
Fターム[4L055CF03]の内容
Fターム[4L055CF03]に分類される特許
1 - 20 / 34
ペーパータオルの製造方法及びペーパータオル
【課題】吸水性に優れるペーパータオルの製造方法を提供する。
【解決手段】
抄紙原料を抄紙するにあたり、ヤンキードライヤーによる乾燥工程前にウェットクレープを付与し、ヤンキードライヤーにより乾燥しドライクレープを付与して、ウェットクレープの付与とドライクレープの付与とをオンラインで行なうこととし、かつ、各クレープ率を所定のクレープ率で行なうペーパータオルの製造方法により解決される。
(もっと読む)
インクジェット記録媒体
【課題】 高い印字濃度とインク吸収性を有し、商業用途のインク打ち込み量の少ないプリンター適性も良好なインクジェット用記録媒体を提供する。
【解決手段】 透気性を含有する紙支持体の少なくても一方の面に、合成非晶質シリカとポリビニルアルコールを含有する塗工量が3〜8g/m2のインク受理層を凝固キャストコート法により設けたインクジェット用記録媒体において、前記インク受理層面側のJIS P 8140で規定する蒸留水に対するコッブ吸水度(30秒)を15g/m2以上30g/m2以下とする。
(もっと読む)
インクジェット記録用紙
【課題】キャストコート法によりインク受理層を片面に設けたインクジェット記録用紙であって、ギロチン断裁適性及び非塗工面のインクジェット記録適性に優れたインクジェット記録用紙を提供する。
【解決手段】透気性を有する支持体の片面に、キャストコート法によりインク受理層を設けたインクジェット記録用紙であって、インク受理層中に平均一次粒子径が80nm以下のコロイダルシリカが含有され、かつ支持体のインク受理層を設けた面とは反対面にモンタンワックス及び/又はパラフィンワックスを主成分とする塗工層を設けている。
(もっと読む)
水解性シートの製造方法及び拭き取りシートの製造方法

【課題】CMCを含む薬液が担持された水解性シートの製造方法を提供すること。
【解決手段】原反ロールから繰り出される連続乾燥原紙に対して薬液を付与する薬液付与工程と、薬液が付与された原紙を乾燥させる乾燥工程と、乾燥された原紙を巻取る巻き取り工程とを有し、薬液付与工程が、一つのバックアップロールに対して対になる一つの刷版ロールと、刷版ロールと対になり、線数が60〜120線/インチ、セル容量40〜90ml/m2の仕様とされたアニロックスロールと、アニロックスロールに対して薬液を付与するドクターチャンバー或いはディップロールとを備える転写設備による、バックアップロールに巻き掛かりながら搬送される連続乾燥原紙に対して、粘度を2000〜5000mPa・sとされた薬液を付与するロール転写工程を含み、刷版ロールが網点のないベタ版仕様のシームレスロールである、水解性シートの製造方法とする。
(もっと読む)
小型連続抄紙機
【課題】 前処理のされた繊維懸濁液が必要のない、再生された脱墨処理原料を直接溶解タンクに供給し、一連の各装置により連続抄紙できるものが望まれている。
【解決手段】 原料を溶解タンク1に投入し、ポンプ2で離解タンク3へ供給し、所要の厚さ及び速度に調整するフローボックス24に供給し、シリンダーロール6の外周面に設けた金網7上に供給し、抄き箱5に設けたシリンダーロール6外周面の金網7上に供給された原料を抑える合成ゴム製シートをシリンダ全周部分を覆うように設けてガイドしながら原料を金網7上に移し換える供給部を設け、金網7上に繊維化された原料を供給して金網7上で脱水しながら湿紙を形成して無端状毛布9にクーチロール13を介して移し換え、原料を略シート状に無端状毛布9上に移して、シート状湿紙原料をドライヤーロール14にゴム製タッチロール15で移し、ワインダーロール19で紙管18に巻き取る小型連続抄紙機。
(もっと読む)
蒸気ドライヤの伝熱効率改善方法
【課題】蒸気ドライヤの伝熱効率を向上させる。
【解決手段】蒸気ドライヤのドラム内に存在する水に、ドラム内周面と水との接触角を増大させる接触角増大剤を含有させることを特徴とする蒸気ドライヤの伝熱効率改善方法。接触角増大剤としては長鎖脂肪族アミンが好適である。ボイラ5からの水蒸気をドラム11に供給して湿紙の乾燥を行う場合、長鎖脂肪族アミンを脂肪酸アルカリ金属塩で乳化させ、これを配管3にてボイラ給水に添加するか又は水蒸気ヘッダ7にて発生した水蒸気に添加する。
(もっと読む)
片艶紙の製造方法及び片艶紙
【課題】高いサイズ度とオフセット印刷に適した表面強度と内部強度を同時に達成できる片艶紙の製造方法及び片艶紙を提供する。
【解決手段】紙料を脱水するワイヤーパート、脱水された湿紙を搾水するプレスパート、搾水された湿紙を乾燥するドライヤーパートが連設されたヤンキー抄紙機において、湿紙にサイズ定着剤を含む組成物をスプレーし、続いてサイズ剤と紙力増強剤を含む表面処理剤をスプレーする。サイズ剤と紙力増強剤を含む表面処理剤をスプレーする面がオモテ面であり、スプレーと同時または直後に、湿紙のオモテ面からウラ面の方向に向けて吸引脱水を行うことにより、表面処理剤を紙層内部に浸透させることが好ましい。
(もっと読む)
模様加工紙
【課題】和紙調の風合いを保持しつつ、防滑性、平滑度及び印刷適性に優れた模様加工紙の提供を目的とするものである。
【解決手段】本発明は、ベース層と、このベース層の表面に散在する模様層とを備え、上記ベース層が、天然パルプ繊維とレーヨン繊維とバインダーとを有し、上記模様層が、レーヨン繊維凝集体とバインダーとを有する模様加工紙であって、上記ベース層に、モース硬度が3以上6以下の無機粒子を含有することを特徴とする模様加工紙である。上記無機粒子としては、平均粒子径が0.5μm以上8μm以下であることが好ましく、種類がヒドロキシアパタイトであることが好ましい。また、灰分が1%以上4.5%以下となるように上記無機粒子の含有量を調整するとよい。更には、当該模様加工紙にはサイズ剤が含有されていると良い。
(もっと読む)
ICタグインレット抄き込み紙およびその製造方法
【課題】ICタグインレット抄き込み紙において充分な平滑面の形成が可能となるICタグインレット挿入紙の製造方法を提供する。
【解決手段】ICチップとアンテナとを有するICタグインレット1を紙層2内に抄き込んでなるICタグ抄き込み紙であって、前記ICタグインレットの巾または長さが2mm以下とする。ICタグインレットが電気伝導体の細線からなる巻線コイルアンテナをICチップに直接接続したICタグインレットであることが好ましい。
(もっと読む)
クレーピング用接着剤、クレープ紙の製造方法及びクレープ紙
【課題】 本発明の課題は、紙を製造する際にヤンキードライヤー上で十分な硬さの皮膜を形成し、繊維ウェブ間の接着性に優れ、良好なクレープの形成を可能とするクレープ用接着剤及び製紙方法を提供することにある。
【解決手段】(A)ポリアミドポリアミン樹脂、(B)ポリアミドポリアミンエピハロヒドリン樹脂、(C)ポリアミドポリアミンポリ尿素樹脂、(D)ポリアミドポリアミンポリ尿素エピハロヒドリン樹脂の樹脂より選ばれる少なくとも一種の樹脂と、イオン性基を有する水溶性ポリビニルアルコール樹脂(E)を含むことを特徴とするクレープ用接着剤及びそれを用いる製紙方法。
(もっと読む)
多槽傾斜型湿式抄紙機およびそれを用いた湿紙シートの製造方法
【課題】 従来の蓄電デバイス用セパレータ製造方法における、電極間で内部短絡を生じさせる貫通孔が存在しやすいこと、薄膜化が困難であること、層間剥離を起こしやすいため、表裏で繊維種の異なる蓄電デバイス用セパレータの製造は困難であること、表裏で繊維種の異なるセパレータを得ることができないこと、を解決する。
【解決手段】 斜め上方に走行する傾斜走行部を有する抄紙ネットと、該抄紙ネットの傾斜走行部上に、スラリーを流し出す第1のフローボックスと、該第1のフローボックス内の吃水線と傾斜走行部との交差部近傍に第2のフローボックスの下部が位置する多槽傾斜型湿式抄紙機、およびそれを用いて湿紙シートを得る製造方法を提供する。
(もっと読む)
クレーピングシリンダへの性能向上剤の使用を監視および制御するための方法
クレーピングシリンダのコーティングの厚さを監視および制御するための方法が開示される。コーティングの厚さが判断されるようにクレーピングシリンダコーティングの様々な面を監視する機能を持つ各装置の調整方法を含む方法論である。 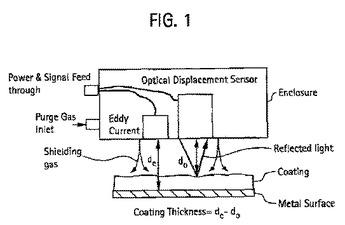 (もっと読む)
(もっと読む)
クレーピングシリンダーに性能強化物質を適用するための方法
【課題】ティシュー製造工程を改善するクレーピングシリンダーへの性能強化物質の適用方法の提供。
【解決手段】下記工程を備えるクレーピングシリンダーに性能強化物質を的確に適用する。(a)クレーピングシリンダーが、湿った繊維質物質のマットを乾燥させるために使用され、クレーピングシリンダーから離脱するように繊維質物質のマットをクレープするドクターブレードと接触しているティシュー製造工程。(b)それぞれのゾーンA、B、C、Dが、隣接するゾーンで異なる必要性能要件及び運転温度範囲を有する複数のゾーンへのクレーピングシリンダーの分割。(c)それぞれのゾーンに1つ又はそれ以上の好ましい性能強化物質を的確に適用するための手段N1〜N10。(d)性能強化物質が各ゾーンにおける必要性能要件及び工程温度範囲を基準に選択される、クレーピングシリンダーの少なくとも2つのゾーンへの1つ又はそれ以上の性能強化物質の適用。
(もっと読む)
ヤンキードライヤーコーティング剤及びこれを用いたヤンキードライヤーコーティング方法
【課題】衛生用紙製造のクレーピング工程において強く望まれている、粘着力の低いコーティング膜の上に均一で高い粘着力を持った接着膜を形成するという課題を解決できるヤンキードライヤーコーティング剤及びこれを用いたヤンキードライヤーコーティング方法を提供する。
【解決手段】ポリアミドポリアミンの2級アミノ基に対するエピクロルヒドリンの反応モル比が特定の範囲であり、かつ、エピクロルヒドリンの反応後の、ポリアミドポリアミン−エピクロルヒドリン樹脂中の、未反応2級アミノ基に対する多塩基性無機酸の反応モル比が特定の範囲であるポリアミドポリアミン−エピクロルヒドリン樹脂を有効成分として含有することを特徴とするヤンキードライヤーコーティング剤及びこれを用いたヤンキードライヤーコーティング方法。
(もっと読む)
チップキャリアボトムカバーテープ用基材
【課題】
キャリアテープとの密着性に優れ、かつ樹脂の染み出しのないボトムカバーテープ用基材を提供する。
【解決手段】
【請求項1】広葉樹パルプからなる片ツヤ薄葉紙で、縦方向の引張り強度が1.3KN/m以上(JIS P 8113:2006)で、かつ透気度が20〜80秒(Japan Tappi No.5−2:2000)、あり、原料パルプとしてフリーネスを50〜350mlCSFの範囲に調整した広葉樹パルプ100%を用い抄紙し、ヤンキードライヤーで乾燥後にソフトカレンダーで処理し、ヤンキードライヤー接触面の平滑度を500秒(JISP8119:1998)以上に製造する。
(もっと読む)
トイレットロール及びトイレットロールの製造方法
【課題】巻取り状態における滑らかな手触り感と取り扱いに優れる1プライタイプのトイレットロールを提供する。
【解決手段】薄葉紙5の平滑面2がトイレットロール1の外周面4となるように、1枚の長く連続した薄葉紙5を巻取る。一具体例としては、湿紙をドライヤシリンダー外周面に圧着させて、ドライヤシリンダーを加熱すると共にドライヤシリンダーの周囲から湿紙に熱風を吹き付けることで湿紙を乾燥して薄葉紙5に仕上げ、得られた薄葉紙の表裏2面のうちでドライヤシリンダー外周面に接触した側のシリンダー接触面6がトイレットロール1の外周面4となるように1枚の長く連続した薄葉紙5を巻取る。
(もっと読む)
環境に優しいティッシュ
【課題】環境への影響が最小限であるようなティッシュ製品を提供する。
【解決手段】1プライのロール状製品、例えばバスティッシュやペーパータオルなどに加工するための環境に優しいティッシュシートの製造方法が開示されている。本方法は、エネルギー消費量を最小限に、すなわちティッシュ3.56平方メートル当たり約100g-CO2e排出量以下に抑えると同時に、望ましいロール嵩、硬さ及び吸収性を有するロール状ティッシュ製品を製造するように決定された数多くのプロセス態様を用いる。
(もっと読む)
片艶クラフト紙及び片艶クラフト紙の製造方法
【課題】JIS P 3401クラフト紙3種に規定される1規格上の坪量と同等の引張強さ、引裂強さ、サイズ度及び厚さとされた片艶クラフト紙とする。
【解決手段】坪量50〜140g/m2の片艶クラフト紙について、原料パルプの5質量%以上を機械パルプとし、かつ原料パルプにポリアクリルアミド系の紙力向上剤を0.3〜0.8質量%、酸性ロジンサイズ剤を0.05〜0.50質量%含有させ、JIS P 8119に準拠したベック平滑度を、表面(艶面)側において30〜50秒、裏面(非艶面)側において10〜20秒とする。
(もっと読む)
凹凸付け部材、およびティッシュ紙ウエブの製造方法
【課題】ティッシュ製紙機械のプレス部分で湿った繊維性ウエブ(1’)に凹凸付けするための技術の提供。
【解決手段】凹凸付け部材は、三次元の織り構造物であって、出っ張り(62)とくぼみ(63)を形作っている。出っ張り(62)は、くぼみ(63)と同様に、繰り返し分布し、幾何学的に同様の小さな多角形の単位表面(64)を形成する。単位表面(64)のそれぞれは、面積aおよび平均深さdのくぼみを複数含む。この発明では、長さの単位をmmで算出するとき、それらのa/dの比が30mmに等しいかそれよりも大きい。ただし、aは1.0〜3.0mm2の範囲、そして、dは0.03〜0.09mmの範囲である。この発明は、また、そのような凹凸付け部材を用いて、クレープ付けしたティッシュ紙ウエブの製法にも関する。
(もっと読む)
片艶紙及びその製造方法
【課題】嵩高でありながら、両面の印刷適性、紙の剛度、製袋加工適性に優れた片艶紙とする。
【解決手段】ドライヤーパートPにおいて、湿紙3をヤンキードライヤー1と圧接ロール4A,4Bとの間に通して片艶紙を得る。圧接ロール4A,4Bと湿紙3との間にヤンキーフェルトを介在させずに、ヤンキードライヤー1に圧接された表面のベック平滑度を30〜100秒とし、圧接ロール4A,4Bに圧接された裏面のベック平滑度を10〜50秒とし、当該裏面のマイクロトポグラフを10μm以下とし、密度を0.65〜0.75g/cm3とする。
(もっと読む)
1 - 20 / 34
[ Back to top ]