
Fターム[5H604BB14]の内容
電動機、発電機の巻線の絶縁、固着 (20,330) | 電機の型式、種類 (4,928) | 回転型 (1,536) | 径方向空隙型 (1,426)
Fターム[5H604BB14]の下位に属するFターム
外転型 (101)
Fターム[5H604BB14]に分類される特許
1 - 20 / 1,325
ドライマイカテープ、並びにそれを用いた電気絶縁線輪及び回転電機
電気機械の導体を支持するスペーサ
相間絶縁紙の取付け方法、相間絶縁紙、及び相間絶縁紙の製造方法
複合スリーブが設けられた導線を含むステータ
電動機の固定子および永久磁石式回転電機
コアレス電気機械装置の製造方法
モータの製造方法、並びに、モータおよびディスク駆動装置
モータ
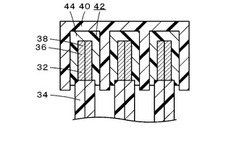
【課題】複数の導体セグメントの端部同士の接合部が露出したり接合部間の絶縁性が低下したりするのをより抑制する。
【解決手段】複数の導体セグメント30の端部36同士による複数の接合部38がキャップ40の複数の収容部42のそれぞれに収容されていると共に、それぞれの収容部42に、キャップ40とは異なる材料の充填材44が充填されている。これにより、充填材44にクラック(ひび割れ・裂け目)が生じたときに、接合部38が露出したり接合部38間の絶縁性が低下したりするのをより抑制することができる。
(もっと読む)
モールドモータ

【課題】ステータの組立時間の短縮と、組立性の向上したモールドモータを提供することを目的とする。
【解決手段】ステータコア21に取り付けられるインシュレータ5の一部にモールド成形時の支持部を露出するための切欠部54を設け、同切欠部54の外周に沿って補強リブ55をさらに設けて、インシュレータ5全体の強度を向上させる。
(もっと読む)
回転電機用端末モジュール及びこれを備えた回転電機
【課題】円弧状の回転電機用端末モジュールを厚さ方向の振動により強い構造とする。
【解決手段】円弧状の本体部32に埋設された第1〜第4バスバー41〜44が本体部32の内周面又は外周面から突出する突出部を有している。そして、本体部32の内周面に着目したとき、本体部32の一方の端部33に最も近い突出部41aと、それ以外のいずれか1以上の突出部である突出部42a,41b,42bとで、本体部32の厚さ方向の突出位置が異なっている。また、本体部32の内周面に着目したとき、本体部32の一方の端部33に最も近い2個の突出部41a,42aが、互いに厚さ方向の突出位置が異なっている。
(もっと読む)
クローポール型ブラシレスモータ
【課題】小型であっても容易に組立て可能なクローポール型ブラシレスモータを提供する。
【解決手段】クローポール型ブラシレスモータ1は、互いに対面交差する極歯30a〜30c,40a〜40cをそれぞれ有する一対のステータヨーク30,40と、極歯30a〜30c,40a〜40cの外周に配置されたコイル50と、ヨーク30,40及びコイル50が保持された保持部材60と、保持部材60の下方に配置された配線用基板70と、コイル50に対して回転可能に配置されたロータ10などを備えている。保持部材60には、配線用基板70に沿うような突起部65,66が形成されている。コイル50の巻回端部51,52は、突起部65,66のそれぞれに絡げられて固定された状態で、配線用基板70のランド部71,72に接続される。
(もっと読む)
回転電機のステータの組み付け方法
【課題】部品点数の増加を招くことなく、複数の分割コア片の組み付けとコイル導線の引き回しを容易に行うことのできる回転電機のステータの組み付け方法を提供する。
【解決手段】一つ目の分割コア片8−1に中性点側の引き出し部5Dnの引き出し位置と、給電側の引き出し部5Duの引き出し位置を設定する。一つ目の分割コア片8−1に対して、コイル導線5の巻回と、給電側の引き出し部5Duの引き回しと、中性点側の引き出し部5Dnの引き回しを行った後に、二つ目以降の分割コア片8−2,8−3…に対して、コイル導線5の巻回とともに、既にコイル導線5の巻回と引き回しを完了している分割片8−1等に跨る引き出し部5Dn(5Du,5Dv,5Dw)の引き回しを行う。
(もっと読む)
電動モータ
【課題】ステータの樹脂モールド時に、成形圧によりバスバーがインシュレータからずれることを防止できる電動モータを提供する。
【解決手段】リア側インシュレータ19には、コイル18の端部を電気的に接続するためのバスバー端子25を備えたバスバー17a,17b,17cが配設される。バスバー17a,17b,17cには、一端が開いたスリット状部を有するバスバー端子25が複数形成されており、各コイル18の端部が係合される。そして、帯状に形成されたバスバー17b,17cの環状の導体部が、リア側インシュレータ19に所定の間隔で設けられた複数の直線状の収納溝26に沿って一体に嵌め込まれている。収納溝26の開口部には、外径側に突出して複数の突起27が形成されており、各収納溝26に対して2個の突起27が所定の間隔で設けられ、バスバー17b,17cの環状部端面を係止している。
(もっと読む)
ステータの巻線方法、並びにインシュレータ、電動機のステータ、及び電動機
【課題】巻線の整列性を向上することができるステータの巻線方法、並びにインシュレータ、電動機のステータ、及び電動機を得る。
【解決手段】ステータコア1のティースに装着されたインシュレータ2に、ワイヤを巻き付けるステータの巻線方法であって、ワイヤをステータコア1の渡り線側からインシュレータ2の端部に案内する工程と、ワイヤをインシュレータ2の端部で突起23に引掛ける工程と、突起23を巻き始めとして、ステータコア1の渡り線側に向かってワイヤを巻き付ける工程とを有する。
(もっと読む)
電動機および電動送風機
【課題】巻線の巻き付けの際の各スロット絶縁の各凹部からのずれを防止しつつ、この巻き付けの作業性が低下しない電動機を提供する。
【解決手段】アーマチュア組立は、円柱状に形成した積層鉄心56を備える。積層鉄心56は、巻線を巻き付ける各凹部の一部をそれぞれ構成する複数の切欠部63を周囲に有する。アーマチュア組立は、円形状の絶縁端板57を積層鉄心56の軸方向の両端にそれぞれ取り付ける。各絶縁端板57は、各切欠部63のそれぞれに連通し各凹部の残りの他部をそれぞれ構成する複数の切欠凹部71を周囲に有する。アーマチュア組立は、各凹部のそれぞれを覆ってシート状のスロット絶縁59を備える。各スロット絶縁59は、積層鉄心56の軸方向の一端と一方の絶縁端板57との間に挟持する突出片部79,79を有する。
(もっと読む)
回転電機の固定子鉄心
【課題】電磁鋼板を積層して構成される回転電機の固定子巻線の絶縁部材の挿入作業性を向上させること。
【解決手段】固定子コアと、固定子コアのティース部分を絶縁する絶縁部材1A,1Bと、ティース部分にエナメル線を巻きつけて形成する巻線を備え、固定子コアの両端部より挿入される絶縁部材1A,1Aのいずれか一方の先端嵌合部5が斜め形状となっていることにより、挿入時に専用治具を使用することなく、作業性を向上させることができる。
(もっと読む)
駆動ユニット
【課題】駆動ユニットの軸方向長さを抑える。
【解決手段】所定の軸方向周りに回転自在に支持されたロータと、前記ロータの径方向外側に設けられたステータコアと、絶縁部材を介して前記ステータコアに巻線が複数回巻き回された巻線部と、前記絶縁部材に支持され、前記巻線部における前記軸方向外側の端面よりも前記軸方向内側で前記巻線の端部が接続され、外部からの電力が供給される端子と、を備える。
(もっと読む)
ステータの製造方法
【課題】挿入時に絶縁紙がずれにくいステータの製造方法を提供する。
【解決手段】ステータ10の軸方向に位置し、内周側に開口したスロット状溝31と該スロット状溝内へ径方向に進退する第1押込みパンチ1と軸方向に進退する第2押込みパンチ5とを有する挿入治具100を備え、絶縁紙の両端部をステータコイル接触面側に折り返した状態で絶縁紙の中央部を第1押込みパンチ1で内周側から外周側へ押込んで、絶縁紙をスロット状溝内へ挿入する絶縁紙挿入工程と、スロット状溝31とスロット7とを軸方向で位置を合わせ、第1押込みパンチ1を内周側に途中まで抜き戻してから、スロット状溝内へ挿入した絶縁紙を第2押込みパンチ5で軸方向から押込んで、絶縁紙をスロット内に移動させる絶縁紙移動工程とを有する。
(もっと読む)
回転電機およびそのステータコイルの結線ユニットの製造方法
【課題】この発明は、バスバーの絶縁ホルダへの装着完了後の外部給電端子あるいはコイル接続端子の曲げ工程を不要として、組立性を向上でき、かつ低コスト化を図ることができる回転電機およびそのステータコイルの結線ユニットの製造方法を得る。
【解決手段】ステータコイルの各相に対応して設けられるバスバー31U,31V,31Wは、それぞれ、不完全円環状に形成された基部31b、基部31bの周方向一端から径方向内方に延出する外部給電端子32U,32V,32Wおよびそれぞれ基部31bから径方向外方に延出し、基部31bの周方向に所定の間隔で配列され、集中巻コイルのコイル端末に接続される複数のコイル接続端子32bを有し、外部給電端子32U,32Vが、絶縁ホルダ33の径方向内方に位置するバスバー31V,31Wの基部31bの欠落部32c上を通って径方向内方に延出するように絶縁ホルダ33に保持されている。
(もっと読む)
回転電機の固定子、固定子用ホルダ、回転電機、及び自動車
【課題】バスリングについてコンパクトな配置構成とすることができる回転電機の固定子、固定子用ホルダ、回転電機及び自動車を提供する。
【解決手段】本実施形態の回転電機の固定子は、固定子鉄心と、前記固定子鉄心に巻装される複数の巻線と、前記巻線の各々を選択的に電気的に接続するバスリングであって相互に径寸法が異なる第1バスリング及び第2バスリングと、前記第1バスリング及び前記第2バスリングを保持するホルダ手段とを備え、前記ホルダ手段は、複数の前記第1バスリングを前記固定子鉄心の軸方向に並べて支持する第1支持部と、前記第2バスリングを、前記第1バスリングの径方向外側または径方向内側で支持する第2支持部とを備える。
(もっと読む)
1 - 20 / 1,325
[ Back to top ]