
Fターム[4K043EA02]の内容
ストリップ・線材の熱処理 (4,781) | 熱処理の態様 (390) | 連続処理 (377)
Fターム[4K043EA02]の下位に属するFターム
被熱処理物をコイル状で搬送 (23)
被熱処理物を非コイル状で搬送 (295)
Fターム[4K043EA02]に分類される特許
41 - 59 / 59
多相鋼の場合の目的の性質組合せを調整する方法及び装置
【課題】
標準的分析及び標準的方法操作を用いて製造される多相鋼を、殆ど任意の組合せの性質を有する種類の鋼に転化することができる方法及び装置の提供。
【解決手段】
多相鋼の構成が少なくとも30%のフェライト及び最高50%のマルテンサイトを含み、標準的分析及び標準的方法操作を用いる通常の熱間圧延ライン、薄肉スラブ鋳造兼圧延プラント又は相応する狭いストリップ製造ライン及び中間ストリップ製造ライン又は線材製造ラインで製造される例えば二相鋼及びTRIP鋼である、熱間圧延された多相鋼の場合の意図する組合せの性質を調整する方法において、熱間圧延(10)又は後の仕上げ段階に続いて、例えば構造部材の仕上げに続いて、変更可能な焼鈍温度及び変更可能な焼鈍期間を用いる後に連結されたあるいは中間連結された焼鈍処理(30、35)によって多相鋼の強度と降伏比との所望の組み合わせを調整することを特徴とする、上記方法。  (もっと読む)
(もっと読む)
異形高抗張力鋼棒
【課題】 PC鋼材の経済的破断強度は100トン前後で頭打ちになっている。低コストで150トンを越える高抗張力・大荷重に耐える鋼材を提供する。
【解決手段】 基本プロセスとして制御冷却高強度パーライト圧延鋼棒を踏襲する。該材質は高抗張力鋼材に付随し易い遅れ破壊等の脆性問題に対して極めて有利である。
第2に断面拡大により破断荷重の増強を行う。その際、延靭性を低下させ易い直径拡大と言う手段は採らず、逆に直径縮小・幅拡大を採用する。幅拡大に伴う不均一冷却を解消する新断面形状を提示する。延靭性に影響する断面内温度差を抑制する条件を特定する。得られた大荷重鋼材の簡便な定着方法を提示する。
(もっと読む)
ガラス封入用フェライト系ステンレス鋼線
【課題】安価なフェライト系ステンレス鋼線において、ガラス封入時のクラックや気泡の発生を防止することができるガラス封入用フェライト系ステンレス鋼線およびその製造方法を提供する。
【解決手段】質量%で、C+N:0.005〜0.040%を含有し、更に、Nb:0.05〜1.0%,Ti:0.05〜1.0%,V:0.05〜1.0%,Zr:0.05〜1.0%のうち1種類以上を含有し、下記(A)式のγpが0以下であり、500〜1200℃の加熱で相変態しないことを特徴とするガラス封入時の耐クラック発生および耐気泡発生に優れるガラス封入用フェライト系ステンレス鋼線およびその製造方法。
γp=470N+420C+30Ni+7Mn-11.5Cr-11.5Si+189
-47Nb-49Ti-50V-50Zr ・・・(A)
(もっと読む)
外皮付き電気ヒータの外皮溶損防止方法

【課題】、非接地系の電源回路において、熱処理炉内に設置される外皮付き電気ヒータの外皮内に堆積する酸化スケールによる2相地絡を、外皮の溶損前に検出できる外皮付き電気ヒータの外皮溶損止方法を提供すること。
【解決手段】外皮付き電気ヒータをデルタ結線した各相の電流値を電流検出器3により検出し、検出した電流を電流変換器4により例えば4〜20mAの出力に変換し、制御装置5に取り込む。制御装置5にて各相の電流の変化率を演算し、この変化率が事前に設定する変化率よりも大きくなった場合、リレー2を作動させ、過電流遮断器1により外皮付き電気ヒータへの電流を遮断する。
(もっと読む)
炭素鋼、特に帯鋼にベイナイト組織を連続的に形成するための方法および装置
本発明は、炭素鋼(1)をオーステナイト化温度を上回る温度でオーステナイト化し、オーステナイト化された炭素鋼(1)を、該炭素鋼(1)をオーステナイト化温度よりも僅かな温度に冷却するための急冷媒体(21)を備えた浴(2)内に供給し、炭素鋼(1)をベイナイトに対する変態温度に調整し、炭素鋼(1)を所定の期間にわたって変態温度で保持し、次いで、炭素鋼を冷却するステップを有する、炭素鋼、特に帯鋼にベイナイト組織を連続的に形成するための方法に関する。この方法は、炭素鋼(1)の全組織に対する規定可能な割合のベイナイト組織が、急冷媒体(21)を備えた浴(2)内で形成されるまで、炭素鋼(1)が、オーステナイト化後、急冷媒体(21)を備えた浴(2)を通走し、該浴(2)からの炭素鋼(1)の進出時に、該炭素鋼(1)の表面の急冷媒体(21)の残分を吹払いによって除去し、次いで、ベイナイトへの炭素鋼(1)の組織成分の残変態を等温の温度調整ステーション(13)において、該等温の温度調整ステーション(13)を通る通走時の炭素鋼(1)の各変向なしに行うことによって改良される。 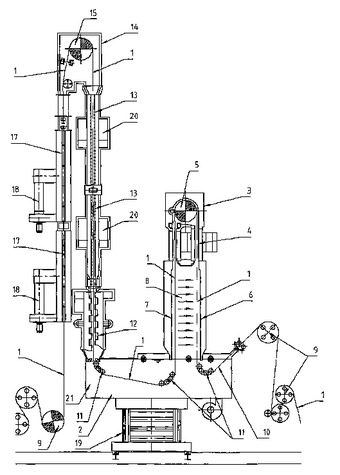 (もっと読む)
(もっと読む)
高温鋼板の冷却方法
【課題】高温鋼板の中心部の冷却速度を確保しつつ、鋼板の板厚方向の温度差を小さくでき、均一な鋼板形状、材質を得る冷却方法を提供する。
【解決手段】 高温の鋼板を冷却するに際し、鋼板を連続冷却パターンで冷却するに必要な冷却ゾーンおよび各冷却ゾーンの水量密度を設定すると共に、中心部と表層部との冷却速度を管理すべき鋼板の管理温度範囲と、該管理温度範囲における中心部の冷却速度下限値と表層部の冷却速度上限値を設定し、当該冷却ゾーンの前の冷却ゾーンまでの冷却履歴に基づいて、連続冷却パターンで設定した水量密度で冷却した場合の管理温度範囲となる次冷却ゾーンから当該冷却ゾーンまでの中心部および表層部の冷却速度を演算し、この結果に基づいて水量密度を設定し、冷却する。
(もっと読む)
焼鈍炉のハースロール装置
【課題】焼鈍炉内でストリップシート(strip sheet)の移送時に使われるハースロール装置(Hearth Roll Apparatus)が提供される。
【解決手段】本発明の焼鈍炉のハースロール装置は、焼鈍炉の内部にストリップシートを密着移送するよう露出配置されたセラミックチューブと、上記セラミックチューブの一端と結合し、上記セラミックチューブの内部を通して焼鈍炉を貫通するよう伸ばされたロールシャフトと、上記セラミックチューブの他端と結合し、上記ロールシャフトの一部が内部を通過するチューブ固定スリーブ及び、上記ロールシャフトとチューブ固定スリーブに連携設置され上記ロールシャフトをその長さ方向に引っ張る張力を提供する張力発生手段を含み焼鈍炉からストリップシートを移送するよう構成されている。
このような本発明によると、焼鈍炉の内部において高温状態で可動するハースロール装置のロールシャフトが下部に曲がる熱変形ベンディング(creep)が最大に抑制され、これによってハースロールの高速可動を通したストリップシートのラインスピードを増大させることを可能にするより改善された効果が得られる。
(もっと読む)
オイルテンパー線およびその製造方法
【課題】 窒化処理後に高い疲労強度と靭性とを兼備したオイルテンパー線とその製造方法並びにそのオイルテンパー線を用いたばねを提供する。
【解決手段】 焼戻しマルテンサイト組織を有するオイルテンパー線である。このオイルテンパー線に窒化処理を行った場合、線表面部に形成される窒化層の格子定数が2.870Å以上、2.890Å以下となる。このオイルテンパー線は、伸線加工後の鋼線に焼入れ工程と焼戻し工程とを行うことにより得られる。その際、焼入れ工程は、雰囲気加熱で温度を850〜950℃、時間を30sec超〜150secとして加熱した後に行い、焼戻し工程は、400〜600℃で行う。
(もっと読む)
金属ストリップの連続処理設備における操業支援装置、操業支援方法、コンピュータプログラム、及びコンピュータ読み取り可能な記録媒体
【課題】 金属ストリップを連続処理設備にて処理する以前の時点で測定された形状指標に基づいて、当該ストリップの蛇行量と生産障害につながる危険率を推定し、予め操業オペレータに提示することで、必要以上に処理能力を損なうことなく可及的に高い生産性を可能にする。
【解決手段】 伸び率差等の金属ストリップ形状指標を測定して、幅方向座標の関数で重み付けを行い、更にその左右差を評価する演算を実行して重み付き形状指標左右差を算出する。過去の実績データに基づいて、重み付き形状指標左右差から金属ストリップの蛇行量と、当該金属ストリップが生産障害を発生させる危険率を推定し、操業オペレータに提示する。
(もっと読む)
鋼帯の通電加熱方法
【課題】溶接点で鋼帯の断面積が変化する場合であっても溶融金属浴に浸入する最終到達板温を板破断とメッキ剥離が発生しない一定範囲に収めることができるうえ、溶接点の前後で通電カットを行う場合であっても鋼帯の最終到達板温を確保することができる鋼帯の通電加熱方法の提供。
【解決手段】鋼帯の断面積が異なる先行材と後行材とを繋ぐ溶接点が通電加熱範囲内を通過する際に、溶接点が通電ロールを通過してから加熱電流設定値切替点までの切替距離L2が下記A式を満足するように加熱電流の切替を行う鋼帯の通電加熱方法。 L2=L1× (1-t)×(Ja')2/((1-t)×(Ja')2+(1+t)×(Jb')2)・・・A
ここに、L2:通電ロールから加熱電流設定値切替点までの切替距離L1:通電加熱範囲における加熱長,Ja:先行材の設定電流密度,Jb:後行材の設定電流密度,a:先行材の断面積,b:後行材の断面積,Ja’=Jb×b/a,Jb’=Ja×a/b,t:定数
(もっと読む)
鋼帯の通電加熱方法
【課題】溶接点の前後で通電カットを行う場合であっても鋼帯の最終到達板温を確保する ことができる鋼帯の通電加熱方法を提供する。
【解決手段】連続送給される鋼帯を、該鋼帯の入り側に配置された通電ロールに接触させるとともに、該鋼帯の出側に配置された金属浴に接触させ、前記通電ロールと金属浴を電極とし電極間の鋼帯に通電して加熱する鋼帯の通電加熱方法であって、前記鋼帯の溶接点が通電ロールを通過する際に電流を停止する通電カットにより前記鋼帯の最終到達板温に見合う電流に対して不足する電流を、前記通電カットの前後に通常の設定電流に加えて供給することにより、前記鋼帯の最終到達板温を確保することを特徴とする通電加熱方法。
(もっと読む)
直火式鋼板連続加熱炉および鋼板の加熱方法
【課題】 鋼板幅方向の温度分布を均一化することができる、直火式鋼板連続加熱炉および鋼板の連続加熱方法を提案する。
【解決手段】 鋼板を直火式の連続加熱炉で連続して加熱するに当たり、炉内壁の天井部および/または炉床部で、記鋼板中央部と相対する領域を、炉内壁の他の領域より高い放射率を有する領域とする。高い放射率を有する領域は、炉の内壁材の放射率より高い放射率を有する塗料層を被成して、あるいは粗面化処理することにより形成することが好ましい。また、連続加熱炉の側壁に、低い放射率を有する領域を形成してもよい。低い放射率を有する領域は、放射方向制御板を配設または炉の内壁材の放射率より低い放射率を有する塗料層を被成することにより、形成できる。これにより、鋼板幅方向中央部への輻射入熱量がエッジ部に比べて相対的に多くなり、鋼板幅方向端部の過加熱を抑制するとともに、中央部の昇温を促進して、鋼板幅方向の温度分布が均一化される。
(もっと読む)
直火式の連続加熱炉による鋼板の加熱方法
【課題】 鋼板幅方向の温度分布を均一化することができる、直火式の連続加熱炉による鋼板の加熱方法を提案する。
【解決手段】 鋼板を直火式の連続加熱炉に連続して通板し加熱するに当たり、直火式の連続加熱炉に通板する前の、鋼板の中央部表面および/または裏面に、該鋼板の放射率より高い放射率を有する物質を塗布する。高い放射率を有する物質を塗布する鋼板の中央部は、該鋼板の幅方向端からそれぞれ150〜250mmずつ幅方向内側に入った中央部領域とする。これにより、鋼板幅方向中央部への輻射入熱量がエッジ部に比べて相対的に多くなり、鋼板幅方向端部の過加熱を抑制するとともに、中央部の昇温を促進して、鋼板幅方向の温度分布が均一化される。
(もっと読む)
熱間ストリップ圧延機における熱間圧延コイルのオンライン特性予測システムおよび方法
熱間ストリップ圧延機で熱間圧延コイルの特性をオンラインで予測するシステム。システムは、製鋼段階で得られる化学的性質を捕捉し、圧延スケジュールに関するデータを提供する装置5を含む。熱間圧延中にプロセス・パラメータを測定するために、計器レベルにフィールド装置FD1〜FDnを設ける。プログラム可能な論理制御装置1は、フィールド装置によるパラメータ・データを得てプロセッサー2に供給する。セグメント追跡によって測定データを時間領域から空間領域へと変換する手段3を設ける。計算モジュール4は、圧延中のストリップの長さに沿い且つ厚さに亘って機械的特性を予測すべく、変換された空間領域のデータを処理する。表示装置6は予測された特性を表示する。得られたデータは、将来使用するためにデータ・ウェアハウス装置8に記憶できる。システムに設けた装置7が予測された適切性を収集してスケジュール作成装置5に供給できる。  (もっと読む)
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造設備
【課題】プレス成形時の摺動特性に優れた合金化溶融亜鉛めっき鋼板を、工業的規模で安定して製造する設備を提供する。
【解決手段】溶融亜鉛めっき装置と、合金化加熱炉と、冷却装置と、調質圧延機と、酸性溶液接触装置と、酸性溶液濃縮領域と、水洗装置と、乾燥装置を連設したことを特徴とする合金化溶融亜鉛めっき鋼板の製造設備。溶融亜鉛めっき装置と、合金化加熱炉と、冷却装置と、調質圧延機と、酸性溶液接触装置と、酸性溶液濃縮領域と、中和処理装置と、乾燥装置を連設したことを特徴とする合金化溶融亜鉛めっき鋼板の製造設備。
(もっと読む)
鋼線の伸線・熱処理方法
【課題】 伸線と熱処理の両工程を直結し、しかも多様な熱処理を可能とすることにより設備コスト、操業コストを低減する。
【解決手段】 鋼線材を伸線して鋼線とし、該鋼線を非回転垂直螺旋リングに成形し、走行するコンベア上に落下させ、コンベア直上で1リング毎走行方向左右に分配してジグザグ・リング列を形成し、該リング列を断熱隔壁により3帯から成る流動床伝熱装置を通過させて加熱又は冷却又は保持する。連続冷却変態、恒温変態とも可能になる。3帯の個別温度条件により焼鈍、焼準、パテンティング、オーステンパー、焼入焼戻し等の熱処理がなされる。更にリング列の温間収束・保持により鋼中の脱水素処理がなされ鋼材の耐遅れ破壊性を改善する。
(もっと読む)
鉄をベースにした合金をマイクロ処理するための方法及び装置,並びにそれから生成した物質
本発明は、鉄をベースにした合金を、加熱及び直ちに焼き入れして室温にすることを含むマイクロ処理して様々な厚さを有する高張力の鉄をベースにした合金を製造するための方法及び装置を開示する。その方法は、望ましい効果を生み出すために、種々の制御可能な張力下での張力を用いて実施しても又は用いないで実施してもよい。マイクロ処理された鉄をベースにした合金は、望ましいベイナイトを含有してそれの二次成形適正及び引っ張り強度を増大させる。鉄をベースにした合金の様々な厚さは、自動車パネルを形成するような種々の用途用に望ましい。  (もっと読む)
(もっと読む)
鋼板連続焼鈍設備のガスジェット冷却装置と冷却制御方法
【課題】軟質鋼板から高強度鋼板(超ハイテン材)までの多種類の薄鋼板製品を製造するために必要な熱処理を、生産性を損なわずに行なうことができる連続焼鈍設備のガスジェット冷却装置およびその冷却制御方法を提供する。
【解決手段】鋼板連続焼鈍設備の均熱後の1次冷却帯で、その表面にノズルから気体を吹き付けて冷却するガスジェット冷却装置を、通板方向に設けた複数段冷却ユニット7a〜7dの冷却能力を独立して制御可能に、前段側の冷却ユニット7a、7bを緩冷可能に、後段側の冷却ユニット7c、7dを急冷可能になるように形成した。
(もっと読む)
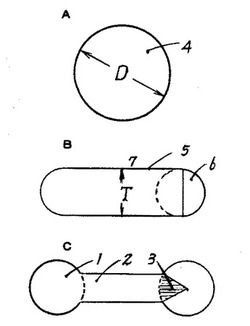
細片材料及びワイヤ材料を冷却する方法及び装置
本発明は、細片製品又はワイヤ製品を冷却する方法であって、焼鈍しに続いて、製品3がその酸化温度より下の約20〜50℃の温度まで冷却される方法に関する。本発明は、製品3が相互に並列に巻かれて位置するようにされ、その後数回の巻きの後にドラム1から巻きを解かれるように、製品3を、焼鈍経路の下流直近でドラム1の周りに巻き付けることを特徴とし、製品3が所望温度まで冷却されるような巻き回数で、前記製品がドラム1に巻き付けられ、ドラム1に、製品3が塑性変形によって機械的に影響を受ける直径よりも大きな直径が与えられる方法。  (もっと読む)
(もっと読む)
41 - 59 / 59
[ Back to top ]