
Fターム[4L036PA12]の内容
糸、糸又はロープの機械的な仕上げ (18,618) | 処理 (5,748) | 紡糸延伸 (66)
Fターム[4L036PA12]に分類される特許
21 - 40 / 66
メタアラミド繊維の高速製造
本発明は、ある濃度のポリマー、塩、溶剤および水を含有するポリマー溶液から繊維を製造する連続乾式紡糸方法に関する。繊維は押出され急速冷却された後、ある濃度の溶剤、塩および水を含むコンディショニング溶液と接触させる。コンディショニング溶液は、延伸前に繊維を可塑化するよう繊維に作用する。コンディショニング溶液は、繊維を延伸に必要な程度に可塑化するが、ポリマー溶液に再溶解させる程には可塑化しないような、ある濃度の溶剤、塩および水を含有する。この方法で製造され、熱処理された繊維は収縮性が向上し、かつ濃い色に着色することができる。  (もっと読む)
(もっと読む)
伸度差混繊糸の製造方法
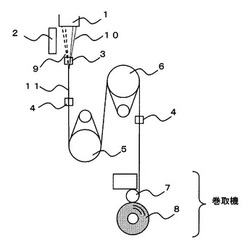
【課題】発色性、ソフト性、ふくらみ感に優れた布帛を提供し得るポリエステル収縮差混繊糸を工程安定的かつ低コストの製造方法を提供する。
【解決手段】伸度差を有する2種類以上の糸条を同一口金1から吐出して巻き取る紡糸混繊糸の製造方法であって、高伸度糸がポリエステルを鞘部に、ポリスチレンを芯部に配した芯鞘構造を有し、低伸度糸がポリエステル単独糸より成る下記1.及び2.の要件を具備するポリエステル収縮差混繊糸の製造方法。1.ポリスチレンのメルトマスフローレイトMFRが3.5〜10.0g/10分2.高伸度糸中のポリスチレン複合量Cps[wt%]とMFR[g/10分]の比、Cps/MFRが2.0〜3.5
(もっと読む)
誘導発熱ローラ装置

【課題】誘導発熱するローラ本体の中空内部に配置される軸受けおよび磁束発生機構を、環境を汚染することなく簡単な構造で冷却効果を高めること。
【解決手段】円筒状の鉄心23の外周に巻回した誘導コイル22からなる磁束発生機構を中空内部に配置された有底円筒状のローラ本体21を、その中空内部を挿通する回転軸26の先端で支持し、その回転軸26をローラ本体21の中空内に突出する軸受けハウジング27に装着した軸受け29で支持してなる誘導発熱ローラ装置において、軸受けハウジング27の肉厚内に、冷却流体通流孔27bと、この冷却流体通流孔27bに連通する軸受け29の周りを囲む環状の冷却流体通流孔27cを設け、また、磁束発生機構の鉄心23の端面を軸受けハウジング27の端面に密着して固定支持する。冷却流体通流孔27bおよび環状の冷却流体通流孔27cに冷却流体を通流することにより軸受け29および鉄心23を冷却する。
(もっと読む)
繊維、ゴム補強コード、ならびに補強ゴム
【課題】本発明の課題は、ゴム補強コードにも好適である、ポリアミド56繊維を提供することである。より具体的には、熱に晒された後においても高弾性率であり、ゴム接着性に優れ、高強度であるポリアミド56繊維を提供することである。そして該ポリアミド56繊維からなるゴム補強コード、ならびに該ゴム補強コードを含んでなる補強ゴムを提供することである。
【解決手段】150℃30分間の乾熱処理後の4.68cN/dtex応力時の伸度が12〜20%である、ポリアミド56繊維。
(もっと読む)
芯鞘型複合長繊維およびその製造方法
【課題】均一染色性に優れた芯鞘型複合長繊維およびその製造方法を提供するものである。さらに詳しくは、ポリ乳酸を構成成分としながらも、優れた力学特性、ソフト性および均一染色性を有する芯鞘型複合長繊維、および該複合長繊維の製造に際して、糸切れが少なく工程的に安定した製糸性が得られる芯鞘型複合長繊維の製造方法を提供する。
【解決手段】芯部を形成するポリエステル成分Aがポリ乳酸であり、鞘部を形成するポリエステル成分Bがポリトリメチレンテレフタレートである芯鞘型複合繊維であって、以下の(A)〜(C)の要件を満足することを特徴とする芯鞘型複合長繊維。
(A)ポリエステル成分A:ポリエステル成分Bの複合重量比が20:80〜80:20
(B)芯鞘型複合長繊維の長手方向繊度変動率が1%以下
(C)芯鞘型複合長繊維の長手方向湿熱収縮変動率が5%以下
(もっと読む)
高タフネス繊維の製造方法
【課題】産業用途に適した高強度・高タフネス繊維を提供すること。
【解決手段】ポリエステル繊維などの高タフネス繊維を製造するに際して、溶融紡糸した未延伸糸をガラス転移温度以上に加熱した液体槽を通過させた後、ポリマーがガラス転移温度以下に冷却される前に、ガラス転移温度未満の液体槽を通過させることによって、分子鎖の絡みあいが少ない構造の高タフネス未延伸糸を製造し、これに高倍率延伸を施すことによって高タフネスの繊維を得る。
(もっと読む)
熱接着性長繊維の製造方法及び熱接着性長繊維
【課題】高強度でかつ熱収縮率の低い熱接着性長繊維を操業性よく製造することができる製造方法を提供する。
【解決手段】芯成分、鞘成分ともにポリエステルであり、鞘成分は芯成分より低融点の共重合ポリエステルである芯鞘型複合繊維を複合紡糸装置を用いて溶融紡糸し、一旦巻き取ることなく連続して、延伸と弛緩処理を行って巻き取る製造方法において、延伸を2段階で、かつ各々スチーム処理を行いながら延伸し、1段目の延伸倍率を2段目より高くし、2段目の延伸倍率を1.02〜1.1倍とする熱接着性長繊維の製造方法。
(もっと読む)
空気入りタイヤ
【課題】生タイヤ成型時における作業性を改善し、ユニフォミティを向上した空気入りタイヤを提供する。
【解決手段】クラウン部から両サイド部2を経て両ビード部1に延び、ビード部1に係留された、略ラジアル方向に配列したコード層よりなるカーカスプライ4を備える扁平率30〜65の空気入りタイヤである。カーカスプライコードが、ポリケトン繊維を少なくとも50質量%以上含み、ディップ処理済みコードとしての最大熱収縮応力が0.1〜0.9cN/dtexの範囲内、150℃×30分乾熱処理時熱収縮率が3.0%〜6.5%の範囲内であり、ポリケトン繊維が、ポリケトンを溶融させて紡糸口金から吐出させ、一旦巻き取るか、または巻き取ることなく延伸することにより得られたものであって、その単糸繊度が1.5〜15dtexの範囲内である。
(もっと読む)
アクリルフィラメント太細糸
【課題】自然な斑感とソフトでドライな風合いを有するアクリルフィラメント太細糸を提供する。
【解決手段】アクリル系ポリマーよりなるアクリルフィラメント糸であって、以下の(1)〜(3)の要件を備えたアクリルフィラメント太細糸。
(1)太繊度部と細繊度部が糸条長手方向に沿って交互に存在し、
(2)太繊度部と細繊度部の繊度比が1.5以上2.5以下で、
(3)太繊度部の平均長さ/細繊度部の平均長さで表される平均長さの比が3.0以上
(もっと読む)
ポリアミドモノフィラメントの製造装置およびその製造方法
【課題】長手方向に糸斑のない均一な品質のモノフィラメントを安定し生産することが可能なポリアミドモノフィラメントの製造装置およびその製造方法を提供する。
【解決手段】ポリアミドを溶融紡出した糸を引き取る、引き取り第1ゴデーローラー5および第2ゴデーローラー6と、前記第1ゴデーローラーと延伸第3ゴデーローラー7との間で延伸した糸を熱処理するためのネルソン方式延伸第3および第4ゴデーローラー8からなる熱処理装置を有し、延伸第3ゴデーローラーおよび延伸第4ゴデーローラーのどちらか片方表面の少なくとも糸と接触する部分が鏡面であり、もう一方のゴデーローラー表面の少なくとも糸と接触する部分が梨地であることを特徴とするポリアミドモノフィラメントの製造装置およびポリアミドモノフィラメントの製造方法。
(もっと読む)
延伸ローラの表面管理装置及び表面管理方法
【課題】セラミックコーティングの再施工を決められた期間が経過すれば自動的に行なうのではなく、良好な品質の糸が得られる間は、再コーティングを施すことなく、そのまま使用し続けることによって延伸ローラのセラミックコーティングに要する費用を低減できる延伸ローラの表面管理装置とその方法を提供する。
【解決手段】特定のクロムの多孔質皮膜、該多孔質皮膜に生成された空孔中に充填されると共に前記多孔質皮膜の表面を覆う、非晶質クロム酸化物微粒子からなる緻密化皮膜を有し、更に前記緻密化皮膜の途中に表面研磨加工が施された境界面が形成された延伸ローラと、前記延伸ローラを用いて熱可塑性合成繊維マルチフィラメント糸条を熱延伸する延伸装置と、前記延伸装置において発生した毛羽を検出する毛羽検出装置及び毛羽の発生頻度を監視する毛羽監視装置とを有する延伸ローラの表面管理装置。
(もっと読む)
産業資材用ポリエチレンナフタレート繊維とその製造方法
【課題】産業資材用ポリエチレンナフタレート繊維、その製造方法、及びそれを用いた産業資材用ポリエチレンナフタレート繊維コードを提供する。
【解決手段】エチレン−2,6−ナフタレート単位を80%以上含むポリエチレンナフタレート繊維であって、強度が6cN/dtex以上かつ2次降伏点伸度が8%以下であることを特徴とする産業資材用ポリエチレンナフタレート繊維。引取ローラーと第1延伸ローラーとの間において、繊維温度が80℃〜120℃であり、プリストレッチ張力が0.05〜0.3N/dtexの条件を満たしたプリストレッチを行い、第1延伸時の第1延伸ローラーと第2延伸ローラー間において、繊維温度が130℃〜180℃であり、延伸張力がプリストレッチ張力以下である条件にて第1延伸し、その後の延伸も含めた総延伸倍率を5倍以上とし、最後にストレッチ率0〜2%の緊張熱処理を行うことを特徴とする製造方法。
(もっと読む)
微小ワイヤ、方法及びその製造、及びそれを使用して作られた製品
直径ほぼ1ミル(25ミクロン)の大きさの絶縁された導電性ファイバすなわち微小ワイヤは、例えばヤーン又は多微小ワイヤバンドルに処理するのに適しているように、コンフォーマブル布製品に組み込むために、又は着用可能な電子回路として使用するために、より高い融点の重合体のシースの中でより低い融点の金属のコアを共通処理することによって作られる。 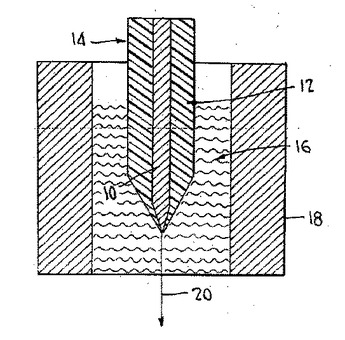 (もっと読む)
(もっと読む)
捲縮糸およびそれらを用いてなる繊維構造体
【課題】耐摩耗性に優れるだけでなく、かつ芯鞘界面の耐剥離性にも優れ、外観変化の無い、高品位かつ耐久性に優れる繊維構造体を与える脂肪族ポリエステル捲縮糸、およびそれからなる繊維構造体を提供する。
【解決手段】芯成分が脂肪族ポリエステル樹脂(A)からなり、鞘成分が熱可塑性ポリアミド樹脂(B)からなる芯鞘型複合繊維から構成される捲縮糸であって、以下の(1)〜(3)の物性を具有することを特徴とする捲縮糸。(1)強度:1.5〜3.0cN/dtex(2)単繊維繊度:5〜40dtex(3)沸収:6%以下
(もっと読む)
可染性ポリプロピレン系繊維を用いた多色性繊維製品
【課題】立毛感、嵩高感およびソフトな風合いと、意匠性を有し、高級感のある多色性繊維製品、殊にカーペットを提供する。
【解決手段】下記の(1)、(2)を満たす、分散染料可染性繊維と分散染料不染性繊維からなる多色性繊維製品。
(1)分散染料可染性繊維が、糸条の長さ方向に部分的に2色以上の異なる色に染色され、かつ、多色性繊維製品の表面において、同一色の染色長が1〜50cm。
(2)分散染料可染性繊維の混率が3〜50質量%。
(もっと読む)
ゴデットロールの表面研磨方法
【課題】製糸に長時間に亘って供しても、接糸部のコーティング皮膜の表面状態を十分に保ち得る耐久性を備え、しかも、製糸ローラ上を走行する糸条に毛羽が発生することを抑制することができる製糸ローラの表面処理方法を提供する。
【解決手段】製糸ローラの接糸面にセラミックコーティング処理を実施した後、前記接糸面に対してバーチカル機械研磨加工を施し、その後、ラッピング研磨加工及び/又はバフ研磨加工を施して、前記接糸面の表面粗さに関して最大高さ(Ry)で表して、0.5〜10.0μmとなるように仕上げることを特徴とする製糸ローラの表面処理方法。
(もっと読む)
製糸ローラ
【課題】高速で回転する製糸ローラ上のメッキやコーティングが磨耗して再施工する回数が増しても、モータシャフトとローラとの間の嵌合面が損傷することを極力抑制でき、したがって、発生する振動自体を抑制でき、ローラ装置を組立後に行う動バランス調整が容易であり、かつ、耐用年数が長くなった製糸ローラを提供する。
【解決手段】製糸時において、モータシャフトと嵌合する製糸ローラの嵌めあい面14とは別に、各種メッキ、セラミックなどのコーティングを施工する際に使用する治具の案内面15を設けたことを特徴とする製糸ローラ1とする。
(もっと読む)
ゴム補強用前処理ポリエステル繊維およびその製造方法
【課題】熱処理時に加熱されたローラーやプレート等の表面にエポキシ化合物等の熱劣化物堆積の発生による製糸操業性の悪化がなく、高い生産能力で製糸性良く製造でき、加えて、高次加工後の高い寸法安定性およびゴムとの良好な接着性を有するゴム補強材料として好適な前処理ポリエステル繊維の製造方法と前処理ポリエステル繊維を提供すること。
【解決手段】溶融紡糸し、表面温度を200〜250℃に設定した熱処理ローラーで延伸熱処理したポリエステル繊維糸条に、エポキシ化合物を含有する処理剤Aを付与するゴム補強用前処理ポリエステル繊維の製造方法。及び、エポキシ化合物を含有する処理剤Aが付与されてなる前処理ポリエステル繊維であって、熱収縮応力曲線における最大収縮応力点が200℃〜250℃の範囲に存在するゴム補強用前処理ポリエステル繊維。
(もっと読む)
糸条加熱装置
【課題】糸の高速加熱処理に好適な糸条加熱装置の構成を提供する。
【解決手段】糸条加熱装置5は、糸2が掛けられるローラ6a・6bと、加熱手段としての誘導加熱用コイル22・22と、前記ローラ6a・6bを回転駆動するための電動モータ21・21と、を備える。前記ローラ6a・6bは、前記糸2が掛けられる筒部31と、前記筒部31を電動モータ21の出力軸23に連結するためのフランジ部32と、を備えている。前記誘導加熱用コイル22はローラ6a・6bの外側に配置されており、この誘導加熱用コイル22によって前記ローラ6a・6bを加熱し、これによって糸2を加熱する。前記誘導加熱用コイル22と前記ローラとの間の隙間gは5mm以上30mm以下とするのが好ましい。また、前記フランジ部32は、前記ローラ6a・6bの軸方向の中央範囲に配置されている。
(もっと読む)
芯地用ポリエステル仮撚加工糸
【課題】ポリエステル仮撚加工糸の諸物性(強度、伸度、熱収縮率、捲縮伸長率、捲縮堅牢度など)を適正化することにより、薄くてモアレ現象が生じ難く表地の変形に対する追随性も良好な芯地用ポリエステル仮撚加工糸を提供すること。
【解決手段】固有粘度(η)が0.50以上0.90以下であるポリエステル系重合体を主成分とする仮撚加工糸であって、単繊維繊度が0.3デシテックス以上2.0デシテックス以下、総繊度7デシテックス以上17デシテックス以下、捲縮堅牢度(CD)が20%以上35%以下、残留トルクTQ1が150回/m以上350回/m以下である芯地用ポリエステル仮撚加工糸。
(もっと読む)
21 - 40 / 66
[ Back to top ]