
Fターム[5E313FG01]の内容
電気部品の供給、取付け (45,778) | 付属技術、周辺技術 (3,198) | 実装システムの設計 (955)
Fターム[5E313FG01]に分類される特許
141 - 160 / 955
ダイ位置判定システム。
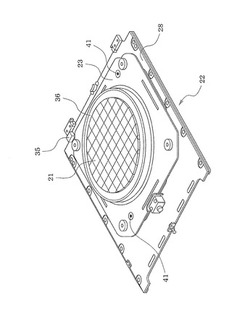
【課題】吸着ノズルで吸着するダイの位置を判定するダイ位置判定システムにおいて、生産能率向上とダイの歩留まり向上とを両立させる。
【解決手段】ウエハパレット22の上面の2箇所に基準位置マーク41を設けると共に、予め、基準位置マーク41の位置を基準とするウエハパレット22の座標系で作成されたダイ配列位置情報を記憶手段に記憶しておく。ダイピックアップ装置の所定位置にセットされたウエハパレット22上の2つの基準位置マーク41をカメラで撮像して、その撮像画像を処理してダイピックアップ装置の機械座標系における2つの基準位置マーク41の位置を認識して、ダイピックアップ装置の機械座標系に対するウエハパレット22の座標系の位置ずれ量を演算し、その位置ずれ量で前記ダイ配列位置情報を補正することでダイピックアップ装置の機械座標系における各ダイ21の配列位置を求める。
(もっと読む)
回転角度検出装置、、回転角度検出方法、部品実装装置

【課題】回転軸VAを中心とする回転動作の他に回転軸VA方向への移動も移動部材85が行なう構成において、移動部材85の回転角度θeを磁気センサにより高精度に検出することを可能とする。
【解決手段】磁石91とホールIC921、922との回転軸VA方向への距離hが所定の検出距離となる検出位置Pdに移動部材85がある状態でのホールIC921、922の出力信号Ss、Scに基づいて、アーム61bに対する移動部材85の回転角度θeを検出する。したがって、ホールIC921,922と磁石91との距離の変化による影響を排して、ホールIC921,922の出力信号Ss、Scから、アーム61bに対する移動部材95の回転角度θeを高精度に検出することが可能となる。
(もっと読む)
部品方向判定装置及び部品方向判定方法
【課題】四角形状の部品の方向判定に要する処理時間を短縮する。
【解決手段】方向を示す特徴点を有する四角形状の部品の方向を画像処理で判定する部品方向判定装置において、予め、部品の縦横比の標準データを記憶装置14に記憶しておき、生産中に部品を吸着ノズルに吸着したときに、その部品全体をその下方から部品認識用カメラ12の視野内に収めて撮像し、その撮像画像から該部品の外縁を認識して、部品の画像を90°異なる方向から見た2つの縦横比を算出し、これら2つの縦横比の算出値を記憶装置14に記憶された縦横比の標準データと比較して、差が小さい方の縦横比の算出値に対応する2方向の候補を選択し、該部品の画像のうちの選択した2方向の候補に対応する部分をそれぞれ画像処理して特徴点を認識できた方向によって該部品の方向を特定する。
(もっと読む)
パレット種判定システム
【課題】ウエハパレットとトレイパレットとを複数段に混載したマガジンから引き出されたパレットの種別を自動的に判定できるようにする。
【解決手段】ウエハパレット22をパレット高さ検出手段で検出されるパレット高さが所定高さとなるように構成し、パレット高さ検出手段で検出したパレット高さが前記所定高さと異なる場合は、生産プログラムでトレイパレットが指定されていれば、生産プログラムの指定通りのトレイパレットが引き出されていると判定し、生産プログラムでウエハパレットが指定されていれば、エラーと判定する。パレット高さ検出手段で検出したパレット高さが前記所定高さと一致する場合は、生産プログラムでトレイパレットが指定されているときに、トレイパレット検出手段でトレイパレットのパレット判別部を画像認識できれば、生産プログラムの指定通りのトレイパレットが引き出されていると判定する。
(もっと読む)
部品実装装置、情報処理装置、情報処理方法及び基板製造方法
【課題】装着すべきフィーダが装着部の所定の位置に装着されていない場合でも、運転を停止することなく、そのフィーダの部品を基板に実装することができる部品実装装置、情報処理装置等の技術を提供すること。
【解決手段】本技術に係る部品実装装置は、複数のフィーダと、装着部と、実装ユニットと、制御ユニットとを具備する。複数のフィーダは、部品を収容し、収容された部品の種類の情報を含む情報である部品情報を記憶可能であり、種類ごとに部品をそれぞれ供給する。装着部には、複数のフィーダがそれぞれ装着される。実装ユニットは、装着部にそれぞれ装着された複数のフィーダから部品をそれぞれ取り出し、取り出した部品を基板に実装する。制御ユニットは、装着部における複数のフィーダのそれぞれの装着位置の情報である位置情報、及び、複数のフィーダにそれぞれ記憶された部品情報に基づき、実装ユニットによる部品の実装処理を実行する。
(もっと読む)
電子部品の装着方法
【課題】電子備品の基板への装着時に、マーク認識用カメラの作業効率を向上させてタクトタイムの短縮を図ることができる電子部品装着方法を提供する。
【解決手段】マークからの情報の読取りが許容されるカメラ視野内の許容エリアを記憶する許容エリア記憶工程と、現在のカメラ位置に対し、次に撮像する撮像対象マークの周縁部のX方向両端縁及びY方向両端縁のうち、現在のカメラ位置より遠い側のX方向端縁及びY方向端縁を演算する遠方端縁演算工程と、遠い側のX方向端縁及びY方向端縁を、撮像対象マークに対する許容エリアのX方向両端縁及びY方向両端縁のうち、前記カメラ位置における前記撮像対象マークに近い側のX方向端縁及びY方向端縁が、前記現在のカメラ位置に対して遠方側に少なくとも越えるようマーク認識用カメラを移動させるカメラ移動工程と、を備えていること。
(もっと読む)
搬送装置および組立装置
【課題】作業工程フローの変更や作業工程の増減、ワークの外形寸法の変更などの標準化されてない作業工程に対して、柔軟に対応でき、かつ、生産性(スループット)を向上できるとともに、設備の設置面積が大きくなるのを抑制できる搬送装置を実現する。
【解決手段】搬送装置1には、ワーク台6とスカラロボット3とロータリーインデックス4とを備えた搬送ユニット2a・2b・・2eが複数個備えられ、隣接する二つの搬送ユニット2a・2b中、搬送ユニット2aのワーク台6上のワークW1は、搬送ユニット2bのスカラロボット3によって、搬送ユニット2bのロータリーインデックス4上の第1の位置P1に移載され、ロータリーインデックス4上に移載されたワークW1は、第1の位置P1および/または第2の位置P2で所定工程が施され、上記所定工程が施されたワークW2を第1の位置P1から搬送ユニット2bに備えられたワーク台6上に移載する。
(もっと読む)
部品装着ライン設計装置、プログラム及び部品装着システム
【課題】複数の基板を生産する際の部品装着ラインの変更作業量ができるだけ小さくなるような部品装着ラインの変更計画を算出する。
【解決手段】部品装着ライン設計装置110の生産順序算出部121は、基板種類のペア毎に、当該ペアに含まれる一の基板種類に対応する部品装着ライン情報で特定される部品装着ラインから、このペアに含まれる他の基板種類に対応する部品装着ライン情報で特定される部品
装着ラインに変更する際の作業量を算出する処理と、この作業量が小さい基板種類から順に生産するように、基板種類の部品装着ラインへの投入順序を特定する処理と、を行う。
(もっと読む)
接着剤塗布装置
【課題】制御データ上の目標塗布位置からずれた位置に接着剤が塗布された場合であっても、下流側に設けられた部品実装装置により部品を安定した状態で基板に装着することができるようにした接着剤塗布装置を提供する。
【解決手段】基板上に形成された接着剤塗布体BDTを含む基板上の領域Rgを上方から撮像する撮像手段としての撮像カメラ24を備え、撮像カメラ24により撮像した基板上の領域Rgの画像認識を行って、基板上に形成された接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量を算出する。そして、その算出した接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量のデータを、下流工程側に配置された部品実装装置に送信する。
(もっと読む)
ダイボンダのピックアップ方法およびダイボンダ
【課題】確実にダイを剥離できるダイボンダを提供すること,または前記ダイボンダを用い、信頼性の高いダイボンドまたはピックアップ方法を提供する。
【解決手段】ダイシングフィルム16に貼り付けられた複数のダイ(半導体チップ)4dのうち剥離対象のダイ4を突上げて前記ダイシングフィルムから剥離する際に、前記ダイの周辺部のうちの所定部における前記ダイシングフィルムを突上げて剥離起点51aを形成し、その後、前記所定部以外の部分の前記ダイシングフィルムを突上げて前記ダイを前記ダイシングフィルムから剥離することを特徴とする。
(もっと読む)
電子部品装着装置
【課題】特に、多品種少量生産により生産機種の切り替え回数が多い生産形態の電子部品装着装置において、後工程装置へのプリント基板の搬出動作中または搬出待ち動作中の時間に、段取り動作を実行することが可能とし、複数の工程を並行して実行することによって、作業時間を短縮することが可能となり、生産性を向上させる。
【解決手段】生産順序設定リストに基づいて、生産運転中の機種のプリント基板の生産基板枚数の最後のプリント基板を搬出コンベア部から後工程装置に搬出動作中または搬出待ち中の時間に、次回機種生産のための段取り動作を実行する。
(もっと読む)
部品実装システム
【課題】制御データ上の目標塗布位置からずれた位置に接着剤が塗布された場合であっても、部品を安定した状態で基板に装着することができるようにした部品実装システムを提供することを目的とする。
【解決手段】基板2上に形成された接着剤塗布体BDTを含む基板2上の領域Rgを上方から撮像する撮像手段としての撮像カメラ24を備え、撮像カメラ24により撮像した基板2上の領域Rgの画像認識を行って、基板2上に形成された接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量を算出する。そして、その算出した接着剤塗布体BDTの目標塗布位置MTからの位置ずれ量のデータを、下流工程側に配置された部品実装装置13に送信し、部品実装装置13はその位置ずれ量のデータを受け取り、その受け取った位置ずれ量のデータに基づいて補正を行ったうえで補正後の目標装着位置MSHに部品4を装着する。
(もっと読む)
部品実装方法
【課題】タクトタイムの増大を抑えつつ、部品の落下に起因して不良基板が生成されることを防止することができる部品実装方法を提供することを目的とする。
【解決手段】複数の吸着ノズル15のそれぞれに部品4を吸着させ、各部品4を部品カメラ18に撮像させて画像認識を実行し、得られた画像認識結果に基づいて吸着ノズル15に対する吸着状態が不良な部品4の検出を行う。そして、検出した吸着状態が不良な部品4(廃棄予定の部品4)を除く部品4を基板2に装着させた後、廃棄予定の部品4を再び部品カメラ18に撮像させて部品4の画像認識を実行し、得られた画像認識結果に基づいて吸着状態が良好な部品4を基板2に装着させた後も廃棄予定の部品4が全て吸着ノズル15に吸着されたままになっているか否かの判断を行う。
(もっと読む)
電子部品装着機および電子部品装着システム
【課題】対向ツインヘッドタイプの電子部品装着機において、1つの基板に対して2台の装着ヘッドによって電子部品を装着する場合に、電子部品の装着時間を短縮する。
【解決手段】基板Sa上における電子部品Pの装着領域Aに基づいて、装着領域AにおけるY軸方向の中心位置OYを算出する。装着領域AにおけるY軸方向の中心位置OYを電子部品装着可能領域におけるY軸方向の中心位置(搬送基準中心)Y0に一致させるために、コンベア20aのY軸方向の移動距離LYa1を算出する。移動距離LYa1に基づいてコンベア20aを移動させた後に、一対の装着ヘッド51a,56aにより電子部品を基板Saに装着させる。
(もっと読む)
印刷装置
【課題】搬送対象である基材を円滑に搬送できる印刷装置を提供する。
【解決手段】間隔をあけて配置され、基材1を支持するレール部142a、142bと、レール部の間隔を調整する調整部150と、レール部に支持された基材を搬送する搬送部13と、搬送部に設けられ、レール部の間隔を検知する検知装置120と、を備える。
(もっと読む)
電気回路製造システム用製造数管理装置
【課題】 それぞれが基板に電気部品を実装して電気回路を製造する複数の製造ラインを備えた電気回路製造システムにおいて電気回路の製造数を管理するための製造数管理装置を、実用性の高いものにする。
【解決手段】 (a)製造される電気回路の製造予定数と、現時点までの製造完了数とを記憶する製造数記憶部42、および、(b)電気回路製造システムから随時送られてくる製造完了情報に基づいて、随時、その製造数記憶部に記憶されている製造完了数を更新する製造完了数更新部46に加え、(c)製造完了数が製造予定数に達しない電気回路を製造している複数の製造ラインのうちのいずれかにおいてその電気回路に代えて別の種類の電気回路を製造する割込製造に対処する割込製造対処部48を、製造数管理装置38に備えさせる。
(もっと読む)
半導体チップ搭載装置及び半導体チップ搭載方法
【課題】搭載対象のチップが良品であるか否かを判断しながら搭載処理が行えるようにする。
【解決手段】 複数のチップにダイシングされたウェハ5の周縁位置を複数撮影する撮影手段12,14と、撮影手段12,14により撮影されたウェハ5の周縁位置の画像データに基づき、ウェハ5の外縁をなすウェハ5円の中心位置及び直径を含むウェハ情報を算出するウェハ情報算出手段15と、予め設定されたチップサイズ及びウェハ情報に基づき、搭載するチップの中心位置及び当該チップにおける所定箇所のコーナ位置を含むチップ情報を算出するチップ情報算出手段15と、チップ情報に基づき、チップのコーナ位置がウェハ5円の内側に位置するか否かを判断し、ウェハ5円の内側に位置する場合には、当該チップは搭載可能な良品であると判断する良品判断手段15と、チップが良品と判断された場合に、当該チップの搭載を行う搭載実行手段と、を備える。
(もっと読む)
部品実装システム
【課題】基板の仕掛品の発生を抑止することができる部品実装システムを提供する。
【解決手段】制御部は、n番目の基板への印刷処理が完了したことが確認されたら(ステップS1でYES)、部品の残量情報を取得すると共に(ステップS2)、印刷処理を行われたものの部品実装が完了していない仕掛かり基板の枚数情報を取得する(ステップS3)。そして、上記仕掛かり基板枚数、部品の残量情報及び基板1枚当たりに実装される部品数の情報を参照して、印刷装置本体にn+1番目の基板に対して印刷処理を実行させるか、或いは、印刷処理を停止させるかを判定する(ステップS4)。n+1番目の基板が生産可能と判定された場合(ステップS4でYES)、印刷処理の実行指示が発せられる(ステップS5)。一方、基板の生産が不可と判定された場合(ステップS4でNO)、印刷処理の停止指示が発せられる(ステップS5)。
(もっと読む)
電子部品実装ラインの管理方法及びその管理システム
【課題】生産する基板の機種が替わったときに、自動的に前記基板の機種切替えに伴った作業設備の段取り替えを行うことができるようにすること。
【解決手段】スクリーン印刷機1にて順次到達したプリント基板Pを検出してこの検出データをコンピュータ7に送信し、このコンピュータ7で前記到達順に前記基板Pに対応したリストを作成して、次の電子部品装着装置2にこのリストに係るデータを送信する。受信した装着装置2で基板Pを検出すると、この検出した基板Pが前記リストにあるかを判定し、前記検出した基板Pがリストに有ると判定した場合に、スクリーン印刷機1で検出して有った基板Pが装着装置2でも有ることが確認されると、これから生産する基板Pとその次に生産する基板Pの機種とが同じか否かを判定し、同じでないと判定すると、装着装置2では前記これから生産する基板Pを生産して、その下流作業装置に搬送した後に運転を停止する。
(もっと読む)
電子部品装着装置及び電子部品装着装置の段取り方法
【課題】本発明は、段取り作業全般的に作業員の負担を軽減できる電子部品装着装置の段取り方法または段取りを短時間で確実に行なえる信頼性の高い電子部品装着装置を提供することである。
【解決手段】本発明は、電子部品を供給するフィーダから電子部品を取出し、基板である生産機種に前記電子部品を装着する装着作業を行い、全ての前記基板に対して前記装着作業が終了した現生産機種から次期生産機種の生産に必要な段取り作業を行う電子部品装着装置または電子部品装着装置の段取り方法において、前記段取りは、前記段取り作業を複数のブロックに分け、前記ブッロク単位で段取りが必要な箇所を表示し、前記ブロック単位で作業員が行う作業員内容を表示することを特徴とする。
(もっと読む)
141 - 160 / 955
[ Back to top ]