
Fターム[5E313DD21]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 容器類を用いた部品の供給 (543)
Fターム[5E313DD21]の下位に属するFターム
容器類の取扱 (98)
容器類からの部品の取出 (216)
Fターム[5E313DD21]に分類される特許
121 - 140 / 229
電子回路部品装着機

【課題】電子回路部品装着機の構成要素の小さいスペースを利用して、構成要素に関する情報を記録する。
【解決手段】電子回路部品を負圧により吸着して保持する吸着ノズルを備えた部品装着装置により、電子回路部品を回路基板に装着する電子回路部品装着機において、吸着ノズル170の背景形成板176にタグチップ180を設け、その吸着ノズル170が使用可能なものであるか否かを示す使用可否情報を記録し、その使用可否情報を無線により送信し得るようにする。そのタグチップ180から送信される使用可否情報を情報受信装置により受信し、その情報受信装置により受信された前記使用可否情報が使用不可を示す情報である場合に、使用禁止部により吸着ノズルの使用を禁止する。
(もっと読む)
部品装着設定装置、部品装着装置、プログラム及び部品供給ユニット配置方法

【課題】各々の基板が必要とする部品を格納した部品供給ユニットを搭載した部品供給台を取り替えることにより、複数種類の基板に部品を装着する生産計画を立てることができるか否かを判定することのできる技術を提供することを目的とする。
【解決手段】入力部123を介して、生産する基板種類を特定する生産計画データ、基板を生産する際に使用する部品装着装置を特定する生産ラインデータ、および、基板を生産する際に使用することのできる部品供給台数を特定する使用可能部品供給台数データ、の入力を受け付ける。
そして、制御部120の部品装着設定データ生成部122は、記憶部111に記憶されている部品装着装置の物理的構成から、入力された生産計画データに対して、生産ラインデータ及び使用可能部品供給台数データで特定される制約条件を満たす部品供給ユニット及び部品供給台の組み合わせがあるか否かを検出する。
(もっと読む)
実装機および部品供給装置
【課題】部品点数およびコストを削減できる実装機および部品供給装置を提供する。
【解決手段】送給モータ345の駆動によって、部品収納テープが送給されるテープ送給機構と、引取モータ375の駆動によって、部品収納テープから剥離されたトップテープが引き取られるテープ引取機構とを備えた部品供給装置であって、送給モータ345および引取モータ375が停止された状態から、部品収納テープの送給を開始する際に、引取モータ375の駆動を開始した後、送給モータ345の駆動を開始する送給開始制御手段と、部品収納テープが送給されている状態では、引取モータ375を駆動させる送給時制御手段7と、を備える。
(もっと読む)
電子回路部品装着システム
【課題】それぞれ電子回路部品を回路基板に装着する複数の装着ユニットを直列に含む電子回路部品装着システムをさらに使い勝手の良いものとする。
【解決手段】複数の装着ユニットの部品装着部の各々に、汎用装着ヘッドと、その汎用装着ヘッドよりも装着可能な電子回路部品の種類は少ないが装着能率が優れた高能率装着ヘッドとを含む複数種類の装着ヘッドを選択的に取り付け可能とし、かつ、複数の装着ユニットの各部品装着部に現に取り付けられている装着ヘッドの種類の情報を取得する現装着ヘッド情報取得部(S1)と、その現装着ヘッド情報取得部により取得された状態を前提として、部品供給具の割り振りと電子回路部品の装着順序とを最適化する最適化部(S2)とを設ける。あるいは、複数の装着ユニットの各々において使用される装着ヘッドの種類を予め定められた規則に従って決定する装着ヘッド選択部を設ける(S4)。
(もっと読む)
部品配列データ作成方法および部品ライブラリ作成方法
【課題】少ない手間で部品配列データを作成することができる部品実装機のための部品配列データ作成方法を提供する。
【解決手段】少ない手間で部品配列データを作成することができる部品実装機100のための部品照合方法は、各部品保持具(部品テープ又はリール426)に付されたICタグ426bから受信する信号の状況により取得した各ICタグ426bの位置座標の違いに基づき、部品実装機100に装着された部品保持具の装着位置を特定する位置特定ステップS1Aと、特定された部品保持具の装着位置に該当する位置座標を有するICタグ426bから識別情報を読み取る読み取りステップS2Aと、特定された装着位置と、読み取られた識別情報とを対応付けて部品配列データを作成するデータ作成ステップS3とを含む。
(もっと読む)
メンテナンス方法および部品実装機
【課題】部品実装機の機器を構成する構成部品のメンテナンス時期を一括的、且つ定量的に検出できるメンテナンス方法を提供する。
【解決手段】管理装置600は、セットされた機器の位置をICタグリーダ/ライタ111を用いて特定する(S1001)。そして、ICタグリーダ/ライタ111は、ICタグ400より構成部品のメンテナンス情報を取得し(S1002)、判断部608は、メンテナンス情報格納部605に記録されているメンテナンス情報と、S1002で取得した実際の各構成部品のメンテナンス情報を比較してメンテナンス時期の判定を行う(S1003)。次に、判断部608は、メンテナンス時期でない場合には(S1003でNo)、一連の処理を終了し、メンテナンス時期である場合には(S1003でYes)、警告をするよう警告部609に伝え(S1004)、部品実装機100の運転を停止する(S1005)。
(もっと読む)
プリント板識別方法及び識別装置
【課題】ラックに取り付けたデータキャリアに現作業工程における製造履歴情報に現作業工程におけるプリント板のラック内への挿入有無情報を付加して後作業工程に引継ぐことでプリント板の個体識別が可能なプリント板識別方法及び識別装置を提供する。
【解決手段】プリント板を搭載するラック170に、非接触で情報の書込みと読出しが可能なデータキャリア150をラックの所定の側面に固定的に取り付け、データキャリア150に製造ラインにおける前作業工程までの製造に関する情報を書込むとともに前作業工程から送られてきたデータキャリア150に蓄積されている前作業工程までの製造に関する情報を読出し、後作業工程で使用するラック172のデータキャリア152に前作業工程までの製造に関する情報を書込むとともに、プリント板120を挿入した後作業工程で使用するラック172内の相対位置情報に対しても、前作業工程におけるプリント板の有無情報を書込む。
(もっと読む)
部品吸着方法および表面実装機
【課題】負圧の無駄な消費や異物等の吸引を抑えつつ、実装用ヘッドが部品吸着位置に到達したときに過不足なく安定した負圧を供給できるようにする。
【解決手段】部品吸着用のノズル21を具備する移動可能な実装用ヘッド20を有し、前記ノズル21に供給される負圧により部品供給部4,5から部品を吸着し、基板P上に搬送して実装するようにされた表面実装機の前記ノズル21による部品吸着方法であって、ノズル21が部品吸着位置に到達するまでの到達時点を演算し、この到達時点時間から負圧の安定化時間分だけ遡った時点、つまりノズル21に対して負圧の供給を開始してからその負圧値が安定するまでの時間(予め測定した実測値)分だけ遡った時点で負圧の供給を開始するようにした。
(もっと読む)
電子回路部品保持装置
【課題】電子回路部品保持装置において吸着ノズルの、その軸線と直交する方向のガタにより生じる問題を安価にかつ良好に解決する。
【解決手段】ヘッド本体150に、その回転軸線を中心線とする一円周上に12個の嵌合孔170を設け、強磁性材料製の昇降部材172を昇降可能に嵌合し、吸着ノズル154を軸方向に相対移動可能に保持させる。ヘッド本体150の12個の保持部152の内周側の部分にそれぞれ磁石孔270を形成し、3個の永久磁石272をスペーサ274を挟んで嵌合する。昇降部材172には常時、永久磁石272の磁気力が作用し、嵌合孔170の内周面の、上記回転軸線側の部分に密着し、昇降部材172の昇降を許容する隙間によるガタが除去され、また、突出限度規定装置238が吸着ノズル154の昇降部材172に対する半径方向のずれを阻止し、部品吸着時,装着時の吸着ノズル154の半径方向の位置ずれが防止される。
(もっと読む)
部品実装機の部品廃棄装置及び部品廃棄方法
【課題】吸着ノズルに吸着した部品の画像処理の途中で画像処理エラーが発生した場合や、吸着ノズルに吸着した部品の向きが傾いている場合でも、その部品を部品廃棄トレイに二次元的にスペース効率良く載置できるようにする。
【解決手段】吸着ノズルに吸着した部品をカメラで撮像して画像処理し、画像処理エラーが発生した部品(以下「廃棄部品」という)を再び画像処理して当該廃棄部品の外形と向きを判定すると共に、部品廃棄トレイの空きスペース(廃棄部品を載置可能な残りスペース)を判定する。そして、廃棄部品の向きをX軸方向又はY軸方向に一致させるように修正すると共に、向きを修正した廃棄部品を部品廃棄トレイ14に載置する位置(廃棄位置)を前記空きスペースと当該廃棄部品の外形に基づいて決定し、この廃棄位置に廃棄部品を載置する。
(もっと読む)
部品実装装置及び部品実装装置の部品回収方法
【課題】部品回収トレイ内の回収部品の撤去作業を忘れた場合であっても、回収部品を傷つけたり、移載ヘッドを破損させたりするおそれのない部品実装装置及び部品実装装置の部品回収方法を提供する。
【解決手段】移載ヘッド5がピックアップした部品が基板3へ搭載される前に搭載不適であると判断されて回収される回収部品Pが整列載置される部品回収トレイ50aのほか、回収部品Pが部品回収トレイ50a上に設定した基準位置73から順番に所定の配列で載置されるように移載ヘッド5の作動制御を行う制御装置60及び基準位置73に回収部品Pを載置させる際、基準位置73が空きスペースとなっているか否かの検出を行う空きスペース検出手段(マーク74及び基板カメラ67)を備える。制御装置60は、空きスペース検出手段により基準位置73が空きスペースとなっていることが検出されたならば、回収部品Pの部品回収トレイ50aへの載置を実行する。
(もっと読む)
表面実装装置
【課題】管理面に優れ、商品性の高い表面実装装置を提供する。
【解決手段】基台11に設置され、かつバーコード179が付された部品供給手段150と、吸着ヘッドを有するヘッドユニット60と、前記ヘッドユニット60を基台11上において水平移動させるサーボ機構と、搬送コンベア20と、記憶手段とを備えバーコードが予め付された基板Pを搬送コンベア20によって搭載位置に送り、部品供給手段100、150より供給された部品を吸着ヘッドを用いて実装する表面実装装置であって、バーコードを読み取るバーコードリーダ67をヘッドユニット60に設けて、一連の実装処理の過程においてバーコードの読み取りを行うとともに、読み取った基板Pの識別情報と当該基板Pに部品の供給を行った部品供給手段100、150の識別情報とを対応付けして前記記憶手段に記憶させる構成とした。
(もっと読む)
実装部品の検査方法および検査装置、ならびに実装基板画像データの作成方法および作成装置
【課題】実装部品の検査を効率良く行える検査方法を提供する。
【解決手段】本発明の検査方法は、基板Wに搭載される部品毎に搭載位置および搭載方向が関連付けされた実装基板データと、部品種類毎に部品画像を特定可能な部品画像データとに基づいて、各部品画像と、基板画像とを関連付けした実装基板画像データを取得するステップと、実装基板画像データの中から、搭載方向が一方向に特定される有極性部品E2,E4に対応する部品画像を抽出し、その抽出した部品画像を基板画像に貼り付けた有極性部品搭載基板画像を表示するステップと、表示された有極性部品搭載基板画像に基づいて、有極性部品の搭載方向を検査するステップと、を含むことを特徴とする実装部品の検査方法。
(もっと読む)
電子部品実装用装置
【課題】電子部品実装ラインにおける装置構成の変更をよりフレキシブルに行うことができる電子部品実装用装置を提供することを目的とする。
【解決手段】基板に電子部品を実装して実装基板を製造する電子部品実装ラインに使用される電子部品実装装置を、基板を対象として部品搭載動作を実行する部品搭載機構が配設された部品搭載動作モジュール12と、部品搭載動作モジュール12の下部に着脱自在に連結され、基板3を所定の搬送経路に沿って搬送する基板搬送機構2aが配設された基板搬送モジュール2と、基板搬送モジュール2が着脱自在に載置され、基板搬送モジュール2を所定位置に保持する基部モジュール1とによって構成する。これにより、部員搭載動作モジュール12、基板搬送モジュール2を基板の種類に応じて交換することができ、電子部品実装ラインにおける装置構成の変更をよりフレキシブルに行うことができる。
(もっと読む)
トレイ保持装置
【課題】トレイの製造公差に影響されずにベースプレート上でトレイを正確に位置決めして保持できるようにする。
【解決手段】ベースプレート17には、トレイ18の隣接する2辺に当接して位置決めする位置決め手段として、位置決めプレート19と位置決めピン20,21,22が設けられ、位置決めピン20の上端部には、トレイ18の浮き上がりを防止する浮き上がり防止鍔部23が形成されている。ベースプレート17には、トレイ18の4つのコーナー部分のうち、上記位置決め手段とは反対側のコーナー部分に形成された誤装着防止用切欠部24のみが干渉しないことで該トレイ18の誤装着を防止する誤装着防止ピン25が設けられている。トレイ18の誤装着防止用切欠部24側のコーナー部分をクランプするクランプ具26を任意の位置に保持する手段として、磁石30がクランプ具26に設けられている。
(もっと読む)
真空吸着ノズル
【課題】 真空吸着ノズルが静電気を帯電した状態で電子部品に近づくと、小型化・軽量化が進んだ電子部品が軽量であるため、静電気の反発力により電子部品が吹き飛ぶ、あるいは静電破壊を起こすという問題があった。
【解決手段】 先端に吸着物を真空吸着する吸着面2を有し、この吸着面2に吸引孔3を備えた真空吸着ノズル1であって、基体がセラミックスからなり、側面が導電性付与材を含有するセラミックスからなる層7または導電性付与材からなる層7で被覆されている真空吸着ノズル1である。真空吸着ノズル1が高速で移動して空気との摩擦で帯電しても、層7によって速やかに除電することができ、静電気の反発力により吸着物である電子部品が吹き飛ばされるということがなくなり、電子部品の静電破壊も防止することができる。
(もっと読む)
機械的インターフェース
往復動作を1つの要素から、解放可能なようにそれに装着可能である別の要素に伝達するための機械的インターフェース。インターフェースは、少なくとも3つのインターフェース点を備え、そのうちの少なくとも2つは、横方向に離間され、そのうちの少なくとも2つのインターフェース点は、長手方向に離間されている。運動手段が、インターフェース点のうちの少なくとも1つを介して一方の要素から他方の要素に伝達される往復動作をもたらす。動作を伝達するインターフェース点は、要素同士が装着される場合、湾曲した接触表面がインターフェース点の向かい合う接触表面に当接するように、湾曲した接触表面を有する接触部分を備え、それによって、往復動作を伝達する。 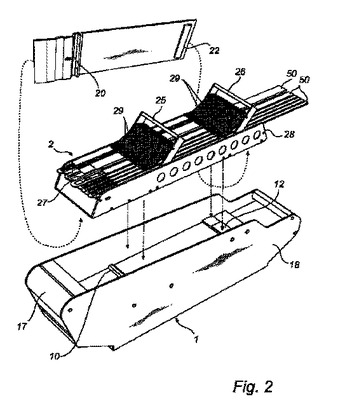 (もっと読む)
(もっと読む)
板状電子部品の整列方法とそれに用いる整列装置
【課題】厚みの薄い電子部品であっても、割れや破損を生じることなく、確実に位置決めして整列することができる整列方法とそれに用いる整列装置を提供する。
【解決手段】板状電子部品9の整列方法であって、前記板状電子部品9の一面を吸引保持して懸架する第一の工程と、前記板状電子部品9の一辺を、その側面から押圧することでこの板状電子部品9を移動させて位置決め、整列させる第二の工程とからなり、前記第二の工程は、板状電子部品9の対向する二辺を順次押圧して移動させることで、第一の方向の位置決めを行った後、前記二辺に直交する他の二辺を順次押圧して移動させることで、前記第一の方向に直交する第二の方向の位置決めを行うものである。
(もっと読む)
電子回路部品装着装置および精度検査用ユニット
【課題】電子回路部品装着装置において電子回路部品の回路基板への装着位置精度を簡単に検査すること、あるいはその検査結果を利用して装着位置精度を向上させることを可能にし、そのために便利な精度検査用ユニットを得る。
【解決手段】検査用の形象表示チップ204,角チップ206を使用して検査用基準マーク242を基準とするノズル回転軸線,ヘッド側基準マーク,基準マークカメラの相対位置誤差を取得して電子回路部品の装着時に使用する。また、検査用基準マーク242を基板基準マーク、形象表示チップ204,角チップ206を電子回路部品、載置部238,240を回路基板の部品装着箇所と見なし、チップ204,206の載置部238,240への載置を電子回路部品の回路基板への装着に模して行い、載置したチップ204,206を撮像して載置位置誤差,ノズル回転軸線の位置ずれを取得し、部品装着時に載置位置誤差等も合わせて修正する。
(もっと読む)
部品実装装置および部品実装方法
【課題】スタック実装における実装タクトを短縮する部品実装装置および部品実装方法を提供する。
【解決手段】基板1に第1の部品3と第2の部品5をスタック実装するため、まず第1収納部4からピックアップした第1の部品3を転写部7に移送し(矢印a)、第1の部品3に溶剤を転写させた後に第2の収納部6に移送し(矢印b)、トレイ6aに収納された状態の第2の部品5に実装する。第2の部品5に複数の第1の部品3を実装する必要があるときは、全ての第1の部品3の実装が完了した段階で既に実装された第1の部品3とともにピックアップした第2の部品5を基板保持部に移送し(矢印c)、基板1に実装する。
(もっと読む)
121 - 140 / 229
[ Back to top ]