
Fターム[4L056CA59]の内容
Fターム[4L056CA59]に分類される特許
1 - 13 / 13
合撚糸機、および合撚糸機を使った合撚糸の製造方法
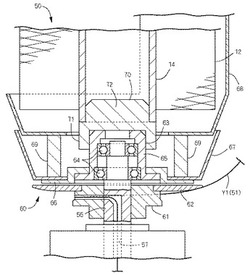
【課題】合撚糸機において、スピンドルを構成するロータリーディスクの外径寸法を小さくすることにより、スピンドルを駆動回転させるための駆動源の消費電力量を減らして、ランニングコストを軽減する。
【解決手段】スピンドル60の静止ディスク63上に給糸ボビン12を嵩上げ部材70を介して装着して、該嵩上げ部材70の分だけ給糸ボビン12を静止ディスク63上の高位置に設置させた。このように給糸ボビン12が高位置に設置されていると、下半部にかかるバルーン51の径を小径化した場合でも、給糸ボビン12の外周面の下端部にバルーン51が接するおそれは少なく、従って、該バルーン51の径を規定するスピンドル60のロータリーディスク62の外径寸法を従来寸法に比べて小さくすることができる。
(もっと読む)
糸弛み取り装置及びこれを備える繊維機械

【課題】糸の急激な速度変化が生じた場合でも、糸掛け部材から糸に衝撃的な力が加わることを防止できる糸弛み取り装置を提供する。
【解決手段】糸弛み取り装置が備える糸掛け部材は、糸掛け体38と、フライヤー軸と、アーム部84と、を備える。糸掛け体38は、糸を掛けるためのものである。フライヤー軸は、ローラ部に対して相対回転可能に構成される。アーム部84は、糸掛け体38が固定されるとともに、フライヤー軸に固定される。そして、アーム部84は、衝撃を吸収するための弾性部材83を有する。この弾性部材83は、フライヤー軸とアーム部84との接続部分近傍に配置される。
(もっと読む)
紡績糸の転がり試験装置
【課題】紡績糸の結束強さを高い信頼性で評価できる技術を提供する。
【解決手段】転がり試験装置1は、湾曲した糸接触表面を有する糸掛け体2と、この糸掛け体2に糸掛けされた結束紡績糸Yの片側を固定するクランプ部3と、転がり試験中に上記の結束紡績糸Yに対して張力を付与するための張力付与部4と、を備える。
(もっと読む)
調整装置を有する、繊維スライバの合糸およびドラフトのための練条機構を有する練条機における装置
【課題】1つまたは複数の練条区間の長さを調整するために必要とされる作業と時間を大きく削減することを可能にする練条機における装置を提供する。
【解決手段】繊維スライバの合糸およびドラフトのための練条機構を有する練条機における装置であって、少なくとも1つのプーリ車(40、41、42、43、44、45、46)と、張力がかかった駆動要素47は、取付装置(33a、34a、35a、36a)を調整するために使用され、プーリ車または駆動要素47に対して加えられる移動力が、取付装置(33a、34a、35a、36a)のための調整移動の形に変換させられることが可能であることを特徴とする。
(もっと読む)
紡績機
【課題】紡績装置から引き出される紡績糸に与える糸張力を安定させ、品質の均一な紡績糸を得ることができる紡績機を提供する。
【解決手段】精紡機の紡績ユニット2は、紡績装置9と、巻取装置13と、糸弛み取り装置12と、を備える。紡績装置9は、繊維束8に撚りを与えて紡績糸10を生成する。巻取装置13は、紡績装置9から送出された紡績糸10を巻き取ってパッケージ45を形成する。糸弛み取り装置12は、紡績装置9と巻取装置13との間に配置されるとともに、回転する弛み取りローラ21の外周に紡績糸10を巻き付けて一時的に貯留する。そして、この精紡機は、糸弛み取り装置12によって、紡績装置9から送出される紡績糸10に張力を与えている。
(もっと読む)
糸弛み取り装置及びそれを備える紡績機
【課題】糸に掛かる張力を紡績機の稼動時において制御可能な糸弛み取り装置を提供する。
【解決手段】糸弛み取り装置12は、電動モータ25と、弛み取りローラ21と、糸掛け部材22と、電磁石36と、制御部と、を備える。弛み取りローラ21は、電動モータ25によって回転駆動される。糸掛け部材22は、弛み取りローラ21に対して同心で相対回転自在に取り付けられる。電磁石36は、糸掛け部材22に作用させる磁界を生成する。前記制御部は、前記糸掛け部材22の前記弛み取りローラ21に対する相対回転に抗する抵抗トルクを前記磁界によって発生させるとともに、前記電磁石36への入力制御によって前記抵抗トルクを制御する。
(もっと読む)
巻取テンション制御装置
【課題】紡績糸の巻取り中に、糸弛み取り装置と連関して巻取テンションを適宜調整し得る巻取テンション制御装置を提供する。
【解決手段】糸弛み取り装置7を備えた紡績機に組み込まれて巻取テンションを制御する、巻取テンション制御装置8であって、弛み取りローラ71の近傍かつ下流側に配置され、糸弛み取り装置7から巻取装置9に向かう糸の糸道を屈曲させつつ案内する糸道屈曲ガイド81と、巻取テンションを高くすべきとき、糸道屈曲ガイド81を弛み取りローラ71に接近させて上記屈曲の角度を大きい屈曲角度θ1とする一方、巻取テンションを低くすべきとき、糸道屈曲ガイド81を弛み取りローラ81から離隔させて上記屈曲の角度を小さい屈曲角度θ2とする、糸道屈曲ガイド変位装置82と、を含んでなる巻取テンション制御装置8とした。
(もっと読む)
コアヤーン製造方法およびコアヤーン製造装置
【課題】コアヤーン中の芯糸の有無を糸太さ検出装置で検出することが困難であった。
【解決手段】コアヤーン製造方法に、空気式紡績装置4にスライバ10および非ストレッチ性の芯糸11を導入し、該空気式紡績装置4が発生させる旋回気流により、芯糸11の周囲にスライバ10を構成する繊維を巻き付けて鞘繊維を形成することでコアヤーン12を製造する方法であって、コアヤーン12の製造開始に際して、芯糸11を空気式紡績装置4に送り出す芯糸送出工程(ステップ101)と、空気式紡績装置4を通過した芯糸11の有無を検出する芯糸有無検出工程(ステップ102)と、空気式紡績装置4を通過した芯糸11が検出されると、空気式紡績装置4にスライバ10を送り出す繊維束送出工程(ステップ103)と、を備える。
(もっと読む)
引き揃え装置及びこれを備えた撚糸機
【課題】給糸パッケージから繰り出される各糸を均一に引き揃えて高品質な撚糸を製造する。
【解決手段】二本の糸Y1,Y2を撚り合わせて撚糸を製造する撚糸機に備えられ、各糸Y1,Y2の撚り長さを均一にする引き揃え装置1において、軸芯に対して回転可能な本体2と、この本体2に設けられ軸芯に対して略直交する軸方向の少なくとも二つのローラ3,4とを備えており、各糸Y1,Y2を各ローラ3,4に架け渡してなる。
(もっと読む)
空気式紡績機
【課題】空気式精紡装置から巻取装置への糸送りに滑りがあると、空気式精紡装置で製造された紡績糸の品質が損なわれる。
【解決手段】スライバ1のドラフト装置4と、ドラフト装置4で延伸されたスライバ1より紡績糸2を製造する空気式精紡装置5と、紡績糸2をトラバースして巻取る巻取装置7と、空気式精紡装置5から巻取装置7へ紡績糸2をニップして送り出すデリベリローラ22およびニップローラ21を備える糸送り装置6と、を備える紡績機ユニット10であって、ニップローラ22は横断面が真円のゴムで形成されたローラであり、デリベリローラ21は、横断面が真円のローラに筋状の溝21aが、その軸方向に沿って平行に多数形成されてなる金属ローラとした。
(もっと読む)
精紡方法、交撚糸および織編物
【課題】 均整度や光沢をさらに上げた紡績糸、その精紡方法などを提供する。
【解決手段】 精紡方法において、並列に供給された3本の粗糸をドラフトする。次に、ドラフトされた3本の粗糸を、その移動方向に対して横の方向に流れる空気流の中を通し、前記空気流の中を通っている3本の粗糸に撚りを与えつつ同一方向に交撚して1本の糸を得、得られた糸を精紡ボビンに巻き取る。
(もっと読む)
紡績機の糸弛み取り装置
【課題】糸掛作業及び糸の巻取作業が確実な糸弛み取り装置を提供する。
【解決手段】弛み取りローラ21の先端側中央部に同心回転可能に取り付けたフライヤー22aの軸部22a−1と傾斜部22a−2との境界の屈曲箇所mを、弛み取りローラ21の軸方向投影面における内側領域に位置させ、傾斜部22a−2の傾斜を、弛み取りローラ21の回転と反対の半径方向外方に伸びるように設定する。また先端部22a−3の糸係合部Rを、弛み取りローラ外周面21aに対し所定距離を有すると共に、外周面に対向する位置に在るよう設定する。糸掛けの際には、傾斜部22a−2が糸Yを容易に捕らえて先端部22a−3へ導き、糸係合部Rに確実に係合させることができる。糸係合部Rに糸Yを係合させた状態でフライヤー22aが回転することにより、糸Yが弛み取りローラ外周面21aに確実に巻き付く。
(もっと読む)
綾巻きボビンを製造する繊維機械のための巻取り装置
【課題】 支持・クランプローラに関して改良された巻取り装置を提供する。
【解決手段】 綾巻きボビンを製造する繊維機械のための巻取り装置であって、スリーブ収容プレートを負荷する巻取り駆動装置と、別個に駆動可能な糸綾振り装置と、巻取り運転中に綾巻きボビンに摩擦接続的に結合される支持・クランプローラとが設けられている形式のものにおいて、支持・クランプローラ(9)にブレーキ装置(20)が配属されている。
(もっと読む)
1 - 13 / 13
[ Back to top ]