
Fターム[4L055BE15]の内容
Fターム[4L055BE15]に分類される特許
121 - 140 / 142
エンボスシート及びエンボスシートの製造方法
【課題】エンボスを鮮明に付けることができ、得られるエンボスシートが意匠性に優れたものとなるエンボスシートの製造方法にする。
【解決手段】幾何学的柄の凸部郡10と、これよりも少数の凸部21からなる装飾的柄の凸部郡20と、を有するエンボス部材によって、シートにエンボスを付与する。この際、装飾的柄の凸部郡20の高さを、幾何学的柄の凸部郡10の高さよりも、0.01〜1.0mm高くしておく。
(もっと読む)
水解紙の製造方法

【課題】 嵩高であり、水性薬剤を含浸させて湿潤状態としても荷重等の物理的負荷に対して良好な保形性を有し、丈夫で破れにくい水解紙を製造する方法を提供すること。
【解決手段】 水溶性バインダー又は水膨潤性バインダーを含有する実質的に水分散可能な坪量30〜150g/m2の乾燥状態の繊維シートに、100〜250℃の温度で熱エンボス加工を施して凹凸賦形を行う。凹凸賦形後に、該水解紙に水性薬剤を含浸させてもよい。熱エンボス加工は、互いに噛み合い形状となっている凹凸部を有する一対のエンボスロールを用いて行われることが好ましい。
(もっと読む)
壁紙
【課題】寸法安定性があり、十分な密着性を維持しつつ、貼り替えや貼り直しの際1層ずつ剥離することにより多層化した数だけ、貼り替えの手間が省ける壁紙を提供すること。
【解決手段】ポリエチレン合成繊維15〜80重量%と木材パルプ繊維20〜85重量%とからなる混抄紙とポリプロピレン合成繊維15〜80重量%と木材パルプ繊維20〜85重量%とからなる混抄紙との任意の複数枚からなる壁紙であって、熱プレスにより積層して多層化してなること、任意の複数枚の混抄紙の表層側に絵柄層を設けたこと、最表層の混抄紙の表層にエンボス付与層を設けたことを特徴とする。
(もっと読む)
紙製品から構造体を形成する方法と形成された構造体
高強度構造体を形成するのに用い得る紙構造体であって、粉末繊維紙製品を用いる。粉末繊維紙製品は、生分解性プラスチック基材と粉末繊維表面被覆材により形成される。粉末繊維表面被覆材は生分解プラスチック基材の少なくとも一面上に形成される。紙構造体は、上層シートと中間層シートと下層シートとを有しこれらは粉末繊維紙からなる。中間層シートには複数の突起があり、突起は正方形の底面と正三角形の側面を有するピラミッド状をなす。複数のピラミッド状の突起は連続しており、上層シートと下層シートの間に延びる。4個の底辺エッジは下層シートに接合され、ピラミッド状の突起の頂上は上層シートに接合される。 (もっと読む)
セルロース繊維及び合成繊維を含む繊維構造体を作製する方法
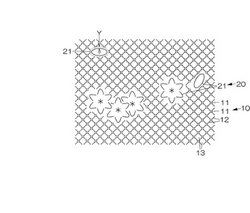
繊維構造体(10)及び繊維構造体(10)を作製する方法であって、その方法は:溝のパターンを有する形成部材(13)上に第一の複数の繊維(101)を提供する工程であって、第一の複数の繊維の少なくとも一部が溝内に配置されるように第一の複数の繊維(101)が提供される工程と;第二の複数の繊維(102)を第一の複数の繊維(101)の上に提供し、第二の複数の繊維(102)が第一の複数の繊維(101)に隣接して配置されるようにする工程と;第一の複数及び第二の複数の繊維を含む単一繊維構造体を形成する工程とを含むものであり、少なくとも第一の複数の繊維(101)又は第二の複数の繊維(102)は合成繊維を含む。 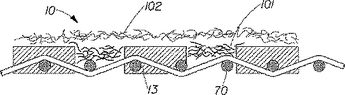 (もっと読む)
(もっと読む)
セルロース繊維及び合成繊維を含む繊維構造体とその作成方法
少なくとも2つの層を有する一体繊維構造体(100)であって、構造体の少なくとも1つの層が長セルロース繊維(103)を含み、少なくとも1つの層が短セルロース繊維(102)及び合成繊維(101)の混合物(104)を含む一体繊維構造体と、その繊維構造体を作成する方法。 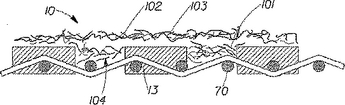 (もっと読む)
(もっと読む)
壁紙
【課題】寸法安定性があり、十分な密着性を維持しつつ、貼り替えや貼り直しの際には容易に剥離が可能である壁紙を提供すること。
【解決手段】少なくとも基材シートと表面発泡樹脂層とからなる壁紙において、前記基材シートが、ポリエチレン合成繊維15〜80重量%と木材パルプ繊維20〜85重量%とからなる混抄紙と、ポリプロピレン合成繊維15〜80重量%と木材パルプ繊維20〜85重量%とからなる混抄紙の2層の積層構造を有することで、寸法安定性に優れ、密着性も保っている。また、木材パルプを含んでいるため、発泡樹脂層を形成する際にコーティング方式により製造することが可能となる。
(もっと読む)
壁紙
【課題】 凹凸のある壁面や古い裏打ち紙が残存している下地に貼合しても浮きや剥がれを生じない紙壁紙を得る。
【解決手段】 上層部と該上層部を支持して施工性を付与する裏打ち紙から成る壁紙において、前記裏打ち紙を縦方向及び横方向のJIS P 8113に規定の引張り破断伸びが15%以上50%以下である伸張紙とすることにより、壁面や下地に凹凸があっても裏打ち紙が伸張することによって前記凹凸を吸収し、浮きや剥がれが生じるといったことを無くする。
(もっと読む)
紙壁紙用上層シート
【課題】 エンボス型再現性に優れ、エンボス切れの発生しない紙素材からなる紙壁紙用上層シートを得る。
【解決手段】 紙壁紙用上層シートとして、縦方向の塑性変形率が、破断伸びの50%時点で、2%以上20%以下である紙素材を使用することにより、深エンボスを施した場合でもエンボス切れが発生せずエンボス型再現性に優れた紙壁紙用上層シートを得る。
(もっと読む)
嵩高水解性清掃物品
【課題】 厚み感があり、湿潤状態においても圧縮や引張りという物理的負荷に対して良好な保形性を有し、丈夫で破れにくい嵩高水解性清掃物品を提供すること。
【解決手段】 嵩高水解性清掃物品1は、水溶性バインダー等を含有する実質的に水分散可能な繊維シートからなり、且つエンボス加工により多数の凹凸が形成された坪量が30〜150g/m2の水解紙に、該水解紙の乾燥重量に対して水性薬剤が100〜500重量%含浸されて構成されている。水性薬剤が含浸された状態での0.3kPa荷重下での厚みT1は1.0mm〜3.0mmでである。1.0kPa荷重下での厚みT2は0.9mm以上である。T1とT2との比T2/T1は0.8以上であることが好ましい。
(もっと読む)
水解紙の製造方法
【課題】 嵩高であり、水性薬剤を含浸させて湿潤状態としても荷重等の物理的負荷に対して良好な保形性を有し、丈夫で破れにくい水解紙を製造する方法を提供すること。
【解決手段】 水溶性バインダー又は水膨潤性バインダーを含有する実質的に水分散可能な坪量30〜150g/m2の繊維シートに、該繊維シート中の水分含有率が10〜100重量%の状態でエンボス加工を施し、それと同時に又はその直後に該繊維シートを乾燥させる。繊維シートの乾燥後に、該繊維シートに水性薬剤を含浸させてもよい。エンボス加工は、互いに噛み合い形状となっている凹凸部を有する一対のエンボスロールを用いて行われることが好ましい。
(もっと読む)
衛生薄葉紙の製造方法
【課題】エンボスが鮮明・明瞭に付与された衛生薄葉紙の製造方法とする。
【解決手段】被加工原紙Woを、エンボスロールE,R間に通して、衛生薄葉紙Wを得る。この際、エンボスロールEを加熱しておく。
(もっと読む)
強光沢箔紙の製造方法
【課題】 紙とアルミ箔を貼合した低コストな貼合紙でも強光沢で仕上げること。
【解決手段】 紙材11の表面にアルミ箔12を貼合した貼合紙10を熱加圧する熱加圧装置1を加圧ローラー3と受けローラー2とで構成する。加圧ローラー3は表面を鏡面無地ロールとし、熱加圧装置1による貼合紙10の加工条件を、速度:毎分5〜10メートル、温度:140〜150℃、圧力:0.3〜0.55MPaとしている。アルミ箔12の面を鏡面無地ロールとした加圧ローラー3で熱加圧して表面を強光沢とした強光沢箔紙20を製造する。
(もっと読む)
合成皮革製造用エンボス付き離型紙の支持体及び合成皮革製造用エンボス付き離型紙
【課題】ポリウレタン合成皮革、ポリ塩化ビニル合成皮革、セミ合成皮革等の何れの合成皮革の製造に共通して利用でき、耐熱性を有し繰り返し使用に耐え、しかも光沢のある風合いを持った合成皮革を高い転写性で製造することができる合成皮革製造用エンボス付き離型紙の支持体及びこの支持体を用いてなる合成皮革製造用エンボス付き離型紙を提供する。
【解決手段】合成皮革製造用エンボス付き離型紙の支持体は片面にクレーコート層を有する原紙からなる。原紙は、230℃において3分間放置しても、JISP8113による引張り強さは、少なくとも縦方向で10KN/m以上に維持され、JISP8116による引裂き強さが、縦方向、横方向共に500mN以上に維持される耐熱性を有する中性紙であり、且つ前記クレーコート層は、原紙のパルプ繊維による表面凹凸を吸収するように100秒以上のJISP8119による平滑度を有する。
(もっと読む)
水解紙
【課題】 清拭作業に十分耐え得る湿潤強度を有し、しかも柔らかい水解紙を提供すること。
【解決手段】 水解紙は、木材パルプ及び再生セルロース繊維を含むウエブに水溶性バインダを外添させて得られる。木材パルプの含有量は70〜95重量%で、再生セルロース繊維の含有量は5〜30重量%である。また再生セルロース繊維はその繊維長が2〜7mmで、繊維径が0.1dtex以上1dtex未満である。水溶性バインダの外添量は、木材パルプ及び再生セルロース繊維の合計量に対して5〜20%重量である。
(もっと読む)
深く嵌め合わされてエンボス加工された紙製品の改良された製造方法
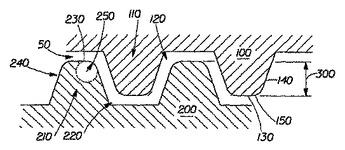
本発明は、深く嵌め合わされてエンボス加工された紙製品の製造装置に関するものであり、装置は、2本のエンボス加工用シリンダー(100、200)を備えて、それぞれのシリンダーが、その表面上に複数の突出部(110、210)を有する。各シリンダー上の突出部は、非ランダムパターンに配置されて、それぞれの前記非ランダムパターンが、相互に調和して配置される。2本のエンボス加工用シリンダーは、それぞれの前記調和して配置された突出部の非ランダムパターンが互いに嵌め合うように、整列して、突出部が約1.016mmより大きい深さに相互に係合するようになっている。突出部のそれぞれは、頂部平面(130、230)と側壁(140、240)を有し、前記頂部平面と前記側壁が突出部角(150、250)にて出合う。本発明の装置のエンボス加工用シリンダーの突出部の突出部角は、約0.076mm〜約1.778mmの範囲の曲率半径を有する。
 (もっと読む)
(もっと読む)
移行性薬剤を含む繊維性構造体
移行性薬剤を含む繊維性構造体、前記繊維性構造体から製造される単プライ又は多プライの衛生ティッシュ製品、及びそれらの製造方法を提供する。
 (もっと読む)
(もっと読む)
ティッシュペーパーの生産方法及び装置
本発明は、少なくとも一つの形成繊維の上に製紙繊維の水性懸濁液の層を施す工程と、上記層における繊維の重量パーセントが最初の値に上昇するまで上記層の含水量を減らす工程と、一組のエンボス加工用ローラーの間の噛み合いで上記層に湿潤エンボス加工を施す工程と、ティッシュペーパーのウェブを形成するために上記層を乾燥する工程と
を含むティッシュペーパーのウェブの生産方法に係る。(図1) 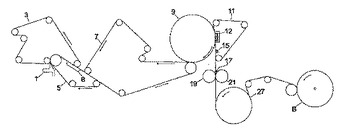 (もっと読む)
(もっと読む)
表面処理組成物とローション組成物とを含む繊維性構造体
表面処理組成物とローション組成物とを含む繊維性構造体と、それらから製造される製品と、それらの製造方法とを提供する。より詳細には、表面処理組成物を含む第1の領域と、ローション組成物を含む第2の領域と、を含むユーザー接触表面を具備する繊維性構造体を提供する。
 (もっと読む)
(もっと読む)
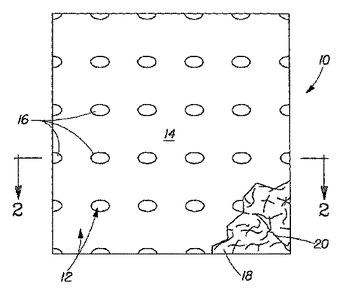
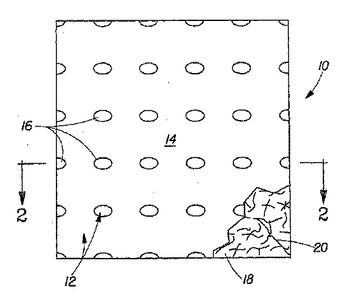
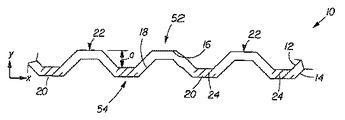
エンボス加工された多プライの繊維性構造体製品及びこれを製造するための方法
エンボス加工された多プライの繊維性構造体製品及びこれを製造するための方法が提供される。エンボス加工された多プライの繊維性構造体製品(10)は、繊維性構造体(12)の第1プライ及び繊維性構造体(14)の第2プライを含み、それらは結合部位(20)においてそれらの隣接表面(16、18)に沿ってそれぞれ接着剤により接着剤で結合されている。エンボス加工された多プライの繊維性構造体製品は更にエンボス加工部位(22)を含む。エンボス加工部位は、少なくとも1000μmのエンボス高さを示す。エンボス加工部位は、エンボス加工された多プライの繊維性構造体製品のx−平面からy−方向に伸びる。エンボス加工部位は、共に接着剤で結合されず及び高密度化されない。結合部位は、接着剤(24)によって共に接着剤で結合され及び高密度化される。
 (もっと読む)
(もっと読む)
121 - 140 / 142
[ Back to top ]