
国際特許分類[B21C9/00]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 圧延以外の方法による金属板,線,棒,管,型材または類似の半製品の製造;実質的に材料を除去しない金属加工と関連して用いる補助作業 (3,382) | 引抜材料の冷却,加熱または潤滑 (115)
国際特許分類[B21C9/00]の下位に属する分類
それらのための構成の選択 (2)
国際特許分類[B21C9/00]に分類される特許
11 - 20 / 113
金属線材の熱処理装置
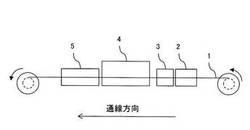
【課題】 本発明の目的は、コンパクトな構成で且つ少ない工数で伸線潤滑剤の炉内への持ち込みを解決し、金属線材の表面疵を防止できる金属線材の熱処理装置を提供することである。
【解決手段】 本発明は、加熱炉と冷却装置とを有し、前記加熱炉と前記冷却装置とに複数の金属線材を並列で連続的に挿入しながら該金属線材を熱処理する金属線材の熱処理装置において、前記加熱炉の前段に前記金属線材の表面を研磨する研磨機と前記金属線材の表面を拭取る拭取り機とが順に配置され、前記金属線材は前記研磨機、前記拭取り機、前記加熱炉、および前記冷却装置の順で通線される金属線材の熱処理装置である。
(もっと読む)
金属管の引抜装置および引抜方法

【課題】金属管の引抜方法において、内面潤滑を改善し、長い素管の引抜や高速引抜における焼付きを防止する。
【解決手段】金属製素管(10)の外面を成形するダイス(1)と内面を成形するプラグ(6)と間に通すことで加工する引抜装置(31)において、前記プラグ(6)を支持するロッド棒に前記素管(10)の内面に接触した状態に取付けられて、素管(10)の内面に付着させた潤滑油(L)を塗り拡げる中子(21)を備える。
(もっと読む)
溶融はんだめっき線の製造方法
【課題】無酸素銅(OFC)を用いる場合に比して、軟質銅線を製造する上において、はんだめっき槽への浸漬時間をより短時間で行うことができ、更なるめっきラインの増速化を実現することができる溶融はんだめっき線の製造方法を提供する。
【解決手段】不可避的不純物を含む純銅に、2〜12massppmの硫黄と2を超え30massppm以下の酸素と4〜55massppmのチタンを含む希薄銅合金材料に対して最終線径に伸線加工を施して伸線材を作製する工程と、該伸線材を溶融はんだめっき槽に浸漬することで伸線材の表面に溶融はんだめっき層を形成する溶融はんだめっき工程とを備え、溶融はんだめっき工程の熱量によって伸線材を軟質銅線に変質させることを特徴とする溶融はんだめっき線の製造方法。
(もっと読む)
オーステナイト系ステンレス鋼線の伸線加工方法及び装置
【課題】設備費がかからず、また、温度コントロールを安定しておこなうことができる。
【解決手段】加熱された液状の潤滑剤内に、張力が加えられたオーステナイト系ステンレス鋼母線を通して、この母線を加熱する工程と、加熱された母線を引き抜き加工する工程と、を具備するオーステナイト系ステンレス鋼線の伸線加工方法。
(もっと読む)
温間伸線用ステンレス鋼線材及びその伸線方法
【課題】安価な通電加熱方式であっても安定的に加熱することができ、これにより伸線加工に要するトータルコストを大幅に低減することができる温間伸線用ステンレス鋼線材及びその伸線方法を提供すること。
【解決手段】グラファイトを含有する潤滑被膜を表面に有し、300℃における摩擦係数が0.3以下であり、且つ体積抵抗率が1×10−4Ω・m以下であることを特徴とする通電加熱による温間伸線用ステンレス鋼線材および該温間伸線用ステンレス鋼線材を通電加熱により50〜600℃に加熱してから伸線加工することを特徴とする温間伸線用ステンレス鋼線材の伸線方法。
(もっと読む)
伸線装置、及び伸線方法
【課題】本発明は、平滑で清浄な表面を有する金属線を製造する伸線装置、及び伸線方法を提供する。
【解決手段】伸線装置1は、金属線材50を伸線ダイス60への進入部において潤滑液240に浸漬させる浸漬手段と、前記潤滑液240に浸漬した前記金属線材50を1つ以上の伸線ダイス60に通して走行させる走行手段とを有する。前記伸線ダイス60又は前記潤滑液240と、前記金属線材50との間のバイアス電圧を制御する電圧制御手段を有することを特徴とする。
(もっと読む)
金属細線の製造方法及び金属細線
【課題】金属線を引き伸す際の加工性向上を図りつつ、引き伸された金属線の強度低下をなるべく抑制することを目的としている。
【解決手段】金属線を引き伸して金属細線を製造する方法である。前記金属線を引き伸す工程(a)と、前記工程(a)で引き伸された金属線をさらに引き伸す工程(b)とを備えている。前記工程(a)と前記工程(b)との間で、前記金属線を構成する金属が再結晶しない条件で、前記金属線を加熱する中間加熱工程(c)をさらに備えている。
(もっと読む)
潤滑油清浄装置およびこれを備える抽伸機、並びに潤滑油の清浄方法およびこれを用いる引抜加工方法
【課題】使用済み潤滑油に混入した鉄粉およびスラッジを効率よく除去し、引抜加工に再使用された際に金属管に発生する内面汚れを抑制できる潤滑油清浄装置を提供する。
【解決手段】回収された使用済み潤滑油を貯蔵するダーティータンク12と、ダーティータンク12から供給された潤滑油中の異物を除去する遠心分離機14と、遠心分離機14を通過させた潤滑油を貯蔵する第1クリーンタンク15と、第1クリーンタンク15から供給された潤滑油中の異物を除去する濾過装置16と、濾過装置16を通過させた潤滑油を貯蔵する第2クリーンタンク17と、第1クリーンタンク15に貯蔵された潤滑油の一部をダーティータンク12に排出する第1調整ライン18と、第2クリーンタンク17に貯蔵された潤滑油の一部を第1クリーンタンク15および/またはダーティータンク12に排出する第2調整ライン19とを備えることを特徴とする潤滑油清浄装置である。
(もっと読む)
温間鍛造用ステンレス鋼線材およびその塑性加工方法
【課題】通電加熱性と温間潤滑性に優れるステンレス鋼線材および塑性加工方法を提供し、安定して高生産性の温間鍛造を実施することで冷間鍛造部品,非磁性部品,高強度部品,切削加工部品等のステンレス鋼部品の製造コストを大幅に下げる。
【解決手段】 グラファイトを含有する潤滑被膜を表面に有し、前記潤滑皮膜の300℃における摩擦係数が0.3以下であり、且つ体積抵抗率が1×10-4Ω・m以下であることを特徴とする温間鍛造用ステンレス鋼線材および塑性加工方法。
M=551−462(C+N)−9.2Si−8.1Mn
−29(Ni+Cu)−13.7Cr−18.5Mo・・・・・・・(a)
ここに、C,N,Mn,Ni,Cu,Cr,Moは各成分の質量%を示す。
(もっと読む)
金属管の引抜方法
【課題】ロッドの吐出口から素管の内面に潤滑剤を供給しながら引抜く引抜方法において、中子のような塗布用部材を用いることなく、素管の周方向においても長さ方向においても潤滑剤を過不足なく付着させる。
【解決手段】金属製素管(2)を、外面を成形するダイス(10)と内面を成形するプラグ(11)と間に通して引抜きながら、前記プラグ(11)を支持するロッド(20)の外周面に設けられた吐出口(21)から、素管(2)の上下方向の中心よりも高い上側領域(40)に向かって断続的に吐出させた潤滑剤(L)を、素管(2)内面の最も高い位置(P1)を含む部分に吹き付けて付着させる。
(もっと読む)
11 - 20 / 113
[ Back to top ]