
Fターム[4L055BE15]の内容
Fターム[4L055BE15]に分類される特許
41 - 60 / 142
ロール状衛生用紙の製造方法
【課題】シワ、タルミ、折れ曲がり等の製品不具合が生じ難く、美観及び質感に優れたロール状衛生用紙を効率的に製造することが可能なロール状衛生用紙の製造方法を提供する。
【解決手段】幅広原紙6を長さ方向に走行させるとともに、幅広原紙6の幅方向の内側領域を境界3として境界3から幅方向の両端縁6a,6bに向かって、かつ幅広原紙6の走行方向の前方から後方に向かって間欠的なハの字状に広がる配列パターンを有する細長形状のエンボス8を形成してエンボス付き原紙10を得る工程を有するロール状衛生用紙の製造方法である。
(もっと読む)
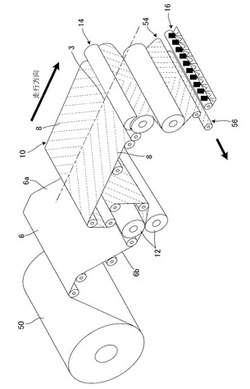
ロール状衛生用紙及びその製造方法

【課題】デザインエンボスを形成した場合でもロール状衛生用紙の外観がいびつになり難く、美観に優れたロール状衛生用紙を得ることができるロール状衛生用紙の製造方法を提供する。
【解決手段】デザインエンボスを形成する凸模様がロールの外周面に形成されたデザインエンボスロールを長尺原紙に対して押圧することにより、デザインエンボスが形成された長尺衛生用紙を得るロール状衛生用紙の製造方法である。デザインエンボスロールとして、ロールの周方向に沿って同一形状の凸模様52Aが一定のピッチで繰り返し配置されてなる凸模様列54Aを有し、凸模様列54Aがロールの周方向に対して一定の角度θ1で傾斜して配置されるとともに、ロールの幅方向に一定の列間隔で複数列配置されたデザインエンボスロール50Aを用い、デザインエンボスロール50Aを長尺原紙に対して押圧することにより、デザインエンボスが形成された長尺衛生用紙を得る。
(もっと読む)
積衛生薄葉紙の型押し一体化方法及び衛生薄葉紙
【課題】コンタクトエンボス処理にかかる発火、皺、見栄えの悪化等の問題点を改善する。
【解決手段】
ライン流れ方向に回転する凸エンボスロール及びこれを受ける受エンボスロールとでなる一対のエンボス付与装置を用いて、二枚の原紙を積層一体化する衛生薄葉紙の型押し方法において、前記凸エンボスロールにおけるエンボスパターンを、ライン流れ方向に単位凸エンボスによる列が複数列並び、かつ、各列における単位凸エンボスは流れ方向に所定間隔で並び、さらに隣接する各列における単位凸エンボス同士がライン幅方向に重なることなく配置されているものとした衛生薄葉紙の型押し一体化方法。
(もっと読む)
ペーパータオル及びそのロール体
【課題】坪量を抑えつつ、強度と吸水性に優れたペーパータオル及びそのロール体を提供する。
【解決手段】本パルプ又は古紙配合パルプを叩解して抄紙してなり乾燥紙力増強剤を含む坪量19g/m2以上23g/m2以下の単一シートを2枚重ねたペーパータオルであって、単一シートはそれぞれエンボス加工されて糊付けされ、保水量が190g/m2以上、GMTが11.3以上である。
(もっと読む)
衛生薄葉紙ロール
【課題】古紙パルプを主原料とする高級感のある衛生薄葉紙ロールを提供する。
【解決手段】
帯状の連続衛生薄葉紙が重ねられた連続シートを巻取って円筒状とした衛生薄葉紙ロールであって、前記連続シートは、エンボス加工が施されているともに模様が印刷され、かつ、縦方向の乾燥引張り強度が250〜450cN/25mm幅であり、横方向の乾燥引張り強度が120〜190cN/25mm幅であり、前記連続衛生薄葉紙は、古紙パルプを80〜95%含み、バージンパルプを5〜20%含み、米坪が12.5〜14.5g/m2であり、ソフトネスが2.0〜3.2cNである衛生薄葉紙ロールにより解決される。
(もっと読む)
キッチンペーパー
【課題】吸油性に優れるキッチンペーパーを提供する。
【解決手段】エンボス加工を施したシートを表裏面に配し、その表裏面のシートの少なくとも一方のシートが導通孔を有するものとする。
(もっと読む)
ティシュ及びカートン入りティシュ、並びにこれらの製造方法
【課題】得られるティシュのプライ剥がれを防止することができるのは勿論のこと、ティシュの破れ、割け、折れ等の不具合を有効に防止可能なティシュの製造方法を提供する。
【解決手段】(1)長尺幅広プライ34Aの長手方向に沿って、ティシュ長さL1に相当する間隔I1でエンボス部38Aを形成するエンボス部形成工程30と、(2)長尺幅広プライ34Aを、各々のエンボス部38Aの片側の縁部に沿って切り分け、縁部E1に沿ってエッジエンボス8Aが形成され、縁部E2にはエッジエンボスが形成されていない長尺プライ44Aを形成する切り分け工程40と、(3)長尺プライ44Aを、その短手方向に向かって、ティシュ幅W1に相当する長さL2に裁断し、プライ4Aの端部E3に沿って、エッジエンボス8Aが形成され、端部E4にはエッジエンボスが形成されていないティシュ1を複数組得る裁断工程50と、を備えたティシュの製造方法。
(もっと読む)
鋼板コイル梱包用緩衝材原紙及び鋼板コイル梱包用緩衝材
【課題】木材パルプのみを使用して、鋼板コイル等の金属製品包装時において、緩衝性に優れ、金属製品の内周または外周に巻いた際に折れや浮きの発生が少なく、さらに、輸送時や保管時等における外部からの水の浸漬、及び仮に浸漬した場合であっても破れが少ない、鋼板コイル梱包用緩衝材原紙及び緩衝材を提供する。
【解決手段】少なくとも表層及び裏層の2層の紙層を有し、原紙を構成する全ての層の原料パルプに機械パルプを30%以上配合し、テーバー剛度が60〜120mN・mである鋼板コイル梱包用緩衝材原紙、及びこの緩衝材原紙を用いて形成した鋼板コイル梱包用緩衝材原紙。
(もっと読む)
紙製品
【課題】水分・塵・油分等の拭き取り性を向上した紙製品を提供する。
【解決手段】複数枚の積層された基材紙がエンボスによってプライ構造とされた紙製品であって、前記エンボスは、幅1〜3mmの線状の凹エンボスが格子状に配されたエンボスパターンを有し、その凹エンボスの深さが1〜3mmであり、かつ、単位面積あたりの凹エンボスの面積が2〜40%であり、前記凹エンボスで囲まれる矩形部分の対角線距離で定義されるエンボスピッチが10〜30mmである紙製品により解決される。
(もっと読む)
産業用ワイパー
【課題】塵・油分等の拭き取り性を向上した産業用ワイパーを提供する。
【解決手段】複数枚の積層された基材紙がエンボスによってプライ構造とされた産業用ワイパーであって、LBKP(広葉樹クラフトパルプ)を含み、エンボスが、線状の単位凹エンボスが一列に並んで形成される破線状エンボスラインが、所定間隔で平並設されたエンボスであり、かつ、前記破線状エンボスラインは、前記基材紙のMD方向との交差角が、30〜60度の範囲及び120〜150度の範囲の少なくとも一方の範囲にある産業用ワイパーにより解決される。
(もっと読む)
多層紙壁紙及びその製造方法
【課題】複数の壁紙原紙を複数設けて多層にした多層紙壁紙であって、上層の壁紙原紙を剥がして更新した場合に、更新された紙層の上層に保護層が形成されている多層の壁紙を提供する。
【解決手段】壁紙原紙と熱可塑性合成樹脂層を交互に積層して壁紙原紙の層を複数備えた多層紙壁紙であって、下層の壁紙原紙層の表面の接着力が、その上層側に位置する壁紙原紙層の裏面の接着力よりも大きく設定されていることを特徴とする多層紙壁紙。
(もっと読む)
衛生紙
【課題】裏抜けを生じさせることなく、拭取り性を向上させる。
【解決手段】ノークレープ紙の表面に複数のエンボスが形成されたテーブルナプキンであって、ノークレープ紙の坪量が10〜13.5g/m2であり、ノークレープ紙における、エンボスの天面部の面積が0.15〜0.40mm2であり、且つ、エンボスの形成用ロールの1回転に対応する部分の面積に対する複数のエンボスの天面部の面積の和の割合が30〜50%である。
(もっと読む)
衛生用紙及びその製造方法
【課題】古紙パルプ原料を使用し、環境に優しく、使いで感覚のある厚手の感触を有する製品であって、かつ、トイレットペーパーとして使用するに好適な柔らかさ、肌触りの良さ、吸水性の良さや強度を備えた衛生用紙の提供。
【解決手段】複数枚のシートを重ね合わせた積層体からなる衛生用紙において、パルプ原料を含むシートを使用面に配置し、古紙パルプ原料100%のシートを内側に配置した構成とする。2プライ製品は、表側シートを肌に接する面に、内側シートを反対側に配置し、3プライ製品は、表側シートを表裏両面に配置し内側シートをサンドイッチ状に挟み込む。衛生用紙は、古紙パルプ原料100%の内側シートと、パルプ原料100〜30%で残部が古紙パルプ原料からなる表側シートとを重ね合わせて積層体とし、点状エンボス加工及び筋状エンボス加工し、ロール状に巻き取ることにより製造する。
(もっと読む)
プライボンディング装置、及び衛生用紙の製造方法
【課題】プライ剥がれや穴あきの発生を抑制し、良好な型押しを施すことのできるプライボンディング装置、及びプライ剥がれの発生しにくい衛生用紙の製造方法を提供する。
【解決手段】プライボンディング装置1は、レシービングロール21に対向配置されて複数枚のシートを接合するためのクリンパホイール2と、複数のクリンパホイール2を個別にレシービングロール21側に加圧する加圧手段とを備える。加圧手段は、クリンパホイール2に連接されたピストンロッド3を有するピストン4と、内部にてピストン4が摺動するシリンダ5を含む。また、シリンダ5の内部の第一室5aと第二室5bをそれぞれ別個に測定する第一圧力測定手段8aと第二圧力測定手段8bを含み、第一圧力測定手段8aと第二圧力測定手段8bとの圧力差を一定に維持するように加圧することによって、クリンパホイール2の加圧力を維持する。
(もっと読む)
エンボス加工クレープ紙
【課題】微細なエンボス形状を明確に成形でき、ふんわり感に優れるため、脂分の吸収性能などに優れたエンボス加工クレープ紙を提供する。
【解決手段】クレープ原紙にエンボス加工を施してなるエンボス加工クレープ紙であって、坪量が6〜28g/m2であり、かつ、高低差0.01〜3.00mmで4〜200個/cm2のエンボス形状を有する。
(もっと読む)
金銀紙の特殊加工法及び金銀紙の特殊加工紙の製造方法
【課題】金銀紙の表面に立体感、高級感を表現可能とすること。
【解決手段】熱加圧装置1は、受けロール3と、この受けロール3の上方に配置されて該受けロール3を加圧し、外周面を無地面とした無地ロール2とで構成されていて、前記無地ロール2の外周面の無地面に社名などの文字、ロゴマーク、図柄などを凹設した非接触部5が形成されている。金銀紙12と模様シート22とを前記非接触部5を形成した無地ロール2にて熱加圧すると共に、該熱加圧する際の圧力、温度、速度の加工条件を、圧力:0.3〜0.55Mpa、温度:100〜130℃、速度:毎分3〜10メートルとして加工する。
(もっと読む)
水解性衛生薄葉紙
【課題】水解性薄葉紙における見栄えと水解性を改善する。
【解決手段】2枚以上の薄葉紙を重ねてなる水解性衛生薄葉紙において、少なくとも一枚の薄葉紙がエンボスを有し、そのエンボスの凸部の頂部に塗布された接着剤によって隣接する薄葉紙に接着されおり、その薄葉紙同士の接着に用いられる接着剤が、水性接着基剤を水性の着色剤によって着色したものである水解性衛生薄葉紙により解決される。
(もっと読む)
水解性衛生紙
【課題】吸水性を確保するとともに、裏抜け防止を確実に図り、かつ厚み感と柔軟性を与えることができる水解性衛生紙及び、柔らかくすることにより発生しやすくなる紙粉を低減した水解性衛生紙を提供する。
【解決手段】3層の多層とされ、各層の米坪が11〜22g/m2、かつ各層の紙厚が60〜200μmである水解性衛生紙10であって、両外層11、12は吸収層とされ、両外層には柔軟剤が添加され、中層21は液透過抑制層とされ、中層には中層の質量に対する固形分質量比で0.02〜0.06%のサイズ剤が配合され、前記両外層の吸水量が150〜400g/m2、かつ、前記中層の吸水量が100〜300g/m2であり、前記両外層の吸水時間と、前記中層の吸水時間との比率が1:15〜1:1.5とされ、前記水解性衛生紙のソフトネス(JIS−L1096曲げ剛性)が1.5〜3.5gである。
(もっと読む)
ウェットワイパー用基材シート及びウェットワイパー
【課題】対人用のウェットワイパー用の基材シートを提供する。
【解決手段】米坪が35〜70g/m2の範囲にあり、紙厚が300〜1,000μmの範囲にあり、表裏面層が、パルプと熱融着バインダー繊維を含み、レーヨン繊維は含まず、前記パルプと熱融着バインダー繊維の重量比が、7.5:2.5〜6.0:4.0である化繊混抄紙層であり、これら表裏面層の間に介在される中間層の少なくも一層が繊維がパルプのみからなる紙層であるウェットワイパー用基材シートにより解決される。
(もっと読む)
光沢紙
【課題】使用環境条件に関係なく良好に画像形成装置にて連続給紙できる光沢紙を提供する。
【解決手段】画像形成用の光沢紙200の裏面202には、凹凸加工が施されているので、高温高湿環境下でも光沢紙200同士が密着しない。
(もっと読む)
41 - 60 / 142
[ Back to top ]