガイドロール装置は、竪型焼鈍炉の冷却帯に設けられ、竪型焼鈍炉で熱処理される鋼帯にロールを押し付けて振れを抑える。ガイドロール装置に備わるロール20は、表面にセラミックで形成される溶射層23を有する。セラミック溶射層23は、胴体21との間にバッファ層24を介するように形成されることが好ましい。ロールの溶射層は、胴体21の表面が超硬合金で形成され、胴体21の端部の表面および軸22の表面がセラミックで形成される構成であってもよい。
(もっと読む)
ヒートバックル防止制御方法および装置
【課題】ライン立上げ時のロール偏芯による周期的張力変動を素早く抑止しヒートバックルを防止することができる、ヒートバックル防止制御方法および装置を提供することを課題とする。
【解決手段】炉内に複数設置されたヘルパーロールのヘルパーロール速度指令と基準ロール径を入力として、ロール回転周期を演算し、炉内鋼板の張力実績を入力として、張力変動の位相、および張力変動量をそれぞれ演算し、前記ロール回転周期、前記張力変動の位相、および前記張力変動量に基づいて、炉内パス長の変化量を予測し、該パス長の変化量に基づいて、前記ヘルパーロール速度指令の補正量、ならびに炉入り口に設置されたテンションデバイスの基準位置の補正量を演算する。
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
各種高強度鋼の生産に適するフレキシブルな薄い帯鋼処理ラインにおいて、アンコイリング及び洗浄、加熱、均熱、徐冷、ジェット冷却、水焼入れ冷却、酸洗、再加熱、オーバーエージング、最終冷却、テンパー、フィニッシュ、塗油及び巻取りというステーションが順次に設けられ、アンコイリング及び洗浄ステーション、酸洗ステーション、再加熱ステーションのそれぞれに接続通路を介して接続される電気めっきステーションと、溶融亜鉛めっき炉のノーズを介して再加熱ステーションに接続され、接続通路を介してめっき後の冷却と最終冷却ステーションに接続される溶融亜鉛めっき及びめっき層合金化焼鈍しステーションと、電気めっきステーション、テンパーステーション、フィニッシュステーションのそれぞれに接続通路を介して接続されるパッシベーション及び他の後処理のステーションと、をさらに備え、前記の再加熱ステーションは、移動可能なバイパスを介してオーバーエージングステーションに連通される。本発明によれば、普通の冷延板、溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産及び電気Zn、Niめっき板の生産、特に超高強度レベルの冷延板、電気亜鉛めっき板と溶融亜鉛めっき板及びめっき層合金化焼鈍し板の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。 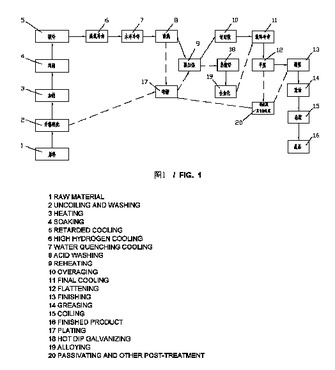 (もっと読む)
(もっと読む)
各種高強度鋼の生産に適するフレキシブルな帯鋼処理ライン
順次に設けられたアンコイリング及び洗浄ステーション、加熱ステーション、均熱ステーション、徐冷ステーションの後、ハイ水素ジェット冷却ステーションと水焼入れ冷却ステーションが並行に設けられ、ハイ水素ジェット冷却ステーションの後に、再加熱ステーション、オーバーエージングステーション、最終冷却ステーション、テンパーステーション、フィニッシュステーション、塗油ステーション及び巻取りステーションが順次に設けられ、水焼入れ冷却ステーションの後に、酸洗ステーション及び電気めっきステーションが順次に設けられ、溶融亜鉛めっきステーションは再加熱ステーションの後に接続され、めっき層合金化焼鈍しステーションは溶融亜鉛めっきステーションの後に接続されるとともに、接続通路を介して前記の最終冷却ステーションに接続され、前記の酸洗ステーション及び電気めっきステーションは、それぞれ接続通路を介して再加熱ステーションに連通され、前記の電気めっきステーションは、接続通路を介してアンコイリング及び洗浄ステーションに直接に連通され、前記の水焼入れ冷却ステーションは、固定されたバイパスを介して徐冷ステーションに連通され、前記の再加熱ステーションの後には、移動可能なバイパスを介してオーバーエージングステーションが連通される。本発明によれば、各種高強度鋼の生産を、一つの装置に統合させて、フレキシブルな生産を実現した。  (もっと読む)
(もっと読む)
酸洗性に優れたソリッドワイヤ用鋼線材およびその製造方法
【課題】軟化焼鈍を施しつつソリッドワイヤ用鋼線材を製造するに際して、軟化焼鈍条件を適切に制御することによって、ソリッドワイヤ用鋼線材を酸洗性に優れたものとする方法、およびこうした方法によって得られる酸洗性に優れたソリッドワイヤ用鋼線材を提供する。
【解決手段】化学成分組成を適切に調整した鋼線材を軟化焼鈍する際に、軟化焼鈍炉内の温度を700〜850℃に設定すると共に、軟化焼鈍炉内の酸素濃度を10容量%以下、水蒸気濃度を20容量%以下とし、且つこれら酸素濃度と水蒸気濃度が下記(1)式および(2)式の関係を満足するように調整し、60分以上、15時間以下で軟化焼鈍する。
Y≧0.02X-7.5388 …(1)
Y≧0.02X-0.301 …(2)
但し、X:軟化焼鈍炉内の酸素濃度(容量%)、Y:軟化焼鈍炉内の水蒸気濃度(容量%)、を夫々示す。
(もっと読む)
連続焼鈍炉のガスジェット冷却装置
【課題】冷却能力を向上し、また冷却ムラの発生を防止できる連続焼鈍炉のガスジェット冷却装置を提供する。
【解決手段】鋼帯幅方向に延在してその長さが鋼帯幅よりも長い管状の圧力ヘッダー(23)が、鋼帯進行方向に複数個配置され、該圧力ヘッダー(23)の鋼帯(12)対向側に、ガス噴射口(26)が、鋼帯巾方向に等ピッチで複数配置された連続焼鈍炉のガスジェット冷却装置であって、鋼帯(12)から該圧力ヘッダー表面までの距離L、ガス噴射口の孔径D、ガス噴射口(26)の鋼帯巾方向のピッチPwおよび圧力ヘッダー(23)の鋼帯進行方向のピッチPlは、Lが50〜120mmの範囲内にあり、かつ、3≦L/D≦7、2.5≦Pw/D≦9および2.5≦Pl/D≦9の関係を満たす。
(もっと読む)
ステンレス鋼帯を焼鈍してスケール除去する方法及び装置
本発明は、熱間圧延オーステナイト系ステンレス鋼帯を焼鈍してスケール除去する方法に関する。本発明によれば、前記鋼帯は焼鈍に引き続く冷却後に、接続されたプラズマスケール除去設備内でスケール除去され、前記プラズマスケール除去が真空下に複数の段階で行われ、前記鋼帯はこれらの段階の間及び最終段階後に冷却ロールによる被制御冷却を施され、これによって、前記鋼帯が前記プラズマスケール除去設備から進出するとき100℃以下の温度を有することとなる。 (もっと読む)
低温焼鈍後の冷間鍛造性に優れた鋼線材及びその製造方法並びに冷間鍛造性に優れた鋼線材の製造方法
【課題】冷間鍛造前の軟質化焼鈍温度の低温化が可能であり、焼鈍後には優れた冷間鍛造性を実現する鋼線材とその製造方法を提供する。
【解決手段】質量%で、C:0.005〜0.60%、Si:0.01〜0.40%、Mn:0.20〜1.80%、P:0.040%以下、S:0.050%以下、N:0.0005〜0.0300%を含有し、残部がFe及び不可避的不純物からなり、金属組織が初析フェライト組織とパーライト組織、及びベイナイト組織から構成され、パーライト組織を体積率で1.40×C(%)×100%以上含み、初析フェライトの体積率が(1-1.25×(C%))×50%以下(0%を含む)であり、ベイナイト組織の体積率が20%以下(0%を含む)であり、引張強さが340+920×Ceq.MPa以上である。
(もっと読む)
鋼板の焼鈍装置、これを含むメッキ鋼板の製造装置及びそれを用いたメッキ鋼板の製造方法
1以上のセクションを含め、前記1以上のセクションに非還元性雰囲気または弱還元性雰囲気のガスが充填された焼鈍装置及び前記焼鈍装置が含まれるメッキ鋼板の製造装置及びこの装置を介してメッキ鋼板を製造する方法が提供される。
追加的な酸化―還元熱処理工程や高価の合金元素を多量に含まなくても既存の焼鈍設備及び熱処理サイクルを用いて溶融メッキ鋼板に対するメッキ性、合金化性、耐ピックアップ性、メッキ密着性、耐剥離性(Anti−flaking)、耐クレーター(Anti−crater)、耐アッシュ性(Anti−ash)などのメッキ品質を大幅向上させることができる。また、優秀な品質を経済的で容易に確保することができて、その用度が多様で費用節減の側面から効果的である。  (もっと読む)
(もっと読む)
冷延鋼板の製造方法
【課題】冷延鋼板の製造、特に高張力鋼板の製造において、製造コストを増大させることなく、鋼板表面の変色及び化成処理性の劣化を防止することが可能な冷延鋼板の製造方法を提供する。
【解決手段】質量%で、Siを0.1%以上、及び/又は、Mnを1.0%以上含有する冷延鋼板の製造方法であって、鋼板温度400℃以上で、鉄の酸化雰囲気下で鋼板表面に酸化膜を形成させ、その後、鉄の還元雰囲気下で前記鋼板表面の酸化膜を還元する。
(もっと読む)
金属ストリップ冷却装置及び金属ストリップ冷却方法
【課題】 生産能力を維持しながら、スプレー冷却による金属ストリップの形状変化を抑制することを、従来よりも容易に実現できるようにする。
【解決手段】 冷延鋼板Sの温度が220[℃]以上となる領域の冷却速度が175[℃/sec]を超えないように、相対的に急冷帯111の入側にある冷却スプレーヘッダ301a〜301d、301m〜301pから冷延鋼板Sに吹き付けられる冷却媒体の温度を、相対的に急冷帯111の出側にある冷却スプレーヘッダ301e〜301l、301q〜301xから冷延鋼板Sに吹き付けられる冷却媒体の温度よりも高くする。
(もっと読む)
連続熱処理設備の速度制御方法、装置及びプログラム
【課題】制約条件に基づくネック速度スケジュールを考慮し、板温変化量と通板速度との相関の最適化を図る。
【解決手段】理論制約速度に基づいてストリップが現在から所定距離だけ進行する間のネック速度スケジュールを作成するネック速度スケジュール作成部2と、ネック速度スケジュールをベースにして複数の速度変更パターンに基づいて複数の速度スケジュールを作成し、それら各速度スケジュールについてシミュレーションを実行して加熱炉51の誤差予測値を予測するシミュレーション部3と、加熱炉51の誤差予測値を要素として含む評価関数を使用して、複数の速度変更パターンを評価し、その中から速度変更パターンを決定する中央速度探索部4とを備え、速度変更パターンとして、ネック速度を移行させる際に、その移行前後のネック速度よりもいったん低速にするパターンを採用している。
(もっと読む)
バッチ式熱処理炉
【課題】 加熱室内の雰囲気制御が容易であり、圧延材処理の場合に前酸洗を省略できるとともに、圧延材及び伸線材の両処理品に対して後酸洗性の良好な処理済品を得ることができるバッチ式熱処理炉を提供する。
【解決手段】 不活性ガス雰囲気中で処理品の加熱を行う加熱室2の一端部に設けた処理品の出入口3に、真空パージ室と冷却室を兼ねた真空パージ兼冷却室5を連結し、真空パージ兼冷却室5には不活性ガス導入管36と酸化性ガス導入管37を接続し、真空パージ兼冷却室5を経て加熱室2内に送入され加熱処理された処理品Wに対して、該処理品の種類に応じて真空パージ兼冷却室5における不活性ガス雰囲気中での冷却と酸化性ガス雰囲気中での冷却の一方を選択して、前記処理品の冷却を行うように構成されている。
(もっと読む)
連続式熱処理炉
【課題】 加熱室内の雰囲気制御が容易であり、圧延材処理の場合に前酸洗を省略できるとともに、圧延材及び伸線材の両処理品に対して後酸洗性の良好な処理済品を得ることができる連続式熱処理炉を提供する。
【解決手段】 一端部に前室2をそなえ不活性ガス雰囲気中で処理品の加熱を行う加熱室3の他端部に、不活性ガス雰囲気中で処理品の冷却を行う第1冷却室4と、真空パージ室5と、酸化性ガス雰囲気中で処理品の冷却を行う第2冷却室6とを、この順に連結し、前室2を経て加熱室3内に送入され加熱処理された処理品Wに対して、該処理品の種類に応じて第1冷却室4における不活性ガス雰囲気中での冷却と第2冷却室6における酸化性ガス雰囲気中での冷却の一方を選択して、前記処理品の冷却を行うように構成されている。
(もっと読む)
連続焼鈍炉における温度制御方法および連続焼鈍炉
【課題】最終スタンドでダルワークロールにより圧延された表面粗度が変化する金属ストリップの連続焼鈍炉における温度を高精度に制御し、材質にバラツキのない安定した金属ストリップを連続焼鈍炉で製造することを可能とする。
【解決手段】連続焼鈍炉10の上流の表面光沢測定装置4において金属ストリップSの表面状態を測定し、予め鋼種毎に定められる金属ストリップSの表面状態と放射率の関係から放射率を求め、求まった放射率と放射温度計11で求めた温度によって、連続焼鈍炉10内における金属ストリップSの表面温度が所望の温度となるように温度制御を行う工程と、を有することを特徴とする、連続焼鈍炉10における温度制御方法が提供される。
(もっと読む)
鋼板温度履歴測定装置
【課題】鋼板温度履歴測定の面倒が少なく、炉内温度の高い熱処理炉でも、鋼板の何処でも鋼板温度履歴を測定することが可能な鋼板温度履歴測定装置を提供する。
【解決手段】磁石5の収納された磁石用断熱ケース4を、アーム3を介して、記録装置1の収納された4つの記録装置用断熱ケース2に接続したことにより、磁石5の磁力によって、接触温度センサ7及び記録装置用断熱ケース2に収納された記録装置1を、磁性体である鋼板Sの表面の何処にでも吸着させて温度履歴を測定することができると共に、熱による磁力の低下を抑制防止することができ、もって鋼板温度履歴測定の面倒が少なく、炉内温度の高い熱処理炉でも、鋼板の何処でも鋼板温度履歴を測定することができる。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】めっき前鋼板表面のスケール残存に起因して合金化処理後のめっき表面が不均一になるのを防止し、塗装後も表面の均一性に優れた合金化溶融亜鉛めっき鋼板を製造できるようにする
【解決手段】母材鋼板を還元焼鈍した後、溶融亜鉛めっきし、さらに合金化処理を行う合金化溶融亜鉛めっき鋼板の製造方法において、母材鋼板の表面酸素量Yを150mg/m2以下に規定し、還元焼鈍する前に、前記母材鋼板を加熱して母材鋼板表面の酸素付着量Xが25〜500mg/m2の範囲内で、かつXとYが(1)式を満足するように母材鋼板を酸化する処理を行い、引き続き還元処理する。Y×2.5≦X(1)
(もっと読む)
61 - 80 / 232
[ Back to top ]