
Fターム[4K043DA05]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の目的 (331) | 焼鈍(焼なまし) (232)
Fターム[4K043DA05]に分類される特許
41 - 60 / 232
連続焼鈍設備の加熱炉の板温度制御方法
【課題】連続焼鈍設備の加熱炉の温度を送り込まれる冷延鋼板の放射率に応じて適切にフィードフォワード制御することができ、鋼板温度のばらつきに起因する品質不良を抑制することができる連続焼鈍設備の加熱炉の板温度制御方法を提供する。
【解決手段】連続焼鈍設備の加熱炉1の入側に設置されたルーパ5よりも手前側において測定器6により鋼板表面の反射率を測定し、測定された反射率から鋼板表面の熱吸収特性を示す放射率を演算する。その値をトラッキングし、冷延鋼板の測定部位が加熱炉1に入るタイミングに同調させてバーナ3の出力を制御する。
(もっと読む)
連続焼鈍炉の入側シール装置

【課題】炉内からの高温雰囲気ガスの漏出を、少ないメンテナンスで、長期間に亘って効果的に防止することができる連続焼鈍炉の入側シール装置を提供すること。
【解決手段】鋼板Sを連続焼鈍する連続焼鈍炉10の入側シール装置において、連続焼鈍炉の入側に、鋼板に押し当てられながら鋼板搬送速度と同じ周速で駆動する一対のシールロール20,20を配置した。シールロール20の表層部は弾性材料21で構成され、シールロールの内部にはロータリージョイント30を介してガスを常時供給排出し、内圧を大気圧以上として、表層部の弾性材料21を膨張させている。さらに、シールロールの内部へのガスの供給排出量を調整し、内圧を鋼板の板厚に応じて制御する内圧制御手段40を設けた。
(もっと読む)
連続焼鈍炉の入側シール装置
【課題】炉内からの高温雰囲気ガスの漏出を、少ないメンテナンスで、長期間に亘って効果的に防止することができる連続焼鈍炉の入側シール装置を提供すること。
【解決手段】鋼板Sを連続焼鈍する連続焼鈍炉10の入側シール装置20において、連続焼鈍炉の入側に連続焼鈍炉の炉殻12を水封する水タンク21を設け、水タンクの中に鋼板を駆動するロール22を設け、水タンクの出側に鋼板を乾燥及び予熱する乾燥・予熱炉25を設けた。
(もっと読む)
連続熱処理炉における板温制御システム、方法及びプログラム
【課題】鋼板の長手方向での板温のばらつきに応じた板温制御を可能とする。
【解決手段】帯状の鋼板の板温をフィードバック制御する連続熱処理炉における板温制御システムであって、連続熱処理炉の前工程情報X1〜Xm、炉出側の目標板温TSsをn個に分類した領域、フィードバック(FB)制御ゲインを関連付けて格納する制御ゲインデータベース(DB)と、前工程情報及び炉出側の目標板温に応じて制御ゲインDBから読込んだFB制御ゲインに基づいて、連続熱処理炉に対するFB制御を実行するFBコントローラと、炉出側の実績板温TSa(i)に基づく鋼板の長手方向での実績板温ばらつきσaと、フィードバック制御周期毎の板温変化量から板温変化影響係数βとを求め、その実績板温ばらつきσaと板温変化影響係数βに応じて、制御ゲインDBに格納されているFB制御ゲインを更新する制御ゲイン計算部とを備える。
(もっと読む)
硬引き線
【課題】パテンティング処理もオイルテンパー処理も行うことなく、オイルテンパー線と遜色ない耐へたり性を有する硬引き線を提供する。
【解決手段】線加工された硬引き線であって、質量%で、C:0.60〜0.70%、Si:1.00〜2.50%、Mn:0.20〜1.00%、Cr:0.50〜2.50%、V:0.05〜0.50%を含有し、残部がFe及び不可避的不純物からなる。400℃で20分の低温焼鈍後の引張強さが同焼鈍前の引張強さよりも50MPa以上高い。硬引き線をばね加工した後に歪取り焼鈍を行った場合でも、引張強さが向上するため、高い耐へたり性を備えるばねを得ることができる。
(もっと読む)
鋼帯の連続熱処理炉及びその操業方法
【課題】本発明は、連続熱処理炉の加熱効率を低下せずに、通板中の鋼帯からスケールがハースロール上に転写、焼付くのを防止可能な鋼帯の連続熱処理炉及びその操業方法を提供することを目的としている。
【解決手段】鋼帯をガスバーナで加熱する直火炉及びラジアントチューブで加熱する輻射炉で構成した加熱帯内に、該鋼帯を支持する複数個のハースロールを配設した連続熱処理炉を改良した。具体的には、前記ハースロールに非水冷方式及び水冷方式を採用すると共に、スケールの発生領域のみに、水冷方式のハースロールを配置するようにし、且つ該ハースロールの表面温度をFe酸化物の焼結温度未満に制御するようにした。
(もっと読む)
金属ストリップの連続焼鈍炉
【課題】無駄に排出されている不活性ガスを利用して直接加熱帯から間接加熱帯への燃焼ガスの侵入を確実に防止する。
【解決手段】リファイナ3には、精製された雰囲気ガスを乾燥させるドライヤ35A,35Bを設けるとともに、当該ドライヤ35A,35Bを再生するための不活性ガスを供給するガス供給管44を設け、連続焼鈍炉の直接加熱帯12と間接加熱帯13との間にガスカーテンを形成するガス噴射ノズル2を設けるとともに、ドライヤ35A,35Bを再生した後の不活性ガスをガス噴射ノズル2に供給するガス供給管41を設け、ドライヤ35A,35Bは並列に一対設けられて、一方のドライヤと他方のドライヤの使用状態と再生状態が交互に切り替えられ、再生状態となったドライヤに供給された不活性ガスがガス噴射ノズル2に供給されるようになっている。
(もっと読む)
金属帯の蛇行防止方法ならびに金属帯連続処理設備
【課題】金属帯を複数の搬送ロールにより搬送しながら連続的に熱処理する連続熱処理炉の内部で金属帯が搬送ロールの軸方向に大きく蛇行して搬送ロールからロールアウトすることを防止する。
【解決手段】焼鈍炉14の上流側に蛇行発生要因付与装置19を設けて金属帯Sへ蛇行発生要因を付与し、蛇行発生要因付与装置19によって発生した金属帯Sの蛇行量を蛇行検出器17により検出し、検出された金属帯Sの蛇行量に基づいて焼鈍炉14内での金属帯Sの搬送条件を制御する。
(もっと読む)
金属ストリップの冷却装置及び冷却方法
【課題】設備コストやランニングコストの低減が可能であると共に、設備スペースも狭めることが可能な金属ストリップの冷却装置及び冷却方法を提供する。
【解決手段】長尺な金属ストリップSをその長さ方向に送って連続的に冷却処理する金属ストリップの冷却装置において、円筒体状に形成され、金属ストリップの長さ方向に複数配設されると共にそれらの軸心Yが金属ストリップの幅方向に沿って配置されて、金属ストリップを冷却するために当該金属ストリップがそのロール表面2aに接触される冷却用ロール2と、円筒体状に形成され、少なくともいずれかの冷却用ロールと並行に配置されて、金属ストリップの幅方向両端側を冷却用ロールのロール表面に向かって強制的に押圧する押さえ用ロール3とを備えた。
(もっと読む)
金属ストリップの横型連続焼鈍炉
【課題】加熱能力を効果的に高めることのできる金属ストリップの横型連続焼鈍炉を提供する。
【解決手段】金属ストリップ20の横型連続焼鈍炉10において、加熱室12の上部にセラミックスから成る支持板36を横設して、支持板36の上面に電熱線から成る電気ヒータ44Cを横向きに寝た状態且つ波打形状をなす状態に設置し、電気ヒータ44Cで加熱された支持板36からの輻射熱を、下方を通過する金属ストリップ20に当てて加熱するようにする。
(もっと読む)
クロム系ステンレス鉄筋の製造方法
【課題】狙いとする強度区分に安定して製造することが容易なクロム系ステンレス鉄筋の製造方法を提供すること。
【解決手段】質量%で、C:0.15%以下、Si:1.00%以下、Mn:1.00%以下、P:0.040%以下、S:0.030%以下、Ni:0.60%以下、Cr:11.0〜13.5%、N:0.15%以下を含有し、残部がFe及び不可避的不純物よりなる鋼材を熱間圧延した後、600℃以上の温度であって、かつ焼もどしパラメータであるT(20+logt)/1000(T:焼なまし温度(K)、t:焼なまし時間(hr)、logは常用対数)が17.0〜23.0の範囲となる条件で焼なまし処理を施すことを特徴とするクロム系ステンレス鉄筋の製造方法である。
(もっと読む)
金属帯の通板位置制御装置および方法
【課題】本発明の目的は、連続焼鈍ラインの焼入れ後の再加熱炉において、金属帯を連続的に、かつ、ヘアピン状に通板する際に生ずる金属帯の蛇行を修正するための金属帯の通板位置制御装置および方法を提供することにある。
【解決手段】蛇行した鋼帯1のずれ量(ΔW)を検出器9、10で検出し、この検出器9、10で検出したずれ量(ΔW)に応じた所定の修正指令値に基づき、鋼帯1が蛇行した方向の側(紙面右側)の軸部6を他方の側(同左側)の軸部6に比べて相対的に下方となるように、ジャッキ7、8でそれぞれ移動させるようにしたことを特徴とする。
(もっと読む)
連続熱処理炉への圧延材投入順番の決定方法
【課題】圧延材の連続熱処理工程において、製造プロセス条件だけではなく、経済的なコスト面も直接評価にいれた連続熱処理炉への圧延材投入順番の決定方法を提供する。
。
【解決手段】本発明の圧延材投入順番の決定方法は、圧延材Rを複数連結した上で連続熱処理炉1に投入して設定処理温度で圧延材Rを熱処理するに際し、設定処理温度から外れた炉内温度で熱処理された圧延材Rに起因する費用損失を評価するロスコスト評価関数を設定し、このロスコスト評価関数が最小となるように、連続熱処理炉1への圧延材Rの投入順番を決定する。
(もっと読む)
鋼帯搬送ロール表面の異物除去方法
【課題】 鋼帯の連続処理ラインに配置されている複数の搬送ロールに設けられているドクターブレードの圧下、開放を搬送ロール全体で制御して異物除去を行ない、鋼帯の品質不良部を減少させる搬送ロール表面の異物除去方法の提供。
【解決手段】 溶融亜鉛めっきライン、電気めっきライン、連続焼鈍ラインや塗装ライン等の鋼帯を連続的に処理するラインに設けられている複数の搬送ロールに付着した金属粉や埃等の異物を除去するために、各搬送ロールに設けたドクターブレードの圧下・開放動作およびドクターブレードの刃先及びその近辺に溜まっている掻き落とした異物を除去するための吸引装置の吸引動作を搬送中の鋼帯のトラッキングに連動させて制御することを特徴とする搬送ロール表面の異物除去方法。
(もっと読む)
ハースロールおよびその製造方法
【課題】優れた耐熱衝撃性を維持しながら、Mn酸化物との反応による変態を抑制できる新規なハースロールおよびその製造方法を提供する。
【解決手段】ロール材10の胴周面にセラミック溶射皮膜20を有するハースロール100であって、前記セラミック溶射皮膜20は、イットリア(Y2O3)を固溶させ部分安定化したジルコニア(ZrO2)の粉末を溶射し、その表面にイットリア(Y2O3)を含浸させてなる。このようなセラミック溶射皮膜を備えることによって優れた耐熱衝撃性を維持しながら、Mn酸化物との反応による変態を抑制することができる。
(もっと読む)
鋼帯加熱装置
【課題】バーナの近傍の温度上昇を防止でき、鋼帯の加熱範囲を管理できる鋼帯加熱装置を提供する。
【解決手段】鋼帯加熱装置1は、鋼帯2の幅方向に延伸し、鋼帯2を加熱するバーナ3と、バーナ3の前後に平行に配置され、それぞれ鋼帯2に向かって空気を噴射してエアカーテンを形成する一対のエアノズル5と、バーナ3からエアノズル5まで延伸するベース部材4とを有し、鋼帯2、ベース部材4との隙間の前後をエアノズル5が形成したエアカーテンで封止して、バーナ3の燃焼ガスを鋼帯2の幅方向に案内する。
(もっと読む)
金属帯の通板装置およびハースロール
【課題】連続焼鈍炉内での金属帯の蛇行を防止することができ、金属帯の変形である絞込みの発生も合わせて防止することができる金属帯の通板装置およびハースロールを提供することを課題とする。
【解決手段】連続焼鈍炉3内で、金属帯2を上下に折り返して連続焼鈍炉3の長尺方向に通板する金属帯の通板装置であって、金属帯2の折り返し部には、通板時の金属帯2を支持する一対のハースロール1が設けられており、その一対のハースロール1のうち、一方のハースロール1の軸方向の一方側と、他方のハースロール1の軸方向の他方側には、夫々先に向かうほどそのハースロールの径が小さくなるような傾斜部1aが設けられている。
(もっと読む)
高伸長繊維
本発明は、コンクリートまたはモルタルを補強するための鋼繊維に関する。この繊維は、中央部分と2つの端部を有する。中央部分は、引張強度が少なくとも1000Nであり、かつ最大荷重時伸びAg+eが少なくとも2.5%である。本発明はさらに、かかる鋼繊維を含むコンクリート構造に関する。 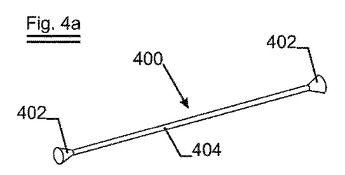 (もっと読む)
(もっと読む)
鋼線の製造方法
【課題】伸線工程および熱処理(パテンティング)工程を含む製造プロセスを改良することで、一次伸線での加工限界を向上するとともに、製造プロセス全体のの省エネルギー化を実現できる鋼線の製造方法を提供する。
【解決手段】炭素を含有するパーライト組織からなる高炭素鋼材から鋼線を製造する方法である。高炭素鋼材に対し、X=Ln(t)−40000/T+52(ここで、tは熱処理時間(s)であり、Tは熱処理温度(K)であって、熱処理温度Tは、673K以上Ac1点以下の範囲内の温度である)で定義されるXが0.8≦X≦17.8を満足する条件にて一次熱処理を行った後、該一次熱処理後の高炭素鋼材に対し、一次伸線、最終熱処理、最終伸線および撚り線を順次行う。
(もっと読む)
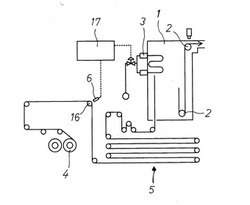
連続焼鈍炉
【課題】 光輝焼鈍用の雰囲気ガス中で処理材を加熱帯から冷却帯に連続して搬送させて焼鈍するにあたり、雰囲気ガス中に含まれているホワイトパウダーを適切に除去し、ホワイトパウダーが、冷却器等に付着して冷却効率が低下したり、処理材の表面に付着して処理材の表面の光沢が損なわれたりするのを適切に防止する。
【解決手段】 光輝焼鈍用の雰囲気ガス中で処理材1を加熱帯12から冷却帯13a〜13cに連続して搬送させて焼鈍する連続焼鈍炉10において、ホワイトパウダー成分を含む雰囲気ガスを連続焼鈍炉からホワイトパウダー除去部30に導く案内ダクト17を設けると共に、このホワイトパウダー除去部に、雰囲気ガスを冷却させてホワイトパウダーを発生させる冷却ロール32と、この冷却ロール上に発生したホワイトパウダーを冷却ロールから除去する除去手段33を設けた。
(もっと読む)
41 - 60 / 232
[ Back to top ]