
Fターム[5E313EE50]の内容
電気部品の供給、取付け (45,778) | 部品の取付け (11,906) | その他特定の取付技術 (378)
Fターム[5E313EE50]に分類される特許
121 - 140 / 378
部品実装装置および部品実装方法

【課題】4基の基板搬送コンベアと2つの実装ヘッドとを備えた構成の部品実装装置において部品実装作業量の異なる2種類の基板を同時並行的に実装対象とする場合の生産性を向上させることができる部品実装装置および部品実装方法を提供することを目的とする。
【解決手段】1対の第1基板7A、第2基板7Bを対象とする部品実装過程を、部品実装作業量の小さい第1基板7Aを内側の第2搬送レーンL2に搬入して部品実装動作を実行する第1実装工程と、外側の第1搬送レーンL1に搬入された部品実装作業量の大きい第2基板7Bおよび第1基板7Aの双方を対象として部品実装動作を実行する第2実装工程と、第1基板7Aを対象とする部品実装動作が完了した後に第2基板7Bのみを対象として部品実装動作を実行する第3部品実装工程とで構成する。
(もっと読む)
電子部品の装着方法

【課題】全体として同一特性となる電子部品を供給する部品供給ユニット群のグループを複数作成して、一のグループに属する部品供給ユニットの部品切れが生じると、他の異なるグループに切替えて基板の生産を続行すること。
【解決手段】グループ番号が設定されたグループ「G1」内の「F101」、「F103」、「F201」の部品供給ユニット3Bの部品残数が使用する部品数以上あるか否かを判定し、「F201」の部品残数が使用する部品数以上ない場合には、グループ番号を「G2」に設定し、この「G2」は最大グループ数より大きいか否かを判定する。そして、まだグループ数がある場合に、グループ「G2」内の部品供給ユニット3Bの残数が使用する部品数以上あるか否かを判定し、ある場合には有効グループ番号を「G2」に設定し、「G2」の装着ステップ001に係る部品供給ユニット3Bの配置番号を取得し、このユニット3Bから電子部品を取出す。
(もっと読む)
集積回路ユニットと係合する組立体及び方法
ピッカー組立体は、選択的に変更できる間隔をあけて配置される関係にある複数のピッカーと、同軸上にあると共に変更できる厚さを有する複数のカムプレートを有するシャフトと、前記ピッカーと係合すると共に前記ピッカー間の隙間間隔内に位置付けられる前記カムプレートとを有し、間隔を選択的に変更できることは、前記カムプレートの厚さ変動によってそれぞれのピッカーを前記シャフトに平行な軸に沿って移動するようにした前記シャフトの回転によって与えられる。 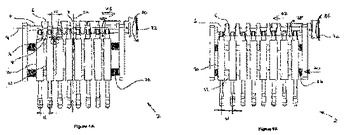 (もっと読む)
(もっと読む)
電子部品の実装方法及び電子部品の実装機
【課題】作業領域が重なり合う複数のヘッドユニットを効率よく稼動し、高い稼働率を維持すること。
【解決手段】プリント基板P上を移動するヘッドユニット22A、22Bの稼動範囲R(x)をヘッドユニット22A、22B毎に割り当てる。割り当てられた稼動範囲R(x)の座標毎に、ヘッドユニット同士の干渉の生じ得る高さを干渉度として重み付けする。ヘッドユニット同士で干渉が生じ得る座標での搭載作業においては、搭載順位に基づいて、何れか一のヘッドユニット22A、22Bを干渉度の最も高い座標で搭載作業させるとともに、他のヘッドユニット22A、22Bは、一のヘッドユニット22A、22Bとの干渉を回避可能な範囲内で搭載作業をさせる。その際、搭載順位は、最も干渉度の高い領域で搭載作業することのできる優先順位が各ヘッドユニット22A、22Bに交替で付与される。
(もっと読む)
電子部品実装装置
【課題】電子部品の検査にかかるサイクルタイムを短縮し、検査の精度を高めること。
【解決手段】電子部品実装装置100の制御部14により、基板Bに電子部品Pを実装する前に、電子部品実装前の基板の画像を取得し、基板保持部3の基準位置に対する各電子部品の基準実装位置を算出する。そして、制御部14は、算出された基板保持部3の基準位置に対する各電子部品Pの基準実装位置を記憶部14dに記憶する。
(もっと読む)
直動装置及び部品実装機
【課題】駆動機構の作動により熱が発生しても位置決め精度を高レベルに維持することができる直動装置及び部品実装機を提供することを目的とする。
【解決手段】平行に延びて設けられた一対のレール21aを有するビーム状のY軸テーブル21と、Y軸テーブル21に設けられた一対のレール21aと係合した一対の摺動部22aを備え、一対の摺動部22aがY軸テーブル21に設けられた一対のレール21aに沿って摺動するように駆動されてY軸テーブル21の延びる方向に直線移動する移動テーブル22から成り、移動テーブル22は一対のレール21aが対向する方向にスライド自在に設けられた介装部材32を有し、移動テーブル22が備える一対の摺動部22aのうちの一方が介装部材32に取り付けられている。
(もっと読む)
電子回路部品装着方法および電子回路部品装着機
【課題】より実用性の高い電子回路部品装着方法および電子回路部品装着機を得る。
【解決手段】マルチノズルヘッドの3個以上の吸着ノズルがそれぞれ電子回路部品を吸着した後(S1)、基板保持装置へ移動させられる途中に部品撮像システムにより撮像される(S2)。3個以上の吸着ノズルの全部が電子回路部品を保持しているが、保持状態が不安定な部品があれば、再度、撮像し(S3,S5,S7)、落下していれば、その旨を報知し、電子回路部品装着機を停止させる(S9)。不安定部品が落下していなければ収容箱に収容し、その後、さらに吸着ノズルを撮像し(S10,S11)、電子回路部品の落下がなければ回路基板に装着し(S6)、落下があれば、報知し、電子回路部品装着機を停止させる(S13)。不安定部品の解放前の落下の有無の検出により、電子回路部品が回路基板上に落下したままとされて不良基板が発生する可能性が低減される。
(もっと読む)
部品実装装置及び部品実装方法
【課題】搭載ヘッドの可動範囲よりも大きいサイズを有する回路基板上に、電子部品を適正に搭載することができる部品実装装置及び部品実装方法を提供する。
【解決手段】部品実装装置1は、X方向の長さがヘッド可動範囲より長い回路基板5をX方向にずれた2箇所でクランプして停止させ、各停止位置で電子部品20を搭載する。このとき、一方の停止位置のみで搭載可能な部品は、その停止位置で装着し、両方の停止位置で搭載可能な部品は、装着優先度が高い場合(背が低い部品、下に搭載する部品)は1回目の停止位置、装着優先度が低い場合(背が高い部品、上に搭載する部品)は2回目の停止位置で装着する。
(もっと読む)
電子部品実装方法および電子部品実装装置
【課題】半田バンプの押し潰し距離を設定された距離の範囲内に維持する。
【解決手段】搭載ヘッド6と共に加圧ブロック5を下降させて半田バンプ30が基板14に当接するタイミングを検知し、押し潰し距離Lsだけ搭載ヘッドのみ6を下降させてメカニカルストッパ9と加圧ブロック6の間に押し潰し距離Lsに相当する間隙を形成させ、搭載ヘッド6を停止させて位置センサ10の読みをレジスタR1に記憶する。搭載ヘッド6を停止させたまま加圧ブロック5を下降させて電子部品3を基板14に向けて押し込む間、位置センサ10の読みの現在値Lを逐次求め、この現在値LがRAM17のレジスタR1に記憶された読みの現在値を上回ることがないように搭載ヘッド移動機構13を搭載ヘッド6が上昇する方向に駆動制御することで、加圧ブロック5や電子部品把持加熱手段4の熱膨張に伴って生じる押し潰し距離のオーバートラベルに対処する。
(もっと読む)
電子部品の装着方法
【課題】一方の装着ヘッドと他方の装着ヘッドとの干渉を回避しつつ、プリント基板の生産効率の向上を図ること。
【解決手段】両装着ヘッド6A、6Bが移動開始前の現在位置から目的位置まで移動する際に、両装着ヘッド6A、6Bの前記現在位置同士及び目的位置同士がY方向における入り込み状態にあり、且つ前記現在位置から目的位置までの間の軌道同士が前記Y方向と直交するX方向において干渉しない場合には、前記目的位置に近い装着ヘッド6Bを備えた一方のビーム4Bの移動が前記目的位置に向けて開始した後に、前記目的位置から遠い装着ヘッド6Aを備えた他方のビーム4Aが前記目的位置に向けて前記一方のビーム4Bより遅い速度で移動する。
(もっと読む)
半導体装置の製造方法
【課題】半導体チップをコレットに吸着・保持して基材上に搭載する半導体装置の製造方法において、加熱・加圧によるマウントを可能としつつ半導体チップの損傷による不具合を抑制する。
【解決手段】半導体チップ20として、その一面側の周縁に位置する角部がテーパ状に面取りされた面取り部22を有するものを用い、コレット100として、半導体チップ20の面取り部22に対向する部位に、面取り部22に対応したテーパ状のテーパ面101を有し、且つ、このテーパ面101に半導体チップ20を吸着するための吸引用の穴103が設けられているものを用い、コレット100のテーパ面101を面取り部22に接触させた状態で吸引用の穴103によって半導体チップ20の吸着を行い、コレット100による半導体チップ20の保持を行うようにした。
(もっと読む)
ACF貼付装置及び貼付方法
【課題】スペースを取らないで確実にセパレータを回収できる信頼性の高いACF貼付装置及び貼付方法を提供する。
【解決手段】搭載部品を表示基板の搭載位置に貼付けるACFとACFを積層し保護するセパレータ11とを具備するACFテープを搭載位置に搬送し、ACFを搭載位置に貼付け、ACFから剥離されたセパレータを回収する際に、セパレータ幅に比して数倍以上の幅を有する巻取りリール270を巻取り部250に装着し、セパレータを巻取りリールに巻取り、その後、巻取りリールを巻取り部からに着脱することを特徴とする。
(もっと読む)
部品吸着ヘッド
【課題】 小型化及び小径化を図ることによって高密度での配設を可能とし、しかも十分な吸着力を発揮することが可能な部品吸着ヘッドを提供する。
【解決手段】 先端に吸着ノズルを有すると共に当該吸着ノズルに連通する吸気通路を有する搬送シャフトと、この搬送シャフトが貫通すると共に当該搬送シャフトを周方向へは回転不能に且つ軸方向へは移動自在に保持すると共に、前記搬送シャフトの吸気通路に連通する吸引孔が設けられた円筒状ハウジングとを備え、前記ハウジングは吸着ノズル側の軸方向端部に回転軸受の装着部となる回転軸部を有し、この回転軸部の吸着ノズル側の先端にはキャップ部材が装着され、このキャップ部材には前記搬送シャフトの外周面に摺接するシール部材が内蔵されている。
(もっと読む)
電気または電子部品を取り扱うための挿入ヘッド
取り上げて保持するべき電気または電子部品(8)の上に吸い込み作用を加えるためのサクションノズル(7)を具備したハンドリング要素(6)と、ハンドリング要素(6)のためのホルダー(4;204)と、ホルダー(4;204)が第一の軸(Z)に沿って平行移動するように動かすための少なくとも1つの駆動装置とを備え、その際ホルダー(4;204)がシリンダーボア(50;250)を具備したシリンダー(5;205)を備え、そのシリンダーボアが第一の軸(Z)と同軸に伸び、その際ハンドリング要素(6)がピストン(60;260)を備え、そのピストンが少なくとも1つの、流体ベアリングとして形成されたラジアルベアリング(68’、69’;268’、269’)を使用してシリンダー(5;205)内に第一の軸(Z)に沿ってスライド可能に支承されており、その際シリンダー(5;205)内に圧力室(9;209)形成され、−その際ピストン(60;260)が圧力室(9;209)内で作用する流体圧力(F;F’;F”)によって軸方向に、ホルダー(4;204)のストッパー(52;252)に対してシリンダー(5;205)から出る方向に予荷重がかかるように圧力がかけられる、電気または電子部品を製造するための挿入ヘッドであって、流体圧力を形成するための流体圧(F;F’;F”)がラジアルベアリング(68’、69’;268’、269’)内に供給された流体によって生じることを特徴としている。 (もっと読む)
基板組立作業装置及び基板組立作業装置における制御方法
【課題】移載ノズルによりバックアップピンの段取り替えを行っている際に、異常停止した状態において、装着ヘッドや搬送シュートが破損することを防止できるようにすること。
【解決手段】バックアップピン15を保持する移載ノズル5Bによりバックアップピン15の段取り替えを行っている際に、異常停止スイッチ41の操作などにより異常停止状態となったときに、前記移載ノズル5Bが前記バックアップピン15を保持している場合には、真空切替バルブ43を切替えて移載ノズル5Bの真空吸着保持動作を解除して、このバックアップピン15を移載ノズル5Bから外す。
(もっと読む)
基板に構成部品を装着する方法
【課題】空運転が生じることなく、容易にかつ大きいハードウェア技術的変化無しに、装着装置および/または生産ラインの装着性能を常に各要求に合わせることができる方法を提供すること
【解決手段】基板の装着に対して必要な生産能力に依存して、少なくとも2つの装着ヘッドおよび当該装着ヘッドに割り当てられている供給装置をそれぞれ動的に、搬送システムの少なくとも2つの搬送コースのうちの1つに割り当てること
(もっと読む)
電子部品装着装置及び電子部品装着方法
【課題】複数の吸着ノズルで同時に電子部品を吸着する装置でも吸着ノズルのノズル詰まりを検出できる電子部品装着装置または電子部品装着方法を提供する。または、装着ヘッドの複雑さを低減でき、吸着ノズルのノズル詰まり検出できる電子部品装着装置を提供する。
【解決手段】複数の吸着ノズルのエア吸引通路が合流する合流部とエア吸引源POとの間の共通エア吸引流路24に吸引流量を測定する流量センサSを設け、流量センサ出力に基づいて吸着ノズルの目詰まり状態を検出する。さらに、前記流量センサが設けられるセンサ流路22と前記センサ流路22に並行して検出手段エア吸引流路23を設け、両流路選択する。
(もっと読む)
真空吸着ノズル
【課題】 実装機の高速化を図り、装着精度を向上させるために濃い色のセラミックスを用いたとしても、カメラ側から光を照射して被吸着物の位置検出を行なうときに、吸着ノズルの先端部(吸着面)からの反射光の画像入力レベルがなお高い(輝度が高い)ので、被吸着物の位置検出が容易にできず、装着精度が劣るという問題があった。
【解決手段】 先端に被吸着物を真空吸着する吸着面2を備えた、吸着面2は、複数の溝を有しており、特定方向の粗さ曲線における、JIS B 0601(2001)に記載の粗さ曲線の最大断面高さRtが0.18μm以上0.4μm以下であり、輪郭曲線要素の平均長さR
smが0.01mm以下以上0.08mm以下である真空吸着ノズル1である。被吸着物の位置ずれや落下がなく、被吸着物を離脱する時間を短縮できるので、装着精度や移送効率のよい真空吸着ノズル1を提供することができる。
(もっと読む)
FPDモジュール実装装置およびその実装方法
【課題】表示パネルに反りや歪み、曲がり等といった変形が生じない状態で、特に、小型パネルのみならず大面積を有する大型パネルの反りや曲がりなどの変形を解消し、正確にIC基板をTAB搭載することができる技術を提供する。
【解決手段】表示パネルの周辺部に沿って複数のIC基板を並べるようにしてTAB搭載するためのFPDモジュール実装装置において、表示パネルが載置されるテーブルと、テーブルの表示パネルとの接触面が略同じ高さにあって、表示パネルの下面を吸着し固定する平坦面を有するパネル吸着手段と、TAB搭載を行う処理辺に対して略平行する該表示パネル上の少なくとも一端部近傍と他端近傍の領域を押圧しながら、平坦面に載置された表示パネルの反りや曲がりで生じた平坦面に対して離隔した部分を、平坦面に接触させるパネル形状矯正手段とを備えるFPDモジュール実装装置。
(もっと読む)
部品実装機、部品実装方法
【課題】タクトタイムの短縮を図ることを目的とする。
【解決手段】(1)第1実装位置P1で第1ヘッドユニット3により部品実装した後に第2実装位置P2にまで搬送して当該第2実装位置P2で第2ヘッドユニット4により部品実装する一連の動作を一枚の基板に行なうシリアル実装モードと、(2)第1ヘッドユニット3による部品実装と第2ヘッドユニット4による部品実装とを第1実装位置P1および第2実装位置P2のいずれか一方でで並行して一枚の基板に行なうパラレル実装モードとを選択的に実行可能となっている。このように、シリアル実装モードとパラレル実装モードとの間で部品の実装モードを適宜切り換えることで、外部装置の稼動状況に応じた適切な実装モードで基板に部品実装を行なうことができるため、タクトタイムの短縮を図ることが可能となる。
(もっと読む)
121 - 140 / 378
[ Back to top ]