
Fターム[5H615SS12]の内容
電動機、発電機の製造 (29,087) | 製造・処理の工程、装置 (6,405) | 機械加工 (3,637) | 鋳造、ダイキャスト (61)
Fターム[5H615SS12]に分類される特許
1 - 20 / 61
電動機及び電動機の製造方法
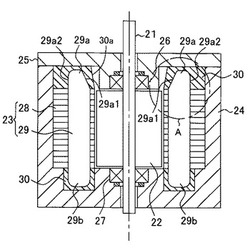
【課題】封止剤注入側のコイルエンドのステータ内周側への傾きを防止して、封止剤による封止効果を堅持する。
【解決手段】ステータコア28にステータコイル29が巻装されてステータ23が構成され、このステータ23全体または両側コイルエンド29a,29bを含むステータ一部が、一方のコイルエンド29a側から注入される封止剤30で覆われる電動機において、封止剤30が注入される側のコイルエンド29aのステータ内周側の面29a1をステータ外周側に傾斜させ、封止剤30の層厚を十分に確保するように構成した。
(もっと読む)
モータのステータコア及びその製造方法

【課題】向かい合う結合部の結合構造を強固にできるように構造が改善されたモータのステータコアを実現する。
【解決手段】同一方向に複数個の歯が等間隔で突延するよう金型で一体形成され、歯を中心に左右一定区間別ベンディング工程を通じて両端が相互結合して円筒形をなす少なくとも一つのステータコアボディーと、ステータコアボディーの両端に形成され、ステータコアボディーを円筒形に固定する固定ユニットと、ステータコアボディーの一部と複数個の歯の一側面を包むよう金型で一体形成された第1インシュレータと、第1インシュレータと対応する形状を有し、第1インシュレータとの結合によりステータコアボディーの一部と複数個の歯の一側面を一度で包むよう金型で一体形成された第2インシュレータとを備え、これら2つのインシュレータは、ステータコアボディーのベンディング工程中に歯を包む区間別に分離される、モータのステータコアが提供される。
(もっと読む)
モータおよびモータの製造方法
【課題】コイルからティースへ効率よく熱を伝導させて、モータの伝導効率を高める。
【解決手段】モータ1Aの静止部2Aは、内側樹脂部71Aと外側樹脂部72Aとを含む樹脂体234Aを、有している。内側樹脂部71Aは、ティース42Aとコイル233Aとの間、およびティース42Aとインシュレータ232Aとの間に、介在する。外側樹脂部72Aは、コイル233Aの周方向外側および軸方向外側を覆う。また、内側樹脂部71Aと外側樹脂部72Aとは、コイル233Aの径方向外側またはコイル233Aの径方向内側に配置された連続樹脂部73Aを介して、連続している。また、インシュレータ232Aは、ティースの周方向の側面に沿って広がる開口部66Aを、有している。当該開口部66Aにおいて、内側樹脂部71Aは、ティース42Aの周方向の側面と導線との双方に、接触している。
(もっと読む)
電動機用回転子
【課題】回転子エレメントの膨張を防止して、これらが固定子と接触するようになることを回避する誘導モーターを提供する。
【解決手段】回転子バー218を受け入れるスロット217を持つ複数の第1ラミネーション216aと第2ラミネーション216bを含む。同じくスロット227を持つ支持ディスク226は、ラミネーションの間に置かれる。その中に回転子バー218を滑り込ませる支持ディスク226は、回転子の回転速度が高いとき、回転子バー218が外向きに曲がるのを抑制する。回転子バー218は端部において、端末リング212,214によって更に拘束される。
(もっと読む)
ステータハウジングの製造方法
【課題】崩壊性中子を使用せずに、幾重にも蛇行した冷冷却水通路を有するステータハウジングを容易に製造可能なステータハウジングの製造方法を提供する。
【解決手段】ダイカスト鋳造のための金型は内周型15と図示を省略している外周型とから構成される。内周型15は成形しようとする冷却水通路と同形状のジャケットコア18を有しているとともに、ステータハウジングの軸心方向で固定型25Aと可動型25bとに分割されている。固定型25Aと可動型25bとを突き合わせるとともにこれに外周型を組み合わせて、それらのの間に隔離形成された製品形状部空間に溶湯を流し込んで鋳造を行う。ステータハウジングにはジャケットコア18の形状が転写されて、軸心方向長さ内で蛇行を繰り返しながら周方向で連続する冷却水通路が形成される。
(もっと読む)
同期リラクタンス・マシンのロータ及び同期リラクタンス・マシンのロータを製造するための方法
【課題】高いインダクタンス比Ld/Lqを有していて、機械的に頑丈で且つ高い速度であっても耐久性に優れ、且つ、経済的に製造することが可能である同期リラクタンス・マシンのロータを提供する。
【解決手段】ロータ・フレーム12は、磁気的に非伝導性の材料で作られ、ロータの磁極の外側表面から磁極の外側表面まで、ロータ・フレームの中を通って伸びる磁気的に伝導性の棒状の部材16,18が配置され、且つ、各棒状の部材16,18の全長は、ロータ・フレーム12の内側で非磁性材料により取り囲まれている。
(もっと読む)
かご形誘導電動機の回転子の製造方法
【課題】 大きさを変えることなく従来よりも高効率のかご形誘導電動機を製造できるようにする。
【解決手段】 ロータコアを構成する電磁鋼板の積厚方向が上下方向になるようにロータコアをキャビティ(C1、C2)内に収める。0.05[m/sec]以上0.2[m/sec]以下の低速層流充填速度で液相の純アルミニウムを、キャビティ(C1、C2)の下方からキャビティ(C1、C2)内に供給する。キャビティ(C1、C2)内に収められているロータコア200に接触しているときのアルミニウムの温度を、630[℃]以上660[℃]以下にする。
(もっと読む)
モータ用ケーシングの製造方法及びモータ用ケーシング
【課題】シール性に優れかつ求められた形状の流路を有するモータ用ケーシングを提供する。
【解決手段】螺旋流路に相当する螺旋部11と当該螺旋部11の途中部位同士を当該螺旋部11の中心軸La方向に接続して補強する補強部12とを有する中子10を主型の内部に配置して鋳造によりモータ用ケーシングを形成する。
(もっと読む)
コアレス電気機械装置及びコアレス電機機械装置用コイルバックヨークの製造方法
【課題】コアレス電気機械装置で大トルクを実現する。
【解決手段】相対的に移動可能な第1と第2の部材を有するコアレス電機機械装置は、前記第1の部材に配置された永久磁石200と、前記永久磁石と対向するように前記第2の部材に配置された空芯の電磁コイル100A、100Bと、前記電磁コイルを挟んで前記第1の部材とは反対側の位置において前記第2の部材に配置されたコイルバックヨーク115と、を備え、前記コイルバックヨークは、軟磁性体粉末と、前記磁性体粉末を結合させる絶縁性の結合材と、を含む成形体であり、前記電磁コイルを前記コイルバックヨークに投影したときに前記電磁コイルのコイル配線が投影される第1の領域115fにおいて前記磁性体粉末の量が相対的に多く、前記電磁コイルのコイル配線が投影されない第2の領域115gにおいて前記磁性体粉末の量が相対的に少なくなるように形成されている。
(もっと読む)
電動機用フレームの製造方法
【課題】大型化を招くことなく、しかも、冷却効率の向上を図ることができる電動機用フレームの製造方法を提供する。
【解決手段】電動機用フレームの製造方法は、冷却用ジャケット部を形成するための塩中子1を鋳型内に配置する工程と、鋳型内に溶融金属を鋳込み凝固させて電動機用フレームを成形する工程と、電動機用フレームに熱処理を施す工程と、電動機用フレーム内の塩中子1を溶解させて除去することによって冷却用ジャケット部を形成する工程とからなり、塩中子1は、円筒形をなしているとともに、塩中子1の一部を残して軸方向に延びる複数の仕切り壁形成溝2を有し、これら複数の仕切り壁形成溝2は、周方向に等間隔に、且つ、それぞれの延びる方向が交互に反対となるように設けられている。
(もっと読む)
かご形回転子及びその製造方法
【課題】銅或いは銅合金からなるバーとアルミダイキャストで成形される短絡環との電気的な接触を良好にすることができるかご形回転子及びその製造方法を提供する。
【解決手段】かご形誘導電動機のかご形回転子3を、外周部に周方向に所定の間隔を存して形成される複数のスロット6を有する回転子鉄心7と、各スロット6内に設けられるバー13と、回転子鉄心7の軸方向の両端部7B,7Bにアルミダイキャスト成型により設けられ、バー13を連結する短絡環9,9とを有して構成する。バー13を、銅或いは銅合金からなる管状部材14と、管状部材14内に充填される銅或いは銅合金からなる充填部材15とから構成し、管状部材14の両端部14Aを拡開する。
(もっと読む)
車両用交流発電機およびそれに搭載される整流装置の製造方法
【課題】この発明は、ケース内の設置スペースを効率的に利用して放熱面積を拡大でき、かつ部品点数が増大することなく、簡易に組み立てることができる車両用交流発電機およびそれに搭載される整流装置の製造方法を得ることを目的とする。
【解決手段】整流装置20は、それぞれ、断面弧状の筒体に作製された第1及び第2ヒートシンクベース28,34、及び第1及び第2ヒートシンクベース28,34の外周壁面に立設された放熱フィン29,35を有し、略同心状に、かつ径方向に並んで配設された第1及び第2ヒートシンク27,33と、第1及び第2ヒートシンクベース28,34の内周壁面に周方向に互いに離間して搭載された正極側及び負極側ダイオード21,22と、から構成され、第1及び第2ヒートシンクベース28,34は、正極側及び負極側ダイオード21,22が搭載された平板状のベース部材を円弧状に曲げ成形して作製されている。
(もっと読む)
アキシャルギャップ型モータ及びそのロータ製造方法
【課題】捲回巻きされた積層体により構成されるヨーク部をロータフレームを介してシャフト部に固定する際、ロータフレームとシャフト部を強固に固定することができるアキシャルギャップ型モータ及びそのロータの製造方法を提供する。
【解決手段】アキシャルギャップ型モータ10のロータ11は、回転軸方向に磁化され、周方向に所定の間隔で配置される複数の主磁石部41,…,41と、複数の主磁石部41,…,41の回転軸方向両側にそれぞれ配置される複数のヨーク部42,…,42と、周方向に隣り合う主磁石部41,…,41間にそれぞれ配置されて径方向に延びる複数のリブ31,…,31と、複数のリブ31,…,31の内径側及び外径側に設けられる内筒部32及び外筒部33と、を有するロータフレーム30と、を備える。そして、ロータフレーム30がダイカスト合金で鋳込みにより製造され、ロータフレーム30の内筒部32とシャフト部90との結合面が凹凸形状を有する。
(もっと読む)
アキシャルギャップ型モータ及びそのロータ製造方法
【課題】永久磁石を接着剤によって固定することなく工数削減が可能で、且つ、永久磁石のズレやガタを防止して永久磁石をロータフレームに確実に位置決めすることができるアキシャルギャップ型モータ及びそのロータの製造方法を提供する。
【解決手段】アキシャルギャップ型モータ10のロータ11は、回転軸方向に磁化され、周方向に所定の間隔で配置される複数の主磁石部41と、テープ状の電磁鋼板60を捲回巻きした積層体71により構成され、複数の主磁石部41の回転軸方向両側にそれぞれ配置される複数のヨーク部42と、周方向に隣り合う主磁石部41間にそれぞれ配置されて径方向に延びる複数のリブ31と、複数のリブ31の内径側及び外径側にそれぞれ設けられる内筒部32及び外筒部33と、を有し、ダイカスト合金からなるロータフレーム30と、を有する。主磁石部41は、その内周側に主磁石部41の位置ずれを防止する溝41aを有する。
(もっと読む)
回転電機のかご形回転子の製造方法及び製造装置
【課題】省エネルギーや生産性並びに省資源の面で問題がなく、且つ、鋳造製品の大形化を招来せず、製造コストも高くつかせることなくして、導体材料の鋳込みが充分にできるようにする。
【解決手段】回転子鉄心を配置した金型1(第1ないし第5の単位金型2〜6)の内部に、回転子鉄心のスロットを埋める導体と、この導体の両端部をそれぞれに短絡する短絡環とを形成する導体材料を鋳込んでかご形回転子を製造するものにおいて、金型1に油性の離型剤22を塗布し、その後に導体材料を鋳込むようにした。離型剤22は油性であるから、水分を含まず、その水分による金型1の温度降下が避けられる。よって、金型1に水溶性の離型剤を塗布した従来の導体材料の流れの悪化の問題が解消され、導体材料の鋳込みが充分にできるようになる。
(もっと読む)
回転電機フレームの鋳造方法及び鋳造装置
【課題】回転電機のフレームを、製造コストの低減を図りつつ、型抜き勾配を残さずに鋳造し得るようにする。
【解決手段】鋳造フレーム7´を、冷却装置13により、内型3の型抜き用の勾配における径小側で、径大側より低温に冷却することで、鋳造フレーム7´の温度が、内型3の径小側で低く、径大側で高くなる。そして、その後、離型して常温等により冷却するとき、鋳造フレーム7´には内型3の勾配に応じた勾配が内周面に当初残るものの、該鋳造フレーム7´の残った勾配における径小側は、温度が低く、熱収縮量が小さい。それに対して、鋳造フレーム7´の残った勾配における径大側は、温度が高く、熱収縮量が大きい。その結果、鋳造フレーム7´の径小側より径大側が多く縮径し、勾配がなくされる。
(もっと読む)
アルミニウムを含むスチールエンドリングによるダイキャストロータ
【課題】複数のセクションにエンドリングを分割することにより、リング全体の熱膨張の減少を通じて各セクションに対する熱膨張を制限する。
【解決手段】インダクタモータまたはインダクションジェネレータのロータ10は、第1エンドリング12を有する。第1リングは、第1スポーク30a〜により第1ハブ部24へ接続される。ロータは、第2エンドリングをも有し、第2リング14は、第2スポーク30a’〜により第2ハブ部24’へ接続される。第1エンドリングはコア18に固定される。第2エンドリングは、第1スポークが第2スポークと位置合わせされないように所定量だけ回転される。第2エンドリングは、第1エンドリング及びコアへ接続される。コア、第1エンドリング及び第2エンドリングは基材を形成する。アルミニウム導体は、キャストロータを形成するように、スペース及び第1及び第2スポークの周囲を満たす。
(もっと読む)
アキシャルギャップ型モータ及びそのロータの製造方法
【課題】ロータコアとロータフレームとを強固に一体化することができるとともに、一体化する際に磁石性能を維持することができるアキシャルギャップ型モータ及びそのロータの製造方法を提供する。
【解決手段】アキシャルギャップ型モータ10のロータ11では、周方向に隣り合う主磁石部41間にそれぞれ配置されて径方向に延びる複数のリブ31と、複数のリブ31の内径側及び外径側にそれぞれ設けられる内筒部32及び外筒部33と、を有するロータフレーム30がダイカスト合金によって鋳込まれる。また、主磁石部41,…,41の内周面及び外周面と、副磁石部43,…,43の長手方向両側面とが、積層体71の巻き始め部65と巻き終わり部66の断熱部67及び他の断熱部68によって覆われている。
(もっと読む)
永久磁石式回転電機
【課題】スキュー構造の回転子鉄心を有する永久磁石式回転電機において、短絡コイルを永久磁石の周囲に簡単な手法で組み込む。
【解決手段】スキュー角度に合わせて、導電性の板30の両面に導電性バー31a,32aと31b,32bを、導電性の板30の表面と裏面とで回転子の周方向にずれた位置に設ける。両面の導電性バー31a〜32bを短絡コイル挿入孔22a,22bに挿入した状態で、導電性の板30を鉄心部20a,20bに挟持させる。導電性バー31aと32aの先端、及び導電性バー31bと32bの先端同士を短絡接続して、短絡接続部33a,33bを形成する。鉄心部20a内には、導電性の板30−導電性バー31a−短絡接続部33a−導電性バー32aから成る短絡コイルが、鉄心部20b内には、導電性の板30−導電性バー31b−短絡接続部33b−導電性バー32bから成る短絡コイルが形成される。
(もっと読む)
アキシャルギャップ型モータ及びそのロータ製造方法
【課題】捲回巻きされた積層体により構成されるヨーク部とロータフレームとを強固に一体化でき、ロータの回転による遠心力やステータからの磁気吸引力に耐えうる剛性を確保することができるアキシャルギャップ型モータ及びそのロータの製造方法を提供する。
【解決手段】アキシャルギャップ型モータ10のロータ11は、回転軸方向に磁化され、周方向に所定の間隔で配置される複数の主磁石部41と、テープ状の電磁鋼板60を捲回巻きした積層体71により構成され、複数の主磁石部41の回転軸方向両側にそれぞれ配置される複数のヨーク部42と、周方向に隣り合う主磁石部41間にそれぞれ配置されて径方向に延びる複数のリブ31と、複数のリブ31の内径側及び外径側にそれぞれ設けられる内筒部32及び外筒部33と、を有し、ダイカスト合金からなるロータフレーム30と、を有する。
(もっと読む)
1 - 20 / 61
[ Back to top ]