
Fターム[5E313EE50]の内容
電気部品の供給、取付け (45,778) | 部品の取付け (11,906) | その他特定の取付技術 (378)
Fターム[5E313EE50]に分類される特許
201 - 220 / 378
部品の実装方法および表面実装機
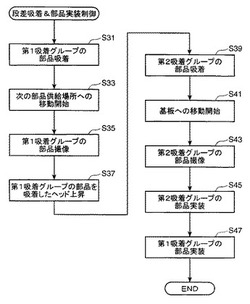
【課題】複数の吸着ヘッドに吸着された部品どうしの干渉を防止しつつ基板の生産効率を効果的に向上させる。
【解決手段】吸着部品どうしの干渉が起きるおそれがある場合に、次のような制御動作を実行する。まず、先行して吸着されるべき所定数の部品からなる第1吸着グループの部品Cを所定の吸着ヘッド20により吸着し、その後、部品供給部4内の次の供給場所へと上記ヘッドユニット6が移動する間に、スキャンユニット8により上記第1吸着グループの部品Cを撮像する。そして、次に吸着されるべき第2吸着グループの部品Cを、上記所定の吸着ヘッド20よりも相対的に下側にオフセットした他の吸着ヘッド20により吸着してこれを上記スキャンユニット8により撮像する。最後に、上記スキャンユニット8により撮像された部品Cの吸着状態を考慮しながら、基板3上の各実装ポイントに上記部品Cを実装する。
(もっと読む)
リニアモータ及び部品移載装置

【課題】ベースプレートに設けられた固定子と、可動部に設けられた可動子を幅方向で対向させながら両者で発生する磁束の相互作用により可動部を移動方向に移動させるリニアモータおよび該リニアモータを用いる部品移載装置において、幅方向および移動方向の両方に直交する厚み方向へのリニアモータの薄型化を図る。
【解決手段】可動子(ヨーク5+永久磁石6)、電機子(固定子)3およびリターンスプリング(付勢部材)15が幅方向Yに配置されている。このため、可動子と固定子の配置方向から外れた位置に付勢部材(コイルばね)を配置したリニアモータと比べ、リニアモータLMの薄型化が可能となっている。また、リターンスプリング15の厚み方向Xの高さHsがモータ本体の高さHmよりも低くなるように設定しているので、リターンスプリング15によりリニアモータLMが厚肉化するのを防止することができる。
(もっと読む)
電子部品装着ヘッド及び電子部品装着装置
【課題】モータ等の並行動作を最大にしてスループットを上げ、並行動作中に発生する接触や干渉を低減して信頼性の高い電子部品装着装置を提供する。
【解決手段】電子部品を吸着してプリント基板上に装着する複数の吸着ノズル115と、前記複数の吸着ノズル115から所定の吸着ノズル115を選択するノズル選択部材301と、前記所定の吸着ノズル115を昇降させる昇降装置101とを備えた電子部品装着ヘッド9において、前記ノズル選択部材301は、ばね112により一方向に付勢された前記吸着ノズル115を、前記一方向とは反対の方向に引き付ける永久磁石と、電流を付与することにより、前記永久磁石の磁力を中和させる励磁コイルとを備えたことを特徴とする。
(もっと読む)
表面実装機
【課題】ヘッドユニットに取り付けられたスキャンユニットによる部品認識動作をより簡単な構成で適切に制御することにより、基板の生産効率を簡単かつ効果的に向上させる。
【解決手段】本発明にかかる表面実装機1は、ヘッドユニット6に備わる複数の吸着ヘッド20に吸着された部品Cを撮像するための手段として、上記ヘッドユニット6に対し相対移動可能なスキャンユニット8を備える。このスキャンユニット8の動作を制御する制御ユニット50は、上記部品供給部4内の所定の供給場所から部品Cが吸着された後、次の供給場所へと移動する上記ヘッドユニット6の移動所要時間Tpが、上記スキャンユニット8が全ての吸着ヘッド20の設置部に亘って移動するのに要する時間Ts以上という条件が成立した場合に、上記スキャンユニット8による部品認識動作を上記ヘッドユニット6の移動中に実行させる。
(もっと読む)
表面実装機
【課題】ヘッドユニットに取り付けられたスキャン式の撮像手段による部品認識動作を、これとは別の固定式の撮像手段による部品認識動作との関係から設定された適切なタイミングで行うことにより、基板の生産効率を効果的に向上させる。
【解決手段】本発明にかかる表面実装機1は、ヘッドユニット6に備わる複数の吸着ヘッド20に吸着された部品Cを撮像するための手段として、上記ヘッドユニット6に対し相対移動可能なスキャンカメラユニット8と、これとは別の固定式の固定カメラ24とを備える。これら各撮像手段の動作を制御する制御ユニット50は、上記固定カメラ24の撮像に前後した2つの作業区間Z1,Z2のうち、ヘッドユニット6の移動距離もしくは移動時間の長い方の作業区間の間に、上記スキャンカメラユニット8に部品の撮像を行わせる。
(もっと読む)
真空吸着ノズル
【課題】先端に吸着物を真空吸着して移送する際に確実に吸着物の滑りや落下がなく、その移送先で吸着面から吸着物を離脱する時間を短縮することができる、移送効率のよい真空吸着ノズルを提供する。
【解決手段】先端に吸着物を真空吸着する吸着面2がセラミックスからなり、吸着面2に吸引孔3を備えた真空吸着ノズルであって、吸着面2の平坦面8に吸着面2の外周から吸引孔3に向かって空気が流れる平均深さが0.5〜30μmの複数の流路7を有している真空吸着ノズルである。吸着物が小型であっても真空吸着ノズルの吸着面2が確実に吸着物を滑りや落下がなく保持でき、その移送先で吸着面2から吸着物を離脱するときには吸着面2に流路7を有しており空気が流通するようになっているので、吸着物が吸着面2に張り付くこともなく、短時間で吸着物の離脱を行なうことができる。
(もっと読む)
部品実装装置
【課題】基板に部品を実装する際の生産性を向上させ、一部の障害により生産ライン全体が停止することをなくし、部品再実装の際の生産管理を簡単にする。
【解決手段】部品採取ヘッド43a,43bは、部品供給装置45a,45bから部品を採取して、2台の基板搬送装置10a,10bによりそれぞれ搬入した基板Sa,Sbに実装する。部品移載装置は2台の基板搬送装置により搬入された2枚の基板に対して同時にまたは代わる代わる部品を実装する。部品採取ヘッドが2つの場合は、一方の基板が搬送中であるときまたはその一方の基板を搬送する基板搬送装置が幅を変更中であるときは、一方の基板に部品を実装する部品採取ヘッドは、他方の部品採取ヘッドに加担して、他方の基板に対する部品の実装を行う。何れか一方の基板搬送装置は、バイパスコンベアまたはリターンコンベアとして使用してもよい。
(もっと読む)
電子部品装着装置
【課題】装置のメンテナンスなどの際に各ビームに設けられた装着ヘッドが衝突するのを防止すること。
【解決手段】作業者がビーム4A、4Bや装着ヘッド6を手押し操作したかを装置制御部12が確認し、手押し操作が発生したと判断したらX方向のクリアランスがあるかを両装着ヘッド6のX方向リニアモータに対応する位置検出器19の内容に基づき確認する。X方向のクリアランスがあると判断した場合にはY方向の接近監視値を「Y−LIMIT(1)」に設定し、X方向のクリアランスがないと判断した場合には同じく「Y−LIMIT(2)」に設定する。この設定後に、Y方向のクリアランスがあるかを両ビーム4A、4BのY方向リニアモータに対応する位置検出器19の内容に基づき確認し、X方向のクリアランスはあるがY方向のクリアランスがなくなると、ダイナミックブレーキ回路17が作動し、異常報知をするように装置制御部12が制御する。
(もっと読む)
部品保持装置及び部品配置装置
【課題】複雑な機構や構造を用いることなく、部品を非接触で位置決め保持する。
【解決手段】超音波振動を発生する保持面が水平方向に対向配置される、少なくとも2つの超音波振動子203を設け、該超音波振動子203の保持面の間で、部品118を超音波振動により非接触で挟持する。この部品保持装置を、部品ホルダ200内に積層された部品118を分離するための部品セパレータの出口や、部品118を移載するためのヘッド113のチャック機構に配設することができる。
(もっと読む)
実装装置および実装方法
【課題】ノズルストッカにおけるノズルの配置に関わらず特定のノズルを実装ヘッドに装着することができる実装装置および実装方法を提供する。
【解決手段】固有の二次元コード30、32が設けられたノズルを収納するノズルストッカと、二次元コード30、32からノズル情報を取得するノズル情報取得手段と、ノズルストッカに収納された複数のノズルの配置情報とノズル情報を関連付けて記憶する記憶手段、を備え、ノズル情報と配置情報に基づいて複数のノズルの中から選択した特定のノズル情報を有するノズルを実装ヘッドに装着するようにした。
(もっと読む)
ノズル
【課題】実装ヘッドに装着することなく識別が可能なノズルを提供する。
【解決手段】実装ヘッド7に対して装着および離脱可能なノズル3であって、実装ヘッド7に取り付けられる取付部3aと、部品を吸着して保持する吸着部3bと、取付部3aと吸着部3bの間に設けられて吸着部3b側に反射面が設けられたフランジ部3cを備え、フランジ部3cの取付部3a側に、光によって識別される二次元コード30、32を刻印加工するとともに二次元コード30、32を囲繞する領域を平滑加工した。
(もっと読む)
チップマウンター
【課題】プリント基板上にホコリ等の異物の堆積を抑制し、半田付け不良が発生しないチップマウンターを提供する。
【解決手段】本発明のチップマウンターは、電子部品を電子部品供給装置からピックアップしプリント基板の部品積載面にもたらして載置するマニピュレーターを有する。このマニピュレーターの上方または側方にベッドが配置され、ベッドにプリント基板が垂直または下向きに装着される。
(もっと読む)
部品実装条件決定方法、部品実装装置及びプログラム
【課題】一部の部品実装装置のタクトがボトルネックとなっている場合においても、部品実装ラインのスループットを向上させることができる部品実装条件決定方法等を提供する。
【解決手段】基板120に部品を実装する部品実装装置による実装条件を決定する方法であって、部品実装装置のタクト及び部品実装の品質に影響を与える複数の実装条件について、実装条件ごとに予め定められた最低の品質を維持できる境界を示す品質境界値を超えない範囲で、タクトが小さくなるように、実装条件を順次変更していく実装条件変更ステップ(S1001〜S1011)を含む。
(もっと読む)
部品実装装置及び方法
【課題】基板の縁部に部品を実装する部品実装において、装置全長を短縮化することができ、各工程間の基板の受け渡しに要する時間を短縮化して、生産性を向上させる。
【解決手段】部品実装装置において、第1及び第2の基板保持ステージと、第1の基板保持ステージに保持された基板の縁部に接合部材を配置する接合部材配置ヘッドと、第2の基板保持ステージに保持された基板に接合部材を介して部品を配置する部品配置ヘッドと、基板を第1の基板保持ステージに移載する第1の基板移載装置と、基板を第1の基板保持ステージから第2の基板保持ステージに移載する第2の基板移載装置と、少なくとも第1及び第2の基板移載ステージを支持する共通する1つのリニア移動軸を有し、リニア移動軸沿いに第1及び第2の基板移載ステージを互いに独立して移動させるリニア移動装置とを備える。
(もっと読む)
電子部品装着方法及び電子部品装着装置
【課題】吸着姿勢異常と判定するための基準値を可変として、現実に極力即した吸着姿勢検出が行えるようにする電子部品装着方法及び電子部品装着装置を提供する。
【解決手段】ラインセンサ25により計測された所定電子部品に対する計測値が姿勢異常レベルを超えない場合にはその計測値をRAM22に格納し、この保存された計測値が所定数になったときにこれらの計測値の平均をCPU20が算出し、この算出された平均値から当該電子部品の標準厚さを引き算してその差をCPU20が算出して厚み教示結果とし、吸着ノズル13に吸着保持された電子部品の吸着姿勢が正常か否かの判定に際してラインセンサ25による計測値が姿勢異常レベルと厚み教示結果との和を超えたか否かでCPU20が判定する。
(もっと読む)
電子部品実装装置及び実装方法
【課題】狭ピッチのバンプを有するハイエンド電子部品を実装可能な電子部品の実装方法及び実装装置を提供する。
【解決手段】ヘッドツール3の吸着ノズル11により吸着保持された電子部品1の各半田バンプ1bと回路基板4の各半田部2の当接を検出した後、各半田バンプ1b及び各半田部2を加熱により溶融させ、ヘッドツール3の吸着ノズル11による電子部品1への吸着保持の解除のタイミングを、半田の溶融中に解除するのではなく、半田が溶融後冷却されて固化した後に解除を行う。
(もっと読む)
電子部品装着装置
【課題】収納テープ同士の連結部分での電子部品の吸着動作を安定化して、吸着動作を確実なものとし、生産性の向上が図る電子部品装着装置を提供する。
【解決手段】古い収納テープに新しい収納テープを連結した後、運転が再開して電子部品装着装置本体のCPUからのテープ送り指令信号があり、継ぎ目が継ぎ目検出装置により検出したとCPUが判断すると、継ぎ目部の吸着位置への到達がチェックされる。そして、電子部品の吸着位置に継ぎ目部が到達しているか否かがCPUにより判断され、CPUは継ぎ目部で収納テープの空送りが行われるように制御する。
(もっと読む)
基板構造、及び電子部品実装方法
【課題】円柱形状に形成される複層に電子部品搭載可能な基板構造、及び電子部品実装方法の提供。
【解決手段】電子部品15を実装する基板13の基板構造において、基板13の一面にハンダを塗布してハンダ塗布面14を形成し、ハンダ塗布面14に、電子部品15を配設し、基板13の一端を中心にしてロール状に巻き取られ、加熱されて基板上に電子部品15がハンダ付けされることで、基板13に電子部品15が配設されロール状に形成されたロール状基板10を得ることが可能となる。
(もっと読む)
自動装着機および構成素子をハンドリングするための方法
【課題】本発明の課題は、基板への構成素子の同時の搭載時のより高いフレキシビリティによって優れている自動装着機を提供する。
【解決手段】装着ヘッド6が設けられており、該装着ヘッドが、基体21を備えており、該基体が、基板レベルEに対して垂直に向けられた回動軸線Dを中心として回動可能に支承されており、少なくとも2つのハンドリング装置22を備えており、該ハンドリング装置が、基体に配置されていて、それぞれ構成素子を保持するための保持手段23を有しており、位置決め装置が設けられており、該位置決め装置によって、装着ヘッドが、基板レベルに対して平行に走行可能であり、ハンドリング装置の少なくとも1つが、旋回軸線Sを有しており、これによって、該旋回軸線を中心とした回動により、保持手段の相対的な間隔dが可変であるようにした。
(もっと読む)
電子部品の実装装置及び実装方法
【課題】この発明はキヤリアテープから電子部品を精度よく打ち抜いて基板に実装するための実装装置を提供することにある。
【解決手段】供給リール15から繰り出されたキヤリアテープ1を送る駆動スプロケット19と、金型装置28によって電子部品が打ち抜かれたキヤリアテープを巻き取る巻き取りリール26と、インデックステーブルの周方向に所定間隔で設けられ電子部品が受け渡されてインデックステーブルの回転により所定の位置に位置決めされたときに電子部品を基板に実装する複数の実装ヘッドと、電子部品が基板に実装される前に実装ヘッドに保持された電子部品のキヤリアテープの送り方向に位置する一端部の位置合わせマーク及び一端部の端面の切断線を撮像する第1の撮像カメラと、第1の撮像カメラの撮像信号によって位置合わせマークから切断線までの距離を算出し、その距離に応じて駆動スプロケットによるキヤリアテープの送り量を制御する制御装置を具備する。
(もっと読む)
201 - 220 / 378
[ Back to top ]