
Fターム[5E313DD21]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 容器類を用いた部品の供給 (543)
Fターム[5E313DD21]の下位に属するFターム
容器類の取扱 (98)
容器類からの部品の取出 (216)
Fターム[5E313DD21]に分類される特許
41 - 60 / 229
部品実装システム
【課題】部品実装機により複数種類の実装基板を生産する際に、オペレータによる作業を軽減する。
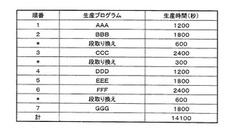
【解決手段】複数の生産プログラムを、フィーダの段取り替えをせずに実行可能なクラスタに分割し、クラスタを単位に順次生産プログラムを実行して、フィーダから供給される部品を、所定位置に位置決めされた基板に搭載する部品実装機を備えた部品実装システムにおいて、クラスタが複数ある場合、各クラスタ内に含まれる全ての生産プログラムによる部品搭載の所要時間を計算すると共に、各クラスタ間で実行される段取り替えの所要時間を取得し、全クラスタ内の部品搭載所要時間と、全クラスタ間の段取り替え所要時間とを合計して、全生産終了予定時間を算出する手段を備えている。
(もっと読む)
プリント回路板組立方法

【課題】回路基板へのバンプ部品の装着において、装着能率の向上を可能にするプリント回路板組立方法の提供を課題とする。
【解決手段】装着ラインを構成する上流側装着機に高さが設定高さ以下のBGA36,角チップ32を割り当て、低BGAを最初に回路基板に装着する。低BGAはマルチノズルヘッドによる低角チップの装着を妨げず、最初の装着により、低BGAの未装着箇所に落下した低角チップの上に低BGAが装着されることが、装着箇所の検査なく回避される。また、例えば、下流側装着機において高さが設定高さより高いBGA36が装着される際、既に角チップ32が装着されている場合には、装着に先立って、高BGAを装着すべき箇所に、低角チップが落下していないかどうかの検査を行い、その検査に要する検査時間を、高BGAを装着する動作自体に要する装着時間に加えて、1個の高BGAの装着に要する所要時間とし、その上で、上流側装着機と下流側装着機との総所要時間が均等になるようにする。
(もっと読む)
製造作業機
【課題】汎用性の高い製造作業機を提供することを課題とする。
【解決手段】製造作業を構成する複数の作業要素のうちの1つを実行する作業要素実行装置として、実行する作業の種類において互いに異なる複数の作業ヘッド装置26,28を備えさせる。具体的には、例えば、複数の作業ヘッド装置のうちの1つのもの26を、製造作業において主体となる作業、例えば、搬送装置22によって搬送される基材に部品供給装置24によって供給される部品を組み付けるためにその部品の保持を実行する主ヘッド装置とし、複数の作業ヘッド装置のうちの別の1つのもの28を、主体となる作業に対する補助的な作業、例えば、基材に部品を組み付ける作業に先立って接着剤の塗布を実行する補助ヘッド装置とする。そのように、複数種の作業を行うことができ、汎用性の高い製造作業機となる。
(もっと読む)
部品画像処理装置及び部品画像処理方法
【課題】カメラの視野よりも大きい部品を部分的に撮像して部品の位置を計測する場合に、画像処理サイクルタイムの短縮と部品位置計測精度向上とを実現する。
【解決手段】カメラ13の視野よりも大きい部品を撮像する場合に、まず、撮像対象となる部品の形状・寸法とカメラの視野とに基づいて、部品の範囲から分割して撮像すべき複数の特徴部分の撮像範囲を決定する。その後、複数の特徴部分をそれぞれカメラ13で撮像して得られた複数の特徴部分の画像を結合して部品の特徴部分の結合画像を作成し、その結合画像に基づいて当該部品の位置を計測する。
(もっと読む)
電子回路部品装着システム
【課題】生産能率の低下を抑えつつ、装着ミスが発生した電子回路部品のリカバリを行うことができる電子回路部品装着システムを提供する。
【解決手段】電子回路部品装着システムの、マルチノズルヘッド40を備えた装着装置を制御する制御装置に、(a)マルチノズルヘッド40により1枚の回路基板に対して装着作業が行われている途中で、装着装置に、マルチノズルヘッド40の別のノズルヘッドとの交換、あるいはマルチノズルヘッド40に保持されている吸着ノズル154の少なくとも1つの別の吸着ノズル154との交換によるヘッド変更を行わせるヘッド変更制御部と、(b)そのヘッド変更制御部の制御によるヘッド変更の直前に、変更前のマルチノズルヘッド40よる装着が予定されている電子回路部品のうち装着ミスとなったものの再度の装着動作を集中的に行う集約リカバリを前記装着装置に行わせるヘッド変更前集約リカバリ制御部とを設ける。
(もっと読む)
部品補給案内方法
【課題】基板に装着するのに必要な回路部品の補給について、段取り替えを考慮した部品切れを予告案内する。
【解決手段】現在及び今後生産される基板種の生産枚数及び生産順序を定める生産スケジュールに基づき、部品供給部6に装着された各フィーダ26について、部品切れ予想時刻を演算し、部品切れ予想時刻が現在生産中の生産ジョブの終了時刻より遅く、かつ前記予想時刻を予告する予告時刻が現在生産中の基板種の生産ジョブの終了時刻前であるフィーダ26に収容された種類の回路部品が、前記次以降の生産ジョブで使用されるかを判断し、使用されるときには、現在生産中の基板種の生産ジョブの実施段階で、部品切れの予告を行うこと。
(もっと読む)
電子部品実装方法
【課題】電子部品実装システムを大型化させることなく基板生産性を向上させることができる電子部品実装方法を提供することを目的とする。
【解決手段】平行に配置された2つの基板搬送コンベア13を備えた2台の電子部品実装機2を基板搬送コンベア13による基板3の搬送方向に連結させて成り、各電子部品実装機2が備える2つの基板搬送コンベア13がそれぞれ基板3の搬送方向に繋がって2つの搬送レーン20を形成している電子部品実装システム1において、一方の搬送レーン20(基板搬送レーン20a)により基板3を位置決めするとともに、他方の搬送レーン20(部品搬送レーン20b)により、電子部品5を載置した部品載置皿21を位置決めし、電子部品実装機2が備える装着ヘッド16により、部品載置皿21に載置された電子部品5をピックアップして基板搬送レーン20aにより位置決めした基板3に装着する。
(もっと読む)
真空吸着ノズル
【課題】 実装機の高速化を図り、装着精度を向上させるため濃い色のセラミックスを用いても、カメラ側から光を照射して吸着物の位置検出を行なうとき、吸着ノズルの吸着面からの反射光の画像入力レベルがなお高い(輝度が高い)ので、吸着物の正確な位置検出ができず、装着精度が劣る問題があった。
【解決手段】 先端に吸着物を真空吸着する吸着面を備えた黒色系セラミックスからなる真空吸着ノズルであって、前記吸着面に互いに実質的に平行な列状の溝を有しており、該列状の溝に対して直交する方向の粗さ曲線における、JIS B 0601(2001)に記載の算術平均粗さRaが0.017μm以上0.06μm以下であることを特徴とする真空吸着ノズ
ルである。反射光を抑え輝度を下げることができ吸着物の位置ずれや落下がなく、吸着物を離脱する時間を短縮でき装着精度や移送効率のよい真空吸着ノズルを提供できる。
(もっと読む)
微小部品の配列板および微小部品の配列方法
【課題】外乱があってもバランス良く部品を保持し、なお且つ大量の微小部品を整列させることが出来る配列板および配列方法を提供する。
【解決手段】複数の部品を所定の方向に整列載置する配列板であって、基板のどちらか一方の基板面に、略平行に形成された2本の第1溝と、前記2本の第1溝に挟まれた領域に前記第1溝にほぼ直交するように形成された1以上の第2溝と、を備え、前記第2溝と前記第1溝とが連接し形成される部品載置領域を複数備える。
(もっと読む)
段取り替え計画の決定方法および決定装置
【課題】割込生産を行う際に、段取り替え部品の段取り替え計画の決定を短時間化すると共に、実際の段取り替えに要する時間を短時間化することができる段取り替え計画の決定方法および決定装置を提供する。
【解決手段】割込段取り替え計画決定工程は、割込生産の前後の生産における初期段取り替え計画決定工程により決定された段取り替え部材の設置位置に基づいて、割込段取り替え計画を決定する(S11〜S32)。
(もっと読む)
電子回路部品装着方法および電子回路部品装着機
【課題】より実用性の高い電子回路部品装着方法および電子回路部品装着機を得る。
【解決手段】マルチノズルヘッドの3個以上の吸着ノズルがそれぞれ電子回路部品を吸着した後(S1)、基板保持装置へ移動させられる途中に部品撮像システムにより撮像される(S2)。3個以上の吸着ノズルの全部が電子回路部品を保持しているが、保持状態が不安定な部品があれば、再度、撮像し(S3,S5,S7)、落下していれば、その旨を報知し、電子回路部品装着機を停止させる(S9)。不安定部品が落下していなければ収容箱に収容し、その後、さらに吸着ノズルを撮像し(S10,S11)、電子回路部品の落下がなければ回路基板に装着し(S6)、落下があれば、報知し、電子回路部品装着機を停止させる(S13)。不安定部品の解放前の落下の有無の検出により、電子回路部品が回路基板上に落下したままとされて不良基板が発生する可能性が低減される。
(もっと読む)
電子部品実装装置
【課題】サイズの異なる複数品種の電子部品を対象として安定して吸着保持が可能な中継ステージを備え、多品種対応性に優れた電子部品実装装置を提供することを目的とする。
【解決手段】部品供給部から取り出された電子部品を仮置きする中継ステージにおいて半導体チップ6aが載置される載置部18aを、電気絶縁性の粘着性媒体62aにER粒子62bを分散させたERゲルシート62の上面を露呈させた載置面62cと、ERゲルシート62に接触して配設された1対の電極部材66c、67cとを有する構成とし、電圧印加部71によって電極部材66c、67c間に電圧を印加することによりER粒子62bに電場を作用させ、載置面62cによって半導体チップ6aを保持する粘着力を制御する。
(もっと読む)
電子部品装着方法
【課題】一方の装着ヘッドと他方の装着ヘッドとの干渉を回避しつつ、電子部品の撮像が行えるようにし、この撮像画像が鮮明で一定の品質を有するものとすること。
【解決手段】C点が対向ヘッド10の移動予定範囲ARと干渉するか否かを判断した際に(ステップS09)、干渉すると判断すると、次にCPU16はエンコーダ等の現在位置検出器の情報を読み取って、B点まで移動済みかどうかを判断する(ステップS11)。この場合、B点まで移動済みでないと判断すると、次にB点が対向ヘッド10の移動予定範囲ARと干渉するか否かを判断し(ステップS12)、移動予定範囲ARと干渉しないと判断すると、装着ヘッド11はB点へ移動して停止する(ステップS13)。
(もっと読む)
部品実装装置及び部品実装方法
【課題】転写材料が良好な状態で転写されている脚部付きの部品を確実に基板に装着させて実装基板の良品率を向上させることができる部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】部品1の一対の脚部1aそれぞれの下端に転写材料Sを転写させた後(ステップST4)、その部品1を下方から撮像し(ステップST5)、得られた部品1の画像の中の一対の脚部1aが設けられる2つの領域1sそれぞれについて、各領域1s内の転写材料Sが転写される転写部分R1の輝度とその領域1s内の転写材料Sが転写されない非転写部分R2の輝度との差を算出し、その算出した輝度の差が各領域1sそれぞれについて定められた閾値を超えているか否かに基づいて、その部品1における転写材料Sの転写状態の良否判定を行う(ステップST6〜ST9)。
(もっと読む)
電子部品の実装装置及び実装方法
【課題】この発明は実装ツールや上下カメラが熱変形を生じても、チップの実装精度が低下するのを防止した実装装置を提供することにある。
【解決手段】基板とチップをヒータによって加熱し、基板にチップを実装する実装装置であって、下端面にチップ6が保持される実装ツール50と、実装ツールに保持されたチップと基板22とを撮像する上下カメラ31と、上下カメラの撮像に基づいて実装ツールを実装位置に対して位置決めしてチップを基板に実装させる制御装置39と、実装位置の近くに設けられ実装ツールと上下カメラがヒータから受ける熱影響によってチップの実装位置がずれるのを補正する位置補正手段62を具備する。
(もっと読む)
電子部品の実装装置及び実装方法
【課題】実装ツールに保持した半導体チップを基板に対して精度よく位置決めして実装できる実装装置を提供することにある。
【解決手段】実装ツール11に保持された半導体チップを撮像する部品カメラ13と、位置決めされた基板を撮像する基板カメラ15と、各カメラの撮像信号を画像処理する画像処理部17と、部品カメラの第1の撮像位置から基板カメラの第2の撮像位置まで移動するための第1の移動距離及び第1の移動距離に比べて短い第2の移動距離を設定する設定部21と、第1の撮像位置における半導体チップのずれ量と第2の撮像位置における基板のずれ量とから実装ツールの第1の移動距離を修正する修正距離を算出する演算処理部19と、修正距離を算出している間に実装ツールを第2の移動距離で移動させ、演算処理部が修正距離を算出したならば、その修正距離に基いて第1の移動距離を修正して実装ツールを第2の移動距離からさらに移動させる駆動制御部23を具備する。
(もっと読む)
電子部品の装着方法
【課題】大型電子部品を装着する前に大型電子部品を装着する領域が正常であるか否かを検査することにより、不良基板の発生を防止できる電子部品の装着方法を提供する。
【解決手段】基板Aの領域A1に小型電子部品を装着したのちに、領域A2に大型電子部品を装着する電子部品の装着方法において、両電子部品が装着される前の領域A2の各区画を基板認識カメラ18で撮像したのちに、基板Aの領域A1に小型電子部品を装着した。つぎに、小型電子部品が装着された基板Aの領域A2の各区画を基板認識カメラ18で撮像し、小型電子部品装着前の初期画像と、小型電子部品装着後の比較画像とを比較して、両画像が同一であるか否かを判定した。そして、両画像が同一または違いが僅差であると判定された基板Aの領域A2に大型電子部品を装着するようにした。
(もっと読む)
チップを移動させる方法およびそのための治具
【課題】チップを簡易な方法により、確実にチップを直立させる方法が求められている。
【解決手段】矩形状のチップを第1トレイから第2トレイへ移動させるための平板状の治具であって、前記第1トレイに向けて第1開口部、前記第2トレイに向けて第2開口部を備え、前記第1開口部と前記第2開口部との間に傾斜面を備える貫通孔を有し、前記第2開口部は、前記チップの厚さよりも広い幅で、かつ、前記チップの矩形面をなす短辺の長さよりも狭い幅を有する治具を用い、前記ポケットに前記チップが備えられた前記第1トレイと、前記治具と、前記第2トレイとを順に重ね合わせる工程と、前記第1トレイと前記第2トレイとを重ね合わせた状態を保持しつつ、前記第1トレイと前記第2トレイとの重なり方向が逆転するように動かす工程と、を含む方法による。
(もっと読む)
部品装着ライン設計装置、プログラム及び部品装着システム
【課題】複数の基板を生産する際の部品装着ラインの変更作業量ができるだけ小さくなるような部品装着ラインの変更計画を算出すること。
【解決手段】
部品装着ライン設計装置110の生産順序算出部121は、基板種類のペア毎に、当該ペアに含まれる一の基板種類に対応する部品装着ライン情報で特定される部品装着ラインから、このペアに含まれる他の基板種類に対応する部品装着ライン情報で特定される部品装着ラインに変更する際の作業量を算出する処理と、この作業量が小さい基板種類から順に生産するように、基板種類の部品装着ラインへの投入順序を特定する処理と、を行う。
(もっと読む)
対基板作業システム
【課題】 対基板作業システムの利便性を向上させる。
【解決手段】 回路部品を支持して電子回路を構成する回路基板に対して予定された対回路基板作業を行う複数の対基板作業装置12を備えた対基板作業システムにおいて、それら複数の対基板作業装置のうちの少なくとも1つのものを、回路基板の搬送方向と交差する方向に延びる装置軌道に沿って移動可能な可動装置とする。対基板作業装置の調整,メンテナンス等の作業を、容易に行うことが可能となり、当該システムの利便性が向上する。
(もっと読む)
41 - 60 / 229
[ Back to top ]