
Fターム[5E313FG01]の内容
電気部品の供給、取付け (45,778) | 付属技術、周辺技術 (3,198) | 実装システムの設計 (955)
Fターム[5E313FG01]に分類される特許
101 - 120 / 955
部品実装システム及び部品実装方法
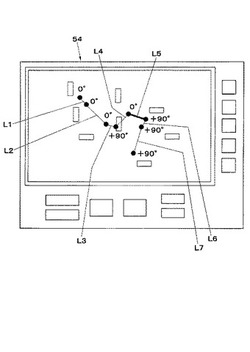
【課題】電極部に対する部品の装着状態の不良に対してオペレータが迅速な対策をとることができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】装着ヘッド34を断続的に移動させることにより、装着ヘッド34が備える複数の吸着ノズルNのそれぞれに吸着させた各部品Bを基板2上の各電極部Dに予め定めた順序で装着させた後、各電極部Dに装着した部品Bを撮像し、得られた画像に基づいて各電極部Dに対する部品Bの装着状態の良否判定を行う。そして、電極部Dに対する装着状態が不良な部品Bがあった場合には、装着ヘッド34上の移動軌跡をディスプレイ54に視覚表示するとともに、その移動軌跡のうち、装着状態が不良な部品Bを電極部Dに装着する直前の装着ヘッド34の移動に相当する部分(L5)を他の部分(L1等)と視覚的に識別できる状態で示す。
(もっと読む)
部品実装装置及び部品実装方法

【課題】部品ひとつ当たりに要する電極部への装着時間を短縮して基板の生産性を向上させることができる部品実装装置及び部品実装方法を提供することを目的とする。
【解決手段】設定した電極部角度仮設定値φ1等に基づいて、吸着ツール63aに吸着させた部品3の角度を電極部角度仮設定値φ1に一致させるとした場合に、減速機69内に存在するバックラッシに起因する駆動軸68aに対する吸着ツール63aの不追従が生じないようにするために駆動軸68aを順方向とは反対の逆方向に回転させるアンチバックラッシ動作を実行する必要があるか否かの判断を行う。そして、アンチバックラッシ動作を実行する必要があると判断した場合には、電極部角度φの検出と並行してアンチバックラッシ動作を行い、電極部角度φの検出を行った後に駆動軸68aを順方向に回転させて吸着ツール63aを目標回転位置に位置決めする。
(もっと読む)
段取り方法、部品実装方法および部品実装システム
【課題】実装機が複数台基板の搬送路に沿って並設される部品実装システムに適した部品供給手段の配置を可能とする段取り技術を提供する。
【解決手段】標準基板データを作成することにより各実装機A〜Cのサイクルタイムを平準化しており、部品実装システムにおいて合理的な部品実装を行うことが可能となっている。また、単独実装部品と同種の部品を収納するフィーダー551bを特定実装機B以外の実装機A、Cに装着するように段取り目標と変更している。したがって、特定実装機Bでトラブルが発生したとしても、他の実装機A、Cに装着されるフィーダー551bに同種の部品が存在し、単独実装部品の代替実装を行うことが可能となっている。このようにフィーダー551の配置を適正化することによって、部品実装システムの生産性を向上させることが可能となっている。
(もっと読む)
部品実装システム及び部品実装方法
【課題】電極部に対する部品の装着状態の不良に対してオペレータが迅速な対策をとることができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】装着ヘッド34を断続的に移動させることにより、装着ヘッド34が備える複数の吸着ノズルNのそれぞれに吸着させた各部品Bを基板2上の各電極部Dに予め定めた順序で装着させた後、各電極部Dに装着した部品Bを撮像し、得られた画像に基づいて各電極部Dに対する部品Bの装着状態の良否判定を行う。そして、電極部Dに対する装着状態が不良な部品Bがあった場合には、装着ヘッド34上の移動軌跡を吸着ノズルNの回転方向の変化の履歴と併せてディスプレイ54に視覚表示するとともに、その移動軌跡のうち、装着状態が不良な部品Bを電極部Dに装着する直前の装着ヘッド34の移動に相当する部分(L5)を他の部分(L1等)と視覚的に識別できる状態で示す。
(もっと読む)
電子部品の装着方法及び装着装置
【課題】現行機種及び次以降に生産する機種の基板に使用する部品供給ユニットについてフィーダベースへ脱着した場合のこの部品供給ユニットの掛け違いチェックをする場合の基板の生産性の向上。
【解決手段】生産中の基板の生産運転終了後の機種切替えを行った後に、既にフィーダベース13Aに脱着された次機種に係る部品供給ユニット13Bについて、シリアル番号に関連付けられた部品IDと該部品供給ユニット13Bの配置番号毎の部品IDとを比較してフィーダベースへの掛け違いチェックをする。この結果が良好の場合に、該部品供給ユニット13Bに付されたシリアル番号を読取ってこのシリアル番号を手掛かりとして入手した該部品供給ユニット13Bのシリアル番号に関連付けられている部品IDと該部品供給ユニット13Bに係る供給リールに付された部品IDを読取った部品IDとの比較結果が良好の場合に、生産運転が開始可能となる。
(もっと読む)
電子部品実装装置
【課題】カセット内へのダミー部品の補給によって、バルクフィーダにおける部品送りを円滑に行えるようにし、正規の電子部品を使い切ることを可能にした電子部品実装装置を提供する。
【解決手段】バルクフィーダ21Aの部品収容カセット25内にダミー部品を要求する案内を出す案内手段(ステップ106)と、吸着ノズル50で吸着された部品が正規の電子部品Pであるかダミー部品であるかを判別する判別手段(ステップ204、206)と、判別手段によって、正規の電子部品と判別された場合にのみ、電子部品を基板Bに実装する実装制御手段(ステップ208)とを有する。
(もっと読む)
対基板作業システム
【課題】 コンパクトであって、かつ、広い作業領域が確保された対基板作業システムを実現する。
【解決手段】 作業ヘッド26を直交する2方向にそれぞれ移動させる2つの直線移動装置を有してその作業ヘッドを一平面内において移動させるヘッド移動装置を備えた対基板作業システムにおいて、2つの直線移動装置の少なくとも一方を、(a) 自身による作業ヘッドの移動方向に平行な第1の軌道を形成する第1軌道形成部214と、(b) その第1の軌道に沿って移動しかつその第1の軌道に平行な第2の軌道を形成する第2軌道形成部242と、(c)作業ヘッドを保持してその第2軌道に沿って移動する移動部とを有する複段
式移動装置として構成する。この構成により、装置領域AA−AAより広い範囲WA2−WA2にまで、作業ヘッドの移動可能範囲を拡大させることができる。
(もっと読む)
電子部品実装装置および電子部品実装装置における基板搬送方法
【課題】基板連結状態を実装作業前に検出するとともに、基板連結状態の是正・解消を自動的に行うことができる電子部品実装装置および電子部品実装装置における基板搬送方法を提供することを目的とする。
【解決手段】搬入コンベア2Aにおいて先行・後続の基板3A,3Bが所定間隔以下に近接した状態となる基板連結がセンサSCによって検出されたならば、先行する基板3Aのみを実装コンベア2Bに搬入するとともに後続の基板3Bを搬入コンベア2A上で待機させることにより基板連結を解消する。すなわち基板3Aを搬入コンベア2Aから実装コンベア2Bへ乗り移らせるのに必要な乗り移り移動距離d1だけ搬入コンベア2Aを駆動して当該基板3Aを実装コンベア2Bに乗り移らせ、次いで搬入コンベア2Aの駆動を停止することにより後続の基板3Bを搬入コンベア2A上に停留させる。
(もっと読む)
電子部品の装着方法及び装着装置
【課題】2つのビームに備えられた装着ヘッドの電子部品の装着処理時間に著しい偏りがあっても、装着ラインにおける各電子部品装着装置の生産効率のバランス上のネックになる電子部品装着装置が発生するのを防止。
【解決手段】電子部品装着装置1内に装着が完了した基板がある場合に、対向する搬送装置2A又は2Bに基板がある場合には、CPU15は対向レーンにおける基板の電子部品の装着状況を把握して部品供給装置3A又は3Bと基板との1回の往復分で処理するアシストされる未処理の装着ステップ番号を抽出し、この抽出された装着ステップ番号におけるアシストデータAのステータス情報について「1」を書き込むと共にアシスト動作する装着ヘッド6A又は6Bの番号を書き込む。この書き込まれた番号の装着ヘッド6A又は6Bを使用して、カート台7A又は7B上の部品供給ユニット8から電子部品を取り出して、対向レーンにおける基板P上に装着する。
(もっと読む)
演算装置、部品実装装置、及びプログラム
【課題】部品実装装置に係わり、異常発生率を低下させることができる技術を提供する。
【解決手段】本部品実装装置(演算装置)は、吸着動作の際のノズルと部品との距離を表す状態パラメータ値を取得または算出する処理(s1)と、状態パラメータのバラつきの値を算出する処理(s2)と、バラつきの値が第1の閾値を超えた場合(s3)、ノズルの吸着位置のパラメータ値を、Z方向を含む形式でノズルが部品に近づく位置へ修正する処理(s7)と、を行う。また、本部品実装装置(演算装置)は、ノズルの停止時間を長くする(s8)、ノズルの動作速度を遅くする(s9)、といった修正を行う。
(もっと読む)
電子部品の装着方法及び装着装置
【課題】2つのビームに備えられた装着ヘッドの電子部品の装着処理時間に著しい偏りがあっても、装着ラインにおける各電子部品装着装置の生産効率のバランス上のネックになる電子部品装着装置が発生するのを防止。
【解決手段】電子部品装着装置1内に装着が完了した基板がある場合に、対向する搬送装置2A又は2Bに基板がある場合には、CPU15は対向レーンにおける基板の電子部品の装着状況を把握して対向側の部品供給装置3A又は3Bと基板との1回の往復分で処理するアシストされる未処理の装着ステップ番号を抽出し、この抽出された装着ステップ番号におけるアシストデータAのステータス情報について「1」及びアシスト動作する装着ヘッド6A又は6Bの番号を書き込む。この書き込まれた番号の装着ヘッド6A又は6Bを使用して、対向側のカート台7B又は7A上の部品供給ユニット8から電子部品を取り出して、対向レーンの基板P上に装着する。
(もっと読む)
部品実装システム及び部品実装方法
【課題】基板に反りや歪み等の変形が生じている場合であっても装着検査作業の目的を十分な精度で達成することができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】印刷機11は、ランド撮像カメラ25により、基板2上に設けられた基板マーク2m及び各ランド3を撮像した後、その撮像結果に基づいて、基板マーク2mの位置を基準とした各ランド3の実測位置データを作成し、その作成した各ランド3の実測位置データを下流工程側の装着検査機14に送信する。印刷機11は、基板2上に設けられた基板マーク2m及び各ランド3を撮像した後、基板2上の各ランド3にペーストPtの印刷を施し、装着検査機14は、印刷機11がペーストPtの印刷を施した基板2に対し、印刷機11が作成した各ランド3の実測位置データから求められる基板2上の各ランド3の位置に部品4が装着されているか否かの検査を行う。
(もっと読む)
部品実装ラインの基板搬送制御方法および基板搬送制御装置
【課題】部品が基板端部からはみ出るように実装されたはみ出し基板でも、部品実装機の実装位置および待機位置に正確に停止させることができるコスト低廉な部品実装ラインの基板搬送制御方法および基板搬送制御装置を提供する。
【解決手段】複数台の部品実装機2〜4を直列に配置した部品実装ライン1の基板搬送制御方法であって、各部品実装機2において実装位置に停止された基板に実装される部品C1、C2が基板端部から搬送方向にはみ出す場合に当該はみ出し量A1、A2を算出するはみ出し量算出工程と、下流側の部品実装機3、4にはみ出し基板K4〜K6を順次搬送する以前にはみ出し量A1、A2を順次伝達するはみ出し量伝達工程と、下流側の部品実装機3、4において所定距離L1、L2からはみ出し量A1、A2を減算した距離L1A、L2Aだけはみ出し基板K4〜K6を搬送して所定位置に停止させるはみ出し基板搬送工程と、を有する。
(もっと読む)
部品装着プログラム及び部品装着機
【課題】吸着ノズルの種類を隣接する装着済みの部品と干渉しないように変更する場合でも、フィーダの配置数が増加することを回避できるようにする。
【解決手段】部品装着機の制御装置は、部品装着プログラムを実行して、部品装着機の複数種の吸着ノズルを使用して、予め決められた装着順に部品を吸着して回路基板に装着する。部品装着プログラムには、装着順に部品種、装着位置(X座標,Y座標)及び使用する吸着ノズルの種類(以下「使用ノズル種」という)を指定した装着シーケンスが設定され、且つ、使用ノズル種は、部品を吸着可能で且つ隣接する装着済みの部品と干渉しない吸着ノズルの種類の中から、ノズル径の大きい吸着ノズルに設定されている。装着シーケンスで指定した部品種が同じ場合は、該装着シーケンスで指定した使用ノズル種が異なっても、同じフィーダから供給される部品を吸着するように設定されている。
(もっと読む)
電子部品実装装置
【課題】電子部品収容テープ同士の結合部を迅速かつ適切に検出することができ、効率よく高い精度で電子部品を搭載することができる電子部品実装装置を提供することを課題とする。
【解決手段】ヘッド本体と、電子部品が格納された格納室が列状に配置された電子部品収容テープを複数保持する保持部および電子部品収容テープを送るフィーダ部を有する部品供給装置と、ヘッド支持体に固定され、吸着領域を撮影するカメラユニットと、ヘッド本体および部品供給装置の動作を制御する制御部と、を有し、制御部は、カメラユニットで取得した部品供給装置の吸着領域の画像を解析し、解析結果に基づいて吸着領域の電子部品収容テープがスプライシングされた部分であるかを判定し、吸着領域の電子部品収容テープがスプライシングされた部分であることを検出した場合、電子部品収容テープが切り換ったと判定することで上記課題を解決する。
(もっと読む)
部品実装システム及び部品実装方法
【課題】基板に反りや歪み等の変形が生じている場合であっても部品装着作業の目的を十分な精度で達成することができるようにした部品実装システム及び部品実装方法を提供することを目的とする。
【解決手段】印刷機11は、ランド撮像カメラ25により、基板2上に設けられた基板マーク2m及び各ランド3を撮像した後、その撮像結果に基づいて、基板マーク2mの位置を基準とした各ランド3の実測位置データを作成し、その作成した各ランド3の実測位置データを下流工程側の部品装着機13に送信する。印刷機11は、基板2上に設けられた基板マーク2m及び各ランド3を撮像した後、基板2上の各ランド3にペーストPtの印刷を施し、部品装着機13は、印刷機11がペーストPtの印刷を施した基板2に対し、印刷機11が作成した各ランド3の実測位置データから求められる基板2上の各ランド3の位置に部品4を装着する。
(もっと読む)
対基板作業機
【課題】対基板作業機において、作業に関する情報を迅速にオペレータに報知することを課題とする。
【解決手段】1対の搬送装置32,34と1対の対基板作業実行装置50,52とを備え、1対の対基板作業実行装置の各々が、1対の搬送装置の各々に保持された回路基板に対して、独立して作業を行う独立作業モードと、1対の対基板作業実行装置が、1対の搬送装置のいずれかに保持された回路基板に対して、協調して作業を行う協調作業モードとが選択的に実現可能な対基板作業機において、独立作業モードでは、1対の表示装置の各々に、1対の対基板作業実行装置の各々が行う作業に関する個別の情報を表示(142)し、協調作業モードでは、1対の表示装置に、1対の対基板作業実行装置が協調して行う作業に関する情報を表示(138)するように構成する。このように構成すれば、いずれのモードにおいても、情報を迅速にオペレータに報知することが可能となる。
(もっと読む)
電気回路製造支援装置および電気回路製造支援方法
【課題】 電気回路製造ラインによる電気回路製造の品質面の支援を効率的に行う。
【解決手段】 対基板作業において対基板作業機が行った動作と対基板作業機に対して行われた処置との少なくとも一方に関する情報を含む作業機関連情報に基づいて、対基板作業における作業条件変動を認識し(154)、その作業条件変動が作業品質に影響を及ぼす可能性のある作業部位を特定し、それらの作業部位の少なくとも1つを、監視対象部位として認定し(156)、対基板作業機の動作に依拠して取得された動作依拠取得データと、作業結果を検査する検査機による検査データとの少なくとも一方を含む対照用データの、上記認識された作業条件変動の発生前に対基板作業が実行された回路基板についてのものと、その作業条件変動の発生後に対基板作業が実行された回路基板についてのものとを対照して、監視対象部位の作業品質の変化に関する判断を行う(158)。
(もっと読む)
部品実装ラインの生産管理装置及び生産管理方法
【課題】1つの部品実装ラインで複数の生産ジョブを実行する場合におけるトータルラインサイクルタイムが短くなるように部品実装ラインのバランスを最適化する。
【解決手段】各生産ジョブ毎に複数の実装機12のうちのボトルネック実装機のサイクルタイムと実装関連機のサイクルタイムをそれぞれ設定し、各生産ジョブ毎にボトルネック実装機のサイクルタイムと実装関連機のサイクルタイムとを比較して長い方のサイクルタイムを各生産ジョブのラインサイクルタイムとすると共に、これら複数の生産ジョブのラインサイクルタイムを合計して、複数の生産ジョブの実質的な合計生産時間であるトータルラインサイクルタイムを求め、このトータルラインサイクルタイムが短くなるように複数の実装機12のフィーダ16の一部を実装機12間で入れ替えて各生産ジョブの部品実装順序を変更することで、各生産ジョブのボトルネック実装機のサイクルタイムを最適化する。
(もっと読む)
基板生産システム
【課題】第1および第2のリフローを搬送レーンの基板搬送方向の中間位置に並設することにより、ライン長を短縮できる基板生産システムを提供する。
【解決手段】デュアルコンベアの搬送方向の中間位置に配設され、第1および第2の搬送レーンを搬送される基板Bをそれぞれリフロー処理する第1および第2のリフロー25、26と、第1のリフローの直前の前段に配設され、第1の搬送レーンを搬送される基板に対して部品を実装する第1の部品実装装置23と、第2のリフローの直前の前段に配設され、第2の搬送レーンを搬送される基板に対して部品を実装する第2の部品実装装置28と、第1のリフローの直後の後段に配設され、第1の搬送レーンを搬送される基板に対して検査あるいは組み立て等の付帯作業を実施する第1の付帯作業装置27と、第2のリフローの直後の後段に配設され、第2の搬送レーンを搬送される基板に対して検査あるいは組み立て等の付帯作業を実行する第2の付帯作業装置24とを有する。
(もっと読む)
101 - 120 / 955
[ Back to top ]