
国際特許分類[B21B39/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 金属の圧延 (7,959) | 金属圧延機に連結され,または組込まれ,またはそれに関連する用途に特に適用されて,素材を移送し,支持し,または位置決めし,または素材の移送を制御する装置 (465)
国際特許分類[B21B39/00]の下位に属する分類
素材の供給または支持;制動装置または張力装置 (92)
素材の案内,位置決め,または整列 (187)
素材の回転,反転または類似の操作 (22)
グループ39/02,39/14,39/20の1グループ以上に包含される作用を遂行するために特に設計された装置または構造的結合 (1)
国際特許分類[B21B39/00]に分類される特許
71 - 80 / 163
連続成形機におけるロールライン
連続成形機におけるロールラインを開示する。少なくとも二つのセグメントロールライン(1,2)が鋼材を移送するために設けられる。各セグメントロールライン(1,2)は、ロール体(3,4)と、ロール体(3,4)を支持するためのベアリング(5)と、ベアリング収容部(6)とを備える。ロール体(3,4)は、二つの軸端部(7,8,9,10)およびリング(11)を有する。セグメントロールライン(1,2)の隣接軸端部(8,9)は、少なくとも部分的にリングの貫通孔内に配置されており、かつトルク伝達要素(t1)を介して接続されている。トルク伝達要素(T1)を潤滑化するために潤滑油を収容するための密閉室(12)が設けられている。密閉室(12)は貫通孔内にありかつリング(11)と第1および第2の隣接軸端部(8,9)の周表面との間に配置された封止要素(s1,s2)によって密閉されている。 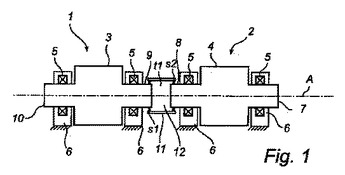 (もっと読む)
(もっと読む)
タイヤ用ビードコアの製造方法およびタイヤ用ビードコアの製造装置

【課題】成形フォーマに到達した断面多角形状のビードワイヤの軸回りに沿った姿勢を統一させる。
【解決手段】リール巻きされたビードワイヤWを巻き出す巻き出し装置16と、周方向に並べられ半径方向に移動可能に設けられるとともに、外周面に周方向溝13が形成された複数の弧状セグメント14を有する成形フォーマ15と、巻き出し装置16と成形フォーマ15との間に配設されるとともに、軸線回りに回転可能に支持され、かつビードワイヤWが巻き付けられるローラ12a、12b、17a、17b、20a、20b、21a、21b、22bを有する複数のローラ装置12、17、20、21、22と、が備えられたタイヤ用ビードコアの製造装置10を用い、ビードワイヤWを、前記複数のローラ装置における各ローラに、ビードワイヤWを巻き出すときのリール11の回転方向と同じ方向に巻き付けながら成形フォーマ15側に向けて移送する。
(もっと読む)
加熱スラブ転回装置の制御方法およびその制御システム

【課題】圧延機に装入される前のスラブの転回工程時にスラブを安定に吊り上げることができ、またその転回工程を自動化する技術を提供する。
【解決手段】加熱炉で加熱されたスラブを圧延する圧延機を備えた圧延ラインにおいて、圧延機で先行スラブが圧延されている間に圧延機の上流側で後行スラブを、把持爪21aを水平基台13の前後左右に有するトング機構方式の把持部材21で把持し、吊り上げて転回させるスラブ転回装置の制御方法であり、スラブ転回装置の把持部材21を支持している旋回部15が自由に旋回できる状態で、把持部材21の先端の把持爪21aを閉じて、その閉じる力により旋回部15をスラブSの傾き角度と同じ角度に自由旋回させ、スラブの側面に全ての把持爪21aを当接させるようにした後、トング機構により把持爪21aでスラブS側面を把持することにより、圧延機に装入される前のスラブSを安定に吊り上げることができる。
(もっと読む)
熱延の冷却装置および冷却方法
【課題】鋼板の連続熱延の仕上げ圧延後の冷却工程において、鋼板先尾端の形状を安定させ、かつ鋼板の振動を抑制することができる熱延の冷却装置および冷却方法を提供する。
【解決手段】連続熱間圧延の仕上げ圧延機2の下流側に配置され、仕上げ圧延機2で圧延された鋼板3を搬送しながら冷却する熱延の冷却装置において、鋼板3の表面温度が800℃以下になる位置に、0.4kg/mm2以上の張力を仕上げ圧延機2側にかけて鋼板3を挟持する圧延形状矯正用ピンチロール10が配置される。圧延形状矯正用ピンチロール10により、鋼板3の先端部および尾端部における波状のうねりを低減させ、仕上げ圧延の精度を向上させるとともに、均等な冷却を行うことができる。
(もっと読む)
ランナウトテーブルおよびストリップの搬送方法
【課題】定常ロールピッチ部と比較してストリップ先端部の落ち込みが大きく搬送ロールと衝突する深さが深くなる広ロールピッチ部で発生するストリップ先端部の浮上や折れ込みを回避し、安定したストリップの搬送が可能なランナウトテーブルおよびストリップの搬送方法を提供すること。
【解決手段】搬送ロールのパスレベルが水平である定常ロールピッチ部を複数有し、定常ロールピッチ部と定常ロールピッチ部の間を当該定常ロールピッチ部におけるロールピッチよりも広く空けているランナウトテーブルにおいて、下流側の定常ロールピッチ部を上流側の定常ロールピッチ部よりも鉛直方向に低く配置して、定常ロールピッチ部が水平で定常ロールピッチ部と定常ロールピッチ部の間が搬送方向に下りとなる、搬送ロールのパスレベルに段差を設けて階段状としたことを特徴とするランナウトテーブル。
(もっと読む)
熱間圧延設備における鋼材の搬送制御装置及び方法
【課題】全体の搬送効率をできるだけ低下させないで、粗圧延後の粗バーの先端部を加熱できるようにする。
【解決手段】熱間圧延設備では、粗圧延機101、誘導加熱装置103、粗圧延後の鋼材(粗バー)100のクロップを剪断する剪断機104、及び仕上圧延機105が順に配置されている。搬送制御装置200は、粗バー100の搬送速度を剪断機104に通板させるために減速させる際に、減速完了時における粗バー100の先端位置が、誘導加熱装置103の入側位置又はそれよりも上流位置となるように制御する。この場合に、搬送制御装置200では、減速完了時における粗バー100の先端位置が、予め設定した減速完了位置となるように、現在の搬送速度V1と、予め設定した剪断速度V2と、所定の加減速率αとに基づいて減速開始位置を演算する。
(もっと読む)
鋼板連続処理ラインの速度制御装置、並びに通板速度予測装置、これを用いた鋼板連続処理ラインの速度制御方法、および鋼板の製造方法。
【課題】与えられたルーパ容量内で、鋼板連続処理ラインの停止を可及的に防止し得る鋼板連続処理ラインの速度制御装置、並びに通板速度予測装置、これを用いた鋼板連続処理ラインの速度制御方法、および鋼板の製造方法を提供する。
【解決手段】この鋼板連続処理ライン1に付設される通板速度予測装置70は、そのガイダンス計算機50が、ライン制御用計算機40から取得した現在のライン情報に基づいて、将来の各セクションでの通板速度、将来の各ルーパ位置、ライン上での将来の鋼板の接続点位置等を予測計算し、その結果を、表示装置60が画面に表示する。ラインの運転者Mは、その表示された情報を元に各セクションの通板速度を決定することができる。
(もっと読む)
条鋼圧延におけるミル間トラフ
【課題】 安定した圧延を可能にすると共にサイズ替え作業の負荷の軽減及び迅速化を図る。
【解決手段】 固定台8とこの固定台に対して昇降可能である可動台とからなる架台1と、この架台の高さを調整する架台高調整機構2と、架台上に配置されているトラフ本体3と、このトラフ本体に設けてあって通過材を案内するサイドガイド板5を有しているサイドガイド4と、サイドガイド板の対向間を調整するためのサイドガイド間隔調整機構6とを備えており、トラフ本体3は架台高調整機構2に連動する架台1の可動台を介してサイドガイド4を支持しているトラフ本体3は昇降可能である。
(もっと読む)
ロール
【課題】被洗浄面にたいするグリップ力が高く、且つ被洗浄面からの液体除去性能に優れたロールを提供する。
【解決手段】鋼板、非鉄金属板、樹脂板、あるいはフィルム状からなる被洗浄面に付着した水分、油分、あるいは薬品成分等の液体の除去、搾取、洗浄、前記被洗浄面にたいする張力の付与、あるいは前記被洗浄面を搬送する為のロール1において、前記ロール1はロール部2及び台座3を有し、前記ロール部2は前記台座3の外周に形成されてあると共に、不織布からなり、外周に線状及び/又は斑点状の窪み部7a、7bが形成されてあるものである。
(もっと読む)
搬送装置及び熱間圧延装置、並びに搬送方法及び熱間圧延方法
【課題】熱間圧延を高温・高速化しつつも、搬送ローラの破損を防ぐことができる搬送装置及び熱間圧延装置、並びに搬送方法及び熱間圧延方法を提案する。
【解決手段】所定間隔で並列に支持された複数本の搬送ローラ5a,6aを有し、該搬送ローラ5a,6aによって、圧延機から保加熱炉6内へと被工作物Yを搬送する搬送装置であって、前記保加熱炉6の上流で、該保加熱炉6内の前記搬送ローラである炉内ローラ6aに前記被工作物Yが与える衝撃の大きさを予測するためのデータを取得する衝撃予測用データ採集部12と、前記衝撃予測用データ採集部12が取得した前記データから衝撃の大きさを予測し、該衝撃の大きさに応じて、前記保加熱炉6内での前記被工作物Yの搬送速度を調節する制御部11とを備える。
(もっと読む)
71 - 80 / 163
[ Back to top ]