
Fターム[5E313FG01]の内容
電気部品の供給、取付け (45,778) | 付属技術、周辺技術 (3,198) | 実装システムの設計 (955)
Fターム[5E313FG01]に分類される特許
21 - 40 / 955
基板集合体および基板認識システム
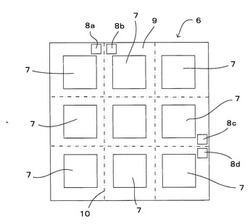
【課題】基板集合体に関する情報を構成するバーコードを形成するための空きスペースが基板集合体上にない場合であっても、基板集合体に関する情報を取得することができるようにすることを目的とする。
【解決手段】複数の個基板7が配列されて成る基板集合体6において、基板集合体6に形成され該基板集合体6に関する情報を構成するバーコードを備え、バーコードは、複数のバーコード素片8a,8b,8c,8dに分割され、複数のバーコード素片8a,8b,8c,8dは、有意な所定のコード配列と異なる状態で、基板集合体6上に形成されている。
(もっと読む)
電子部品供給装置

【課題】幅広のテープフィーダを装着予定部に確実に装着可能な供給装置を提供する。
【解決手段】テープフィーダ76,77と、テープフィーダが着脱可能に装着される装着台102とを備えた供給装置において、装着台が、互いに同じ幅とされた複数の装着部150に区分けされており、1つの装着部に所定幅のテープフィーダ76を、2つ以上の装着部に幅広テープフィーダ77を装着可能とされ、装着部にテープフィーダが装着されることを示すための表示部124を備え、幅広テープフィーダの装着を示すための表示部124c〜fを第1の表示状態とし、所定の幅のテープフィーダの装着を示すための表示部124a,b,gを第2の表示状態とするように構成する。この構成により、幅広のテープフィーダと所定幅のテープフィーダとの装着位置を混同することなく、各テープフィーダを装着予定部に装着することが可能となる。
(もっと読む)
部品実装装置、情報処理装置、情報処理方法及び基板の製造方法
【課題】所定の領域に供給される複数の部品について位置ずれが生じる場合でも、当該複数の部品を効率よく基板に実装することが可能な部品実装装置、情報処理装置、情報処理方法及び基板の製造方法を提供すること。
【解決手段】上記目的を達成するため、本技術の一形態に係る部品実装装置は、供給部と、ヘッドと、制御部とを具備する。前記供給部は、基板に実装される複数の部品を所定の領域に供給する。前記ヘッドは、前記供給された複数の部品を保持するための複数の保持部を有し、前記複数の保持部が前記所定の領域へ同時にアクセス可能なように、当該複数の保持部を支持する。前記制御部は、前記所定の領域に対する前記複数の部品の位置情報をもとに、前記複数の保持部の全てが前記複数の部品を保持するのに必要な少なくとも1回以上の、前記複数の保持部の各アクセス位置が定められて行われる保持動作の組み合わせを算出する。
(もっと読む)
電子部品実装装置におけるフィーダランク分け装置およびフィーダランク分け方法
【課題】吸着ノズルとパーツフィーダの組み合わせを考慮に入れた動作履歴情報に基づいて、パーツフィーダのランク分けを適正に簡便な方法で行うことができる電子部品実装装置におけるフィーダランク分け装置およびフィーダランク分け方法を提供することを目的とする。
【解決手段】電子部品の吸着位置ずれ量を継続して検出した検出履歴データから、吸着ノズルとパーツフィーダとの単位吸着組合わせ毎に位置合わせ精度を示す第1の工程能力指数を算出するとともに、複数の単位吸着組合わせについて算出された複数の第1の工程能力指数のデータに基づいて吸着ノズルとパーツフィーダのそれぞれについての個別の位置合わせ精度を示す第2の工程能力指数を算出し、算出された第2の工程能力指数のデータに基づいて、複数のパーツフィーダについて位置合わせ精度等級のランク分けを行う。
(もっと読む)
電子部品の装着方法
【課題】電子部品の吸着姿勢の不良が発生したときに、吸着ノズルの真空吸着のために真空源に切替え接続するための切替弁が駆動するタイミングを変更することにより、電子部品の吸着姿勢の不良を極力減少させること。
【解決手段】連鎖吸着の過程において、CPU15は装着ヘッド6A又は6Bの吸着姿勢不良フラグの内容がONであれば、エア切替バルブ電磁弁35がONしてから真空度100%に到達までの時間tnをRAM17から読み込む。吸着ノズル5の下降を開始させ、吸着ノズル5の下限位置への到達を確認したら、エア切替バルブ電磁弁35をONさせて真空側に切替え、真空/正圧切替弁33を介して真空源に連通させ、電子部品取出しのための真空吸引動作を開始する。このエア切替バルブ電磁弁35をONさせたらタイマ40をスタートさせ、時間tnが経過したことを確認したら、上下軸駆動モータを制御して吸着ノズル5の上昇を開始させる。
(もっと読む)
実装装置、部品切れ判定方法及びプログラム
【課題】供給部の部品切れを正確に判定することができる技術を提供すること。
【解決手段】本技術の一形態に係る実装装置は、供給部と、保持部と、第1のセンサ及び第2のセンサと、制御部とを具備する。前記供給部は、電子部品を供給する。前記保持部は、前記供給部から供給される電子部品を保持して前記電子部品を基板上に実装する。前記第1のセンサ及び前記第2のセンサは、前記供給部から供給される前記電子部品の部品切れを検出するためのセンサである。前記制御部は、前記第1のセンサからの出力に基づいて前記電子部品の部品切れが発生したかを判定する第1の部品切れ判定処理を実行し、前記第1の部品切れ判定処理で部品切れが発生したと判定された場合に、前記第2のセンサからの出力に基づいて前記部品切れが発生したかを判定する第2の部品切れ判定処理を実行する。
(もっと読む)
電子部品実装装置におけるメンテナンスの要否判定装置およびメンテナンスの要否判定方法
【課題】吸着ノズルおよびパーツフィーダのそれぞれの性能監視を簡便な方法で行ってメンテナンスの要否を適正に判断することができる電子部品実装装置におけるメンテナンスの要否判定装置およびメンテナンスの要否判定方法を提供することを目的とする。
【解決手段】電子部品の吸着位置ずれ量を継続して検出した検出履歴データから、吸着ノズルとパーツフィーダとの単位吸着組合わせ毎に位置合わせ精度を示す第1の工程能力指数を算出するとともに、複数の単位吸着組合わせについて算出された複数の第1の工程能力指数のデータに基づいて吸着ノズルとパーツフィーダのそれぞれについての個別の位置合わせ精度を示す第2の工程能力指数を算出し、算出された第2の工程能力指数のデータに基づいて、吸着ノズルとパーツフィーダのメンテナンスの要否を個別に判定する。
(もっと読む)
電子部品実装システム、電子部品実装方法及び電子部品実装用コンピュータプログラム
【課題】電子部品を保持した部品テープに対応したレーンを複数有する電子部品の供給装置に適した制御を提供すること。
【解決手段】電子部品実装システムは、電子部品を複数保持した電子部品保持部材を供給するレーン31を複数有する第1供給装置30、レーン31を単数有する第2供給装置32及び電子部品9を基板に搭載するヘッド15を含む電子部品実装装置と、管理装置とを含む。管理装置は、複数種類の基板8に複数種類の電子部品9を実装する複数の生産計画を決定し、複数の前記生産計画間で共通して使用される電子部品9は、複数の生産計画の間で引き継がれるものと引き継がれないものとを区別してグループ分けするとともに、複数の生産計画間で共通して使用される電子部品9は、第1供給装置30のレーン31に優先的に割り当てる。
(もっと読む)
部品搭載システム及び部品搭載方法
【課題】プリント基板の貫通穴に挿入機のガイドピンを確実かつ容易に挿入可能な部品搭載システムを提供する。
【解決手段】リード部13A,13Bをプリント基板12の貫通穴11A,11Bに貫通させることにより、リード部品14をプリント基板12に搭載する部品搭載システムであって、リード部品14を押圧するプッシャ17と、先端部が筒状に形成されたガイドピン15A〜15Dを有し、プッシャ17によってリード部品14が押圧されているとき、ガイドピン15A〜15Dをプリント基板12の貫通穴11A,11Bに挿通させるとともに、ガイドピン15A〜15Dの筒状先端部にリード部13A,13Bの先端部を挿入させるガイドピン制御部16とを備え、ガイドピン制御部16は、内径及び外径が異なる複数種類のガイドピンを有し、該ガイドピンの中から、リード部13A,13B及び貫通穴11A,11Bに適したガイドピンを選択する。
(もっと読む)
FPDモジュール組立装置
【課題】基板の第1の辺側の処理と第2の辺側の処理を交互に施すことにより、タクトのバランスを整えることができることを提供する。
【解決手段】本発明のFPDモジュール組立装置における処理ユニットは、基板10に処理を施す複数の処理部351,361と、処理を施した基板10を搬送する搬送部311,314,317を有する。一の処理部351は、基板10における第1の辺側の処理又は第2の辺側の処理のうちどちらか一方の処理を行い、処理が行われた基板10の次に搬送された基板10に対しては第1の辺側の処理又は第2の辺側の処理のうち先に処理が行われた基板10に対して行った辺の処理と異なる辺の処理を行う。また、他の処理部361は、一の処理部351において基板10に対して行われた辺の処理と異なる辺の処理を行う。
(もっと読む)
基板搬送制御システム及び部品実装ライン用工程機
【課題】部品実装ラインへの工程機の設置や取替えを容易に行えるようにする。
【解決手段】各工程機には、前工程機の搬出用コンベア17が基板を搬出可能な状態であるか否かを監視する搬入側カメラ21と、後工程機の搬入用コンベア15が基板を搬入可能な状態であるか否かを監視する搬出側カメラ23を設け、各工程機の制御コンピュータ18は、自機の搬入側カメラ21の画像の処理結果に基づいて前工程機の搬出用コンベア17が基板を搬出可能な状態と判定され且つ自機の搬入用コンベア15が基板を搬入可能な状態になっているときに前工程機の搬出用コンベア17から自機の搬入用コンベア15に基板を搬入し、自機の搬出側カメラ23の画像の処理結果に基づいて後工程機の搬入用コンベア15が基板を搬入可能な状態と判定され且つ自機の搬出用コンベア17が基板を搬出可能な状態になっているときに後工程機の搬入用コンベア15へ基板を搬出する。
(もっと読む)
基板処理システム、基板供給順序決定方法、プログラム、記録媒体
【課題】並列に配置された基板搬送系Cf、Cbへの基板Sの搬送順序を適切化することで、ヘッドユニット5f、5bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cfへの基板Sの搬送順序と基板搬送系Cbへの基板Sの搬送順序との組み合わせC(i)が複数生成される。そして、組み合わせC(i)が示す順序で基板搬送系Cf、Cbそれぞれに基板Sを搬送した場合に、ヘッドユニット5f、5bの排他領域Reからの退避動作が発生するか否かを判断した結果に基づいて、複数の組み合わせC(i)の中から、基板搬送系Cf、Cbに基板Sを搬送する順序が選定される。これによって各基板搬送系Cf、Cbへの基板Sの搬送順序が適切化されて、ヘッドユニット5f、5bの退避動作の発生を抑制することが可能となり、スループットの向上を図ることができる。
(もっと読む)
電子部品実装装置
【課題】電子部品を保持した部品テープに対応したレーンを複数有する電子部品の供給装置に適した制御を提供すること。
【解決手段】基板8に電子部品9を実装する電子部品実装装置において、電子部品9を複数保持した電子部品保持部材を供給する複数のレーン31を有する第1供給装置30と、第1供給装置31から供給される電子部品9を基板8に搭載するヘッド15と、レーン31に発生するエラーに基づき、第1供給装置30を制御する制御装置と、を含む。
(もっと読む)
基板処理システム、基板供給順序決定方法、プログラム、記録媒体
【課題】並列に配置された基板搬送系Cf、Cbそれぞれが搬送する基板Sへの処理を、各基板搬送系Cf、Cbに設けられたヘッドユニット51f、51bにより行うにあたって、ヘッドユニット51f、51bの退避動作の発生を抑制し、スループットの向上を図る。
【解決手段】基板搬送系Cf、Cbのうち一方へは幅の広い品種の基板Sから供給するとともに他方へは幅の狭い品種の基板Sから供給すると、基板搬送系Cf、Cbへの基板の搬送順序を決定する。そのため、基板搬送系Cf、Cbのうち、一方の基板搬送系へ幅広の基板Sが供給されるときには、他方の基板搬送系へは幅狭の基板Sが供給されることとなる。その結果、基板搬送系Cf、Cbの両方に同時に幅広の基板Sが供給されて、基板搬送系Cf、Cbに搬送されてきた各基板Sの間隔ΔSが狭くなるといった状況の発生を抑制し、スループットの向上を図ることが可能となっている。
(もっと読む)
電子部品搭載装置および電子部品搭載方法
【課題】電子部品の搭載時間を短縮する。
【解決手段】供給される電子部品10を受け取る受け取り部3a〜3eと、受け取り部3a〜3eで受け取った電子部品10を保持して予め決められた搭載位置に移動させる移動機構4と、移動機構4を制御する制御部とを備えて、電子部品10を基板100に搭載可能に構成され、受け取り部3a〜3eは、供給された電子部品10を支持する支持部と、支持部によって支持されている電子部品10の電気的特性を測定する測定部とを備えて構成され、制御部は、測定部によって測定された電子部品10の電気的特性が予め決められた条件を満たすときに移動機構4を制御して電子部品10を搭載位置に移動させて基板100に搭載させる。
(もっと読む)
異常検出装置
【課題】 サーボモータによって駆動される被駆動部の異常部位を特定可能な異常検出装置を提供する。
【解決手段】 本発明の異常検出装置は、サーボモータの位置情報が位置検出器から入力される入力部と、位置情報を周波数変換する周波数変換部と、周波数変換された所定周波数における振幅と被駆動部の異常を判定する閾値とを比較する比較判定部と、を有し、比較判定部は、所定周波数における振幅が被駆動部の異常を判定する閾値以上となる周波数から被駆動部の異常部位を特定する。
(もっと読む)
対基板作業機
【課題】 対基板作業機の汎用性を向上させることを課題とする。
【解決手段】 対基板作業機を、対基板作業を行うための作業ヘッドとして、互いに種類の異なる複数の実装ヘッドの中から、任意に選択された1つのものを装着可能に構成し、かつ、それら複数の実装ヘッドのうちの他のいずれのものとも交換可能に構成するとともに、装着された実装ヘッドの種類を認識するように構成する。そのように構成された対基板作業機は、利便性の高いものとなる。そのことによって、対基板作業機の汎用性が向上するのである。
(もっと読む)
電子部品装着装置の装着データ作成方法、電子部品装着装置、電子部品装着装置の電子部品装着順序決定方法及び電子部品装着装置の装着データ作成方法
【課題】部品供給ユニットの交換が発生する場合でも、ビームの稼動状況を向上させて生産効率の向上を図ること。
【解決手段】手前側(一方の外方側)の部品装着装置3の部品供給ユニット13の交換作業時には、手前側のビーム8は奥側(他方の外方側)の部品供給装置5側に乗り入れ、装着ヘッド11は装着ヘッド10と同様に搬送装置2上のプリント基板Pと部品供給装置3との間を移動し、各装着ヘッド10、11に設けられた吸着ノズルにより部品供給装置5から電子部品を取出してプリント基板P上に装着する。
(もっと読む)
基板生産ラインの管理方法
【課題】吸着ミス等を考慮することにより、より各電子部品装着装置間の基板生産時間バランスを向上させること。
【解決手段】割り振られたA部品を電子部品装着装置の「1号機」、「2号機」、「3号機」に割り振った場合のシミュレーション時間とリカバリ時間との合算を行うと、各号機の合算時間はそれぞれ「10秒間」であり、これらの合算時間に基づいてこの対象電子部品であるA部品は最少時間である1号機に決定され、このA部品の評価・更新は終了する。次に、割り振られたB部品を各号機に割り振った場合のシミュレーション時間とリカバリ時間との合算を初めに行うと、各号機の合算時間は、1号機が「20秒間」、2号機が「10秒間」、3号機が「10秒間」であり、これらの合算時間に基づいて最少時間であるB部品は2号機に決定され、このA部品の評価・更新は終了する。同様に以下、対象のプリント基板P上に装着される電子部品の評価・更新を行う。
(もっと読む)
電子部品の装着方法
【課題】二列の搬送装置で搬送する装着エリアの搬送方向の長さを超える長尺の基板に実装する際の、複数回位置決め動作による実装待ち時間を排除して、稼動効率の向上を図ること。
【解決手段】Aレーン2Aで搬送される装着ヘッド6A、6Bの装着エリアの搬送方向の長さを超える長尺のプリント基板Pを1回目の位置決めをした状態で、前記両装着ヘッド6A、6Bで部品供給装置3A、3Bから取出した電子部品を前記プリント基板Pの右半分に装着している間に、Bレーン2Bで前記プリント基板Pの搬送及び第1回目の位置決め動作を行い、Aレーン2Aで1回目の位置決めをした前記プリント基板Pの右半分に装着した後は、このAレーン2Aで前記プリント基板Pの2回目の位置決めのための搬送及び位置決め動作をする前に、Bレーン2Bで搬送及び位置決めされた前記プリント基板Pの右半分に装着する。
(もっと読む)
21 - 40 / 955
[ Back to top ]