
Fターム[5E313DD09]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 部品の分配 (28)
Fターム[5E313DD09]に分類される特許
1 - 20 / 28
部品装着ライン
【課題】平行する2つの基板搬送装置を夫々有し複数台直列に配置されたモジュールタイプの部品装着装置を使用して生産効率の最適化を図ることができる部品装着ラインを提供する。
【解決手段】平行する2つの基板搬送装置を夫々有し複数台直列に配置されたモジュールタイプの部品装着装置において、一対の基板搬送装置は、互いに異なった2種類の基板を各部品装着装置の部品装着位置に位置決めし搬入出するものであり、2種類の基板のうち一方の基板に部品を装着する一方側サイクルタイムと、2種類の基板のうち他方の基板に部品を装着する他方側サイクルタイムとを部品装着装置ごとに演算して合算サイクルタイムとする合算サイクルタイム演算部と、合算サイクルタイムが均等化されるように一対の基板に装着する部品を部品装着装置ごとに分配する部品均等分配部と、を備えていること。
(もっと読む)
電子部品実装システム、電子部品実装方法及び電子部品実装用コンピュータプログラム

【課題】電子部品を保持した部品テープに対応したレーンを複数有する電子部品の供給装置に適した制御を提供すること。
【解決手段】電子部品実装システムは、電子部品を複数保持した電子部品保持部材を供給するレーン31を複数有する第1供給装置30、レーン31を単数有する第2供給装置32及び電子部品9を基板に搭載するヘッド15を含む電子部品実装装置と、管理装置とを含む。管理装置は、複数種類の基板8に複数種類の電子部品9を実装する複数の生産計画を決定し、複数の前記生産計画間で共通して使用される電子部品9は、複数の生産計画の間で引き継がれるものと引き継がれないものとを区別してグループ分けするとともに、複数の生産計画間で共通して使用される電子部品9は、第1供給装置30のレーン31に優先的に割り当てる。
(もっと読む)
搬送装置
【課題】検査工程により電子部品が一部抜き取られた状態で供給された場合であっても、並設された搬出部の少なくとも二箇所以上に同一個数の電子部品を安定して移し替える。
【解決手段】供給部から搬出部の収納部へ移設するためのピックアッププレイス部を備え、前記ピックアッププレイス部は、同軸に設けられて第一の外形と第二の外形を有する複数のカムと、支軸を有し、この支軸を挟んで一端にカムフォロワを、他端に着磁板を有する複数のレバーと、前記着磁板を吸着、解放することで前記レバーの他端を前記カムの外縁部に当接、離脱させるための電磁ホルダと、一端に前記電子部品を吸着保持するための吸着部を有し、他端を前記カムフォロワに当接させることで、前記カムの回動運動を水平運動へ変換して前記吸着部を供給部から各収納部へ移動させるための動力切り替え部と、から構成される。
(もっと読む)
基板処理システム、基板処理方法
【課題】基板処理システムの汎用性の向上を図る。
【解決手段】受渡位置P2より基板搬送方向Dbの下流側で搬送経路R1に存在する基板処理装置200、300の台数(3台)と、受渡位置P7より基板搬送方向Dfの下流側で搬送経路R3に存在する基板処理装置200、300の台数(2台)とは異なっている。したがって、搬送経路R1に沿って存在する基板処理装置100、200、300の台数(5台)と、搬送経路R3に沿って存在する基板処理装置100、200、300の台数(4台)とは異なることとなる。このように、基板Sの搬送経路を搬送経路R1、R3の間で適宜切り換えることで、基板Sへの処理に供する基板処理装置100、200、300の台数を変更することが可能となっている。
(もっと読む)
搬送装置、処理装置、搬送方法及び処理方法
【課題】簡易な構成で、複数のコンベヤを有する搬送機構を実現することができる搬送装置、この搬送装置を備える処理装置、その搬送方法及び処理方法を提供すること。
【解決手段】搬送装置は、駆動源と、複数のコンベヤと、移動機構と、伝達機構とを具備する。前記複数のコンベヤは、前記駆動源により駆動され、処理対象物を第1の方向に沿ってそれぞれ搬送する。前記移動機構は、前記複数のコンベヤのうち少なくとも1つのコンベヤを、前記第1の方向とは異なる第2の方向に沿って移動させることが可能である。前記伝達機構は、前記少なくとも1つのコンベヤへの前記駆動源からの動力の伝達及びその遮断を行うクラッチを有し、前記駆動源からの動力を前記複数のコンベヤに伝達可能である。
(もっと読む)
はんだ印刷システム
【課題】 実用性の高い多レーン化はんだ印刷システムを提供する
【解決手段】 基板搬送方向に並べられてそれぞれが2つの搬送レーン36,38のうちの一方36においてはんだを印刷する2つの印刷機14a,14bと、それら2つの印刷機の間に配置されて基板を搬送するレーンをそれら2つの搬送レーンの間で切換える搬送レーン切換装置12bとを備えたはんだ印刷システムを、2つの印刷機のうちの一方による印刷を行う1レーン印刷モード(図3(b),(c))と、2つの印刷機の両方による印刷を行う2レーン並行印刷モード(図3(a))との両方において、印刷作業が可能に構成する。種々の電気回路製造態様を実現することができ、汎用性に富んだシステムとなる。
(もっと読む)
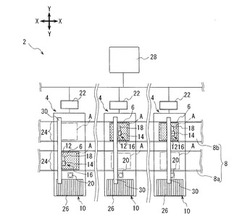
基板生産システム
【課題】第1および第2のリフローを搬送レーンの基板搬送方向の中間位置に並設することにより、ライン長を短縮できる基板生産システムを提供する。
【解決手段】デュアルコンベアの搬送方向の中間位置に配設され、第1および第2の搬送レーンを搬送される基板Bをそれぞれリフロー処理する第1および第2のリフロー25、26と、第1のリフローの直前の前段に配設され、第1の搬送レーンを搬送される基板に対して部品を実装する第1の部品実装装置23と、第2のリフローの直前の前段に配設され、第2の搬送レーンを搬送される基板に対して部品を実装する第2の部品実装装置28と、第1のリフローの直後の後段に配設され、第1の搬送レーンを搬送される基板に対して検査あるいは組み立て等の付帯作業を実施する第1の付帯作業装置27と、第2のリフローの直後の後段に配設され、第2の搬送レーンを搬送される基板に対して検査あるいは組み立て等の付帯作業を実行する第2の付帯作業装置24とを有する。
(もっと読む)
基板生産管理システム
【課題】データ作成、データ管理が簡単な基板生産管理システムを提供することを課題とする。
【解決手段】基板生産管理システム1は、電子部品実装機3と管理装置2とを備える。管理装置2は、ファミリー基板群に属する全ての基板に共用される座標データと、ファミリー基板群に属する全ての基板に個別に用いられるBOMを有するBOMデータ22と、ファミリー基板群に属する全ての基板に共用される基板種対応データ24と、を有する。管理装置2は、基板種が入力されることにより、基板種対応データ24を基にBOMデータ22からBOMを選択するBOM選択ステップと、BOMと座標データ21とから装着座標を認識する装着座標認識ステップと、電子部品実装機3に装着対象となる電子部品を通知する通知ステップと、を実行する。
(もっと読む)
部品搭載機の外段取りシステム
【課題】部品搭載機で使用する部品供給治具を部品供給台車へ配置する段取り作業、および、段取り作業された部品供給台車を部品搭載機に配置する段取り作業を自動で行うことができる部品搭載機の外段取りシステムを提供する。
【解決手段】外段取りシステムSは、部品供給治具搬送装置6にて部品供給治具保管棚4から部品供給治具2をピッキングし移動を行い、部品搭載機1へ配置する部品供給台車8へセットし、部品供給台車入替装置7にて部品供給治具2が準備された部品供給台車8と部品供給台車3との部品供給台車の入替えを行う。これにより、部品搭載機で使用する部品供給治具を部品供給台車へ配置する段取り作業、および、段取り作業された部品供給台車を部品搭載機に配置する段取り作業からなる一連の部品段取り作業が自動で行える。
(もっと読む)
部品実装システム
【課題】部品実装機により複数種類の実装基板を生産する際に、オペレータによる作業を軽減する。
【解決手段】複数の生産プログラムを、フィーダの段取り替えをせずに実行可能なクラスタに分割し、クラスタを単位に順次生産プログラムを実行して、フィーダから供給される部品を、所定位置に位置決めされた基板に搭載する部品実装機を備えた部品実装システムにおいて、クラスタが複数ある場合、各クラスタ内に含まれる全ての生産プログラムによる部品搭載の所要時間を計算すると共に、各クラスタ間で実行される段取り替えの所要時間を取得し、全クラスタ内の部品搭載所要時間と、全クラスタ間の段取り替え所要時間とを合計して、全生産終了予定時間を算出する手段を備えている。
(もっと読む)
部品実装装置
【課題】多品種対応性および総合的な生産効率に優れた部品実装装置を提供する。
【解決手段】上流側から受け渡された基板を搬送する基板搬送機構を、搬送幅が可変に設けられた第1基板搬送部2Aおよび第2基板搬送部2Bを並列配置して構成し、第1基板搬送部2Aおよび第2基板搬送部2Bのそれぞれが、部品搭載作業が実行される2つの個別部品実装エリア[MA1]、[MA2]、2つの個別部品実装エリア[MB1]、[MB2]を備え、さらにこれら個別部品実装エリア[MA1]、[MA2]、[MB1]、[MB2]において基板を位置決めするための基板検出センサ14A、14B、15A、15Bおよび基板下受部とを個別に備えた構成とする。
(もっと読む)
電子部品供給装置
【課題】キャリアテープに電子部品を収納させる工程、及び電子部品の収納されたキャリアテープにカバーテープを付着させる工程を省くことができ、電子部品を供給するための準備工程にかかる時間を短縮する。
【解決手段】電子部品を格納するための格納溝を含む供給ユニット2、表面実装機に設けられた電子部品移送装置が電子部品をピックアップできるピックアップ位置PPに電子部品を移送する第1移送ユニット3、及び前記供給ユニット2と前記第1移送ユニット3との間に配置され、前記供給ユニット2から供給される電子部品を前記第1移送ユニット3に移送する第2移送ユニット4と、を含む電子部品供給装置1を提供する。
(もっと読む)
段取り替え計画の決定方法および決定装置
【課題】割込生産を行う際に、段取り替え部品の段取り替え計画の決定を短時間化すると共に、実際の段取り替えに要する時間を短時間化することができる段取り替え計画の決定方法および決定装置を提供する。
【解決手段】割込段取り替え計画決定工程は、割込生産の前後の生産における初期段取り替え計画決定工程により決定された段取り替え部材の設置位置に基づいて、割込段取り替え計画を決定する(S11〜S32)。
(もっと読む)
部品実装装置
【課題】基板搬送装置の構造が複雑化するのを抑制しながら、実装作業に要する時間を短縮することが可能な部品実装装置を提供する。
【解決手段】この部品実装装置(表面実装機100)は、X方向に延びる搬送経路に沿ってプリント基板1を搬送可能な基板搬送装置20および基板搬送装置30と、搬送経路のY方向の一方側および他方側にそれぞれ設けられた部品供給部5cと、プリント基板1に部品を実装するヘッドユニット3および4とを備え、一方側および他方側の各部品供給部5cとの中間位置Lf1よりも搬送経路上のプリント基板1の中央位置Lcが一方側にずれるように搬送経路が配置され、基板搬送装置20は、プリント基板1をY方向に移動可能に構成され、基板搬送装置30は、搬送経路上のプリント基板1をY方向には移動させることなくX方向に搬送するように構成されている。
(もっと読む)
部品実装方法および実装機
【課題】基板への部品装着を複数のヘッドユニットの間で切り替えながら第1ヘッドユニットによる部品装着中に第2ヘッドユニットによる部品吸着および部品認識を実行する実装機において、第1ヘッドユニットが基板への部品装着を行っている間に第2ヘッドユニットが待機する時間を抑えて部品実装の効率を高める。
【解決手段】リア側ヘッドユニット60A2が部品吸着および部品認識を完了した時点T1においてフロント側ヘッドユニット60A1による部品装着の継続中でリア側ヘッドユニット60A2が待機状態となっており、しかも当該待機状態の発生以降にリア側ヘッドユニット60A2による搭載工程の残数がフロント側ヘッドユニット60A1による搭載工程の残数よりも多い場合には、生産プログラムを変更して待機状態の発生以降における基板への部品装着を行うヘッドユニットの順序を変更している。
(もっと読む)
電子部品装着装置
【課題】一方の装着ヘッドと他方の装着ヘッドとの干渉を回避しつつ、電子部品装着装置の生産効率を極力向上すること。
【解決手段】。CPU16はRAM17から対向した装着ヘッド11についてのロックエリア情報を取得し、また、装着ヘッド10の自軸エリア情報を取得する。そして、ロックエリア情報と自軸エリア情報とに基づいて、自軸エリアがロックエリアと干渉するか否かを判断する。干渉しないと判断されたときには、装着ヘッド10は移動する。
(もっと読む)
電子部品の装着方法、電子部品装着装置及び電子部品装着装置の電子部品装着順序決定方法
【課題】一方の側のビームの装着ヘッドが部品供給装置から取り出す部品の数が少ない場合でも、一方の側のビームの稼動状況を向上させて生産効率の向上を図ること。
【解決手段】1枚のプリント基板を生産するときに、ビーム7に設けられた装着ヘッド10によるトレイフィーダ5から電子部品を取り出すステップが終了すると、その後のステップでは、ビーム7は部品供給装置3側に乗り込み、装着ヘッド10は装着ヘッド11と同様に搬送装置2上のプリント基板Pと部品供給装置3との間を移動し、各装着ヘッド10、11に設けられた吸着ノズルにより部品供給装置3から電子部品を取出してプリント基板P上に装着する。
(もっと読む)
電子部品実装システム
【課題】複数の基板に対して同時並行的に効率よく部品実装作業を実行することができ、高い生産性と多品種対応性を両立させることが可能な電子部品実装システムを提供することを目的とする。
【解決手段】複数の基板搬送機構を備えた部品搭載部の上流側にスクリーン印刷装置M2を連結して構成された電子部品実装システムにおいて、スクリーン印刷装置M2に、それぞれ個別に制御されて独立して印刷動作が可能であり且つ印刷対象の基板品種の切り替えに伴う段取り替え作業が個別に実行可能な第1の個別印刷機構8A、第2の個別印刷機構8Bを設け、これらの個別印刷機構から搬出される印刷後の基板を下流側の複数の基板搬送機構12A、12Bに任意の基板振り分けパターンで振り分ける基板振り分け装置M3を付随させた構成とする。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】複数の基板に対して同時並行的に効率よく部品実装作業を実行することができ、高い生産性と多品種対応性を両立させることが可能な電子部品実装システムおよび電子部品実装方法を提供することを目的とする。
【解決手段】複数の基板搬送機構を備えた部品搭載部の上流側に段取り替え作業が個別に実行可能な複数の個別印刷機構を備えたスクリーン印刷部を連結して構成された電子部品実装システム1によって複数の個別実装レーンL1,L2を作動させて複数の基板に対して同時並行的に部品実装作業を実行させる複数基板実装作業において、全ての個別実装レーンにおいて基板品種を固定して連続的に部品実装作業を行わせる第1の作業モードと、一の個別実装レーンにおいて基板品種の切り替えの都度個別印刷機構において段取り替え作業を反復しながら断続的に部品実装作業を行わせる第2の作業モードとを選択的に指令する構成とする。
(もっと読む)
電子部品実装システム
【課題】複数の基板に対して同時並行的に効率よく部品実装作業を実行することができ、高い生産性と多品種対応性を両立させることが可能な電子部品実装システムを提供することを目的とする。
【解決手段】複数の基板搬送機構を備えた部品搭載部の上流側に複数の個別印刷機構を備えたスクリーン印刷装置M2および電子部品接着用の樹脂を塗布するとともに塗布状態を検査する塗布・検査装置M4を配置して構成された電子部品実装システムにおいて、塗布検査装置M4に、スクリーン印刷装置M2から搬出され基板搬送機構12A、12Bによって搬送される基板をそれぞれ対象として樹脂の塗布動作を実行する塗布ヘッド15および塗布前検査およびまたは塗布後検査を実行する検査ヘッド16を備える構成とする。
(もっと読む)
1 - 20 / 28
[ Back to top ]