
Fターム[5E313DD21]の内容
電気部品の供給、取付け (45,778) | 部品の移送、供給 (10,696) | 容器類を用いた部品の供給 (543)
Fターム[5E313DD21]の下位に属するFターム
容器類の取扱 (98)
容器類からの部品の取出 (216)
Fターム[5E313DD21]に分類される特許
21 - 40 / 229
ダイピックアップ装置
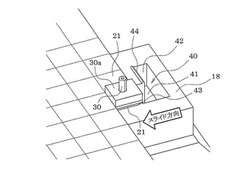
【課題】ダイシングシートに貼着されたダイのシート剥離に要する時間を短くしてタクトタイムを短縮できるようにする。
【解決手段】剥離ステージ18のシート吸引孔40は、今回ピックアップするダイ21の貼着部分を該ダイ21がピックアップ可能となるようにシート剥離する第1吸引孔41と、次にピックアップするダイ21の貼着部分の一部を予備的にシート剥離する第2吸引孔42とから構成され、シート剥離したダイ21を吸着ノズル30でピックアップする毎に、剥離ステージ18を次にピックアップするダイ21の貼着部分の手前側へ移動させて、該剥離ステージ18を該ダイ21の貼着部分の真下へスライドさせて第1吸引孔41で該ダイ21の貼着部分を該ダイ21がピックアップ可能となるようにシート剥離すると共に、第2吸引孔42で該ダイ21の次にピックアップするダイ21の貼着部分の一部を予備的にシート剥離する。
(もっと読む)
部品エラー表示装置

【課題】重要度およびエラー量に応じたエラー指標を算出して、エラー指標の高いものから順にソートしてエラー情報を表示できるようにした部品エラー表示装置を提供する。
【解決手段】エラーデータを取得するエラーデータ取得手段102と、取得されたエラーデータを記憶するエラーデータ記憶手段104と、エラーデータを所定の分類毎に集計したエラー量を算出するエラー量算出手段106と、分類毎に重要度係数を設定する重要度係数設定手段108と、重要度係数とエラー量を演算して分類毎のエラー指標を算出するエラー指標算出手段110と、分類毎に集計されたエラーの情報である集計エラー情報をエラー指標の高いものから順にソートして一覧表示する集計エラー情報表示手段114とを備えた。
(もっと読む)
トレイ供給装置及び部品実装装置
【課題】部品装着作業が実行されている間にトレイの交換を行うことができるトレイ供給装置及び部品実装装置を提供する。
【解決手段】第1トレイ供給位置PR1及び第2トレイ供給位置PR2の下方に配置されてトレイTRの搬送を行うトレイ搬送部22と、トレイ搬送部22と第1トレイ供給位置PR1との間でトレイTRを昇降させる第1昇降シリンダ51と、トレイ搬送部22と第2トレイ供給位置PR2との間でトレイTRを昇降させる第2昇降シリンダ52を備える。トレイ搬送部22は、トレイTRの供給時にはトレイ格納部33から取り出されたトレイTRを第1トレイ供給位置PR1の直下又は第2トレイ供給位置PR2の直下に搬送し、トレイTRの回収時には第1昇降シリンダ51或いは第2昇降シリンダ52によって受け渡された空のトレイTRをトレイ回収部34に向けて搬送する。
(もっと読む)
トレイ供給装置及び部品実装装置
【課題】トレイの交換に伴うタクトロスが少ないトレイ供給装置及び部品実装装置を提供することを目的とする。
【解決手段】入口部31aから送り込まれたトレイTRが水平方向にスライド移動し、第1トレイ供給位置PR1及び第2トレイ供給位置PR2を経て出口部31bから送り出されるようにトレイTRを案内するトレイ案内路31、トレイ案内路31の下方に配置されてトレイTRの搬送を行うトレイ搬送コンベア22、トレイ搬送コンベア22により搬送されたトレイTRをトレイ案内路31の入口部31aまで上昇昇移動させるトレイ上昇移動シリンダ32、トレイTRを入口部31aからトレイ案内路31内に送り込んでトレイ供給位置に位置させた後に出口部31bから送り出すトレイ送り機構34及びトレイ送り機構34によって出口部31bから送り出されたトレイTRをトレイ搬送コンベア22まで下降移動させるトレイ下降移動シリンダ33を備える。
(もっと読む)
部品配置装置
【課題】軸棒あるいは軸棒を支持している直動軸受を簡単にかつ短時間で交換することができる部品配置装置を提供すること。
【解決手段】枠体11、枠体11に並列支持された、配置対象の部品を一時的に保持する手段に接続された軸棒12と軸棒を昇降可能に支持する筒体13とから構成される直動軸受14aおよび直動軸受の筒体の周囲に装着した回転軸受15を含む軸棒昇降回転手段16の複数個、および枠体に支持された、上記軸棒昇降回転手段のそれぞれに第一の動力伝達手段17を介して接続された回転伝達手段18とを含む軸棒昇降回転機構19、そして軸棒昇降回転機構の回転伝達手段に第二の動力伝達手段42を介して着脱可能に係合された回転駆動手段および上記軸棒昇降回転機構の軸棒の上端部に接触配置された昇降駆動手段44を備えた基台41を含み、上記軸棒昇降回転機構19の枠体11が上記基台41に着脱可能に固定支持されている部品配置装置。
(もっと読む)
電界放出ディスプレー用のスペーサー自動実装システム及びスペーサー自動実装方法
【課題】アスペクト比が大きく且つ多数のスペーサーをパネルに実装する電界放出ディスプレー用のスペーサー自動実装システム及びその方法を提供する。
【解決手段】複数個のスペーサーを水平整列パレット21に整列する水平整列機20と、姿勢変換パレットが水平整列パレット21と向かい合った状態で水平整列パレット21を結合し、180度回転する反転機30と、複数個の案内孔51を備えた挿入ガイド50の下側に設けられ、接着剤の塗布されたパネルが置かれる作業台と、反転機30を挿入ガイド50の上側に移動させて前記複数個のスペーサーを複数個の案内孔51に挿入させる第1ローダー60と、案内孔51に挿入された前記スペーサーを前記パネルに加圧する複数個の加圧ピンを備えた加圧チャック80と、前記加圧ピンを案内孔51に挿入させる第2ローダー70と、反転機30、第1ローダー60及び第2ローダー70を制御する制御機90と、を含む。
(もっと読む)
対基板作業機
【課題】 実用性の高い対基板作業機を提供する。
【解決手段】 ヘッドHと、ヘッド保持装置24と、ヘッド保持装置を移動させる移動装置26を備えた対基板作業機10において、ヘッドとして、作業ヘッドのみならず撮像ヘッド等の検知ヘッドをもストッカ52に配置し、ヘッド保持装置が保持部においてそれらのヘッドの1つを選択的に保持可能とする。端的に言えば、検知ヘッドが作業ヘッドと自動的に交換されるように構成する。検知ヘッドが、作業ヘッドと同じ位置においてヘッド保持装置に装着可能とされていることで、移動装置によるヘッド保持装置の可動範囲を余分に大きくしなくても、作業ヘッドによる作業のエリアにおいて検知ヘッドを移動させることができ、コンパクトな対基板作業機が実現される。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】生産対象の品種の特性に応じて多様な実装作業形態を適宜選択することが可能なフレキシブルで生産効率にすぐれた電子部品実装システムおよび電子部品実装方法を提供することを目的とする。
【解決手段】第1実装レーンL1、第2実装レーンL2を備えた複数の電子部品搭載装置M2〜電子部品搭載装置M5*を連結した構成の電子部品実装システムにおいて、一の作業動作機構によってこの作業動作機構に対応した基板搬送機構の基板のみを対象として作業動作を実行させる第1の作業モードと、一の作業動作機構によって複数の基板搬送機構の複数の基板のいずれをも対象として作業動作を実行可能な第2の作業モードとの2つの作業モードのうちいずれかを選択的に実行可能な構成とし、トレイフィーダ30が装着された2基の電子部品搭載装置M5*のみを第2の作業モードとする。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】生産対象の品種の特性に応じて多様な実装作業形態を適宜選択することが可能なフレキシブルで生産効率にすぐれた電子部品実装システムおよび電子部品実装方法を提供することを目的とする。
【解決手段】第1実装レーンL1、第2実装レーンL2を備えた複数の検査・塗布装置M1、電子部品搭載装置M2〜電子部品搭載装置M4を連結した構成の電子部品実装システムにおいて、一の作業動作機構によってこの作業動作機構に対応した基板搬送機構の基板のみを対象として作業動作を実行させる第1の作業モードと、一の作業動作機構によって複数の基板搬送機構の複数の基板のいずれをも対象として作業動作を実行可能な第2の作業モードとの2つの作業モードのうちいずれかを選択的に実行可能な構成とし、検査ヘッド15,塗布ヘッド16を備えた検査・塗布装置M1のみを第2の作業モードとする。
(もっと読む)
電子部品実装システムおよび電子部品実装方法
【課題】生産対象の品種の特性に応じて多様な実装作業形態を適宜選択することが可能なフレキシブルで生産効率にすぐれた電子部品実装システムおよび電子部品実装方法を提供することを目的とする。
【解決手段】第1実装レーンL1、第2実装レーンL2を備えた複数の電子部品搭載装置M2〜電子部品搭載装置M5*を連結した構成の電子部品実装システムにおいて、一の作業動作機構によってこの作業動作機構に対応した基板搬送機構の基板のみを対象として作業動作を実行させる第1の作業モードと、一の作業動作機構によって複数の基板搬送機構の複数の基板のいずれをも対象として作業動作を実行可能な第2の作業モードとの2つの作業モードのうちいずれかを選択的に実行可能な構成とし、トレイフィーダ30が装着された電子部品搭載装置M5*のみを第2の作業モードとする。
(もっと読む)
電子回路部品装着方法,電子回路部品装着機および立体被装着体保持治具
【課題】立体被装着体への電子回路部品の装着を行うために改善された電子回路部品装着方法,電子回路部品装着機および立体被装着体保持治具を提供する。
【解決手段】立体基板保持治具160の第二部分182を第一部分180に対して上昇させ、立体基板支持体186をパレット184から持ち上げ、立体基板140を支持させてパレット184から浮き上がらせた状態で駆動装置334により水平軸線まわりに回動させる。カム270,272のカム面の当接面296への当接により、立体基板140の上面142に対して傾斜した側面が順次、水平に位置決めされ、平板状の回路基板と同様に吸着ノズルの水平方向移動,昇降により電子回路部品が装着される。立体基板支持体186を回動装置336によって鉛直軸線まわりに回動させることにより水平軸線の向きを変え、立体基板140を別の水平軸線まわりに回動させ、別の側面を水平とし、電子回路部品を装着させる。
(もっと読む)
電子部品整列装置、電子部品包装体及び電子部品実装基板
【課題】本発明は電子部品整列装置、電子部品包装体及び電子部品実装基板に関する。
【解決手段】本発明の電子部品整列装置は、内部導体が形成される誘電体シートが積層されて形成される電子部品が提供されるトレイと、上記トレイから移動された上記電子部品を連続的に移送させる移送部と、上記移送部で移送される上記電子部品に磁場を提供し、上記内部導体を上記磁場との磁気抵抗が減る方向に整列させる磁場提供部と、を含むことができる。
(もっと読む)
基板前処理装置
【課題】基板の前処理をより効率的に行うことができる基板前処理装置を提供する。
【解決手段】基板前処理装置10は、1種類以上の基板100を、基板種類ごとに積層した状態で収容する収容部12と、収容部12から基板100を取り出してレール31上に搬送する搬送ヘッド20と、レール31上に搬送された基板100にマーキングを施すマーカーヘッド26と、を備える。制御部は、搬送ヘッド20での基板100のY方向搬送量およびマーカーヘッド26のX方向移動量を制御することで、基板100に対するマーカーヘッド26の位置を制御する。
(もっと読む)
マウント装置
【課題】装置の稼働率をより向上でき得るマウント装置を提供する。
【解決手段】基板上に電子部品をマウントするマウント部は、電子部品を保持して搬送するマウントヘッドと、電子部品を一列に並べて保持するキャリアテープを順次、送り出すテープ送出機構と、キャリアテープの交換に要する時間に必要な数の電子部品が貯留されるバッファ部と、を備える。制御部は、マウントヘッドに対し、キャリアテープから電子部品が全て取り出されてからテープ交換が完了するまでの間は、バッファ部からの電子部品の取り出しを、その他の間は前記キャリアテープからの電子部品取り出しを、指示する。
(もっと読む)
基板収容装置
【課題】先に追加された基板または基板保持部材ほど、先に取り出される基板収容装置を提供する。
【解決手段】1以上の基板100を積層した状態で収容する基板収容機構は、積層された基板100を下方から支える支持台17を備える。この支持台17は、下方から供給される基板100aにより上方向に押圧されることで、当該供給される基板100aの通過を許容する退避位置に移動する。また、この基板100aによる押圧が解除されると、支持台17は、バネの付勢力により積層された基板100bを支える支持位置に移動する。
(もっと読む)
実装モード決定方法及び部品実装システム
【課題】スループットと前後搬送路の生産数の均一化とを高いレベルで両立させる。
【解決手段】実装モード決定方法であって、非同期搬送独立実装モード、非同期搬送交互実装モードおよび同期搬送乗り入れ実装モードの何れかの実装モードを各部品実装装置の実装モードとして仮設定して各部品実装装置の前後レーン(搬送路)の実装サイクルタイム及び部品実装装置全体としてのスループットを演算するシミュレーション工程と、このシミュレーション工程で求められる前記スループット及び実装モードの組合せに基づき各部品実装装置の実装モードを決定する実装モード決定工程と、を含む。シミュレーション工程では、所定の初期モードで前記実装サイクルタイム及びスループットを演算し、前後レーンの実装サイクルタイムの時間差が所定値以上の場合には一乃至複数の部品実装装置の実装モードを変更して前後レーンの実装サイクルタイム及びスループットを再演算する。
(もっと読む)
対回路基板作業機群に対する作業者作業の計画作成方法
【課題】着脱可能な複数のフィーダ58を備えた部品供給装置24から、装着装置26が電子回路部品を受け取り、基板保持装置22に保持された回路基板に装着する電子回路部品装着機を、複数台含む電子回路部品装着シムテムにおけるフィーダ交換作業が集中することを回避し得る交換作業計画を作成する方法を提供する。
【解決手段】設定枚数の回路基板に対する装着作業を1作業単位とし、各フィーダ58の実初期部品数Nmを、1作業単位に装着される単位装着部品数nmで割った商より小さい素数をフィーダ58の数だけ取得する。取得した素数群に同じ値の素数が含まれている場合には、それらの1つを残し、他の素数は1段階あるいはそれ以上小さい素数に変更して、2つ以上同じ素数を含まない素数群を取得する。その素数群の各素数に対応する作業単位の次の作業単位の開始より前に各素数に対応するフィーダ58の交換が行われる計画を作成する。
(もっと読む)
部品装着システム、部品装着設定装置、部品装着設定プログラム、及び部品装着方法
【課題】部品装着システム等に係わり、高頻度に生産計画が見直される場合においても、段取作業量が少なく、結果として基板生産量を多くすることができる技術を提供する。
【解決手段】本部品装着システムの部品装着設定処理を行う設定装置3は、部品使用可能性指標(b)を算出する手段(301)、各部品装着装置1の部品供給手段13の領域の生産計画変更対応用エリア(A2)の広さを可変に設定する手段(302)、b値が大きい部品をA2に配置する手段(303)、基板の生産時間が許容値を超えるか否かを比較判定する手段(307)等を有し、b値のデータ(D34)、A2のデータ(D35)等を管理し、上記構成により、上記生産時間の悪化が許容範囲内においてA2へ部品を配置するように生産条件を更新し当該情報を出力する。
(もっと読む)
部品実装装置および部品実装方法
【課題】装置を小型にでき、製造工程を短縮できる部品実装装置および部品実装方法を提供する。
【解決手段】部品実装装置10および部品実装方法は、電子部品1が保持される部品供給部11と、部品供給部11に対して上方から進退可能に設けられ、電子部品1におけるバンプが設けられた面に吸着することにより電子部品1がピックアップされるピックアップ工程を行うピックアップヘッド12と、ピックアップヘッド12と協働して電子部品1を挟持しながら電子部品1におけるバンプが設けられていない面に吸着してから、電子部品1に対するピックアップヘッド12の吸着が解除されることにより、電子部品1を受け渡される受渡工程を行うボンディングヘッド13と、を備え、ピックアップ工程において、各バンプの高さ寸法を揃えるレベリング工程を行う。
(もっと読む)
電子部品装着装置及び電子部品装着方法、電子部品装着装置のユニット並びに使用履歴情報処理システム
【課題】
本発明は、電子部品装着装置のユニットの保守に必要な使用履歴情報を確実にトレースできるユニットを、又はユニットに使用履歴情報を付与または電子部品装着装置のユニットからの使用履歴情報に基づいて電子部品を基板に装着する電子部品装着装置または電子部品装着方法を提供することである。
【解決手段】
本発明は、電子部品を取出し前記基板に装着する電子部品装着装置または電子部品装着方法において、電子部品装着装置を構成する或いは装着または接続されるユニットの不揮発性記録媒体に内蔵された使用履歴や保守履歴を有する使用履歴情報を取り込み、装着作業に伴い前記使用履歴情報の一部または全部を更新し、前記装着作業終了後、更新された前記使用履歴情報を前記ユニットに送り込むことを特徴とする。
(もっと読む)
21 - 40 / 229
[ Back to top ]