
国際特許分類[B21D5/01]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 直線にそった金属板の曲げ,例.単純なカーブの成形 (659) | ラムとアンビルまたはアバットメントの間での曲げ (256)
国際特許分類[B21D5/01]に分類される特許
71 - 80 / 256
管体成型プレス機及び管体成型プレス方法
【課題】
成型工程が少なく、成型を高速に行うことが可能な管体成型プレス機及び管体成型プレス方法を提供することにある。
【解決手段】
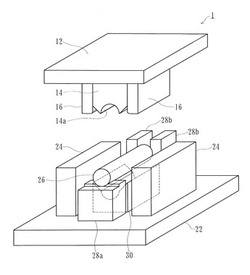
略直方体状で、上面に長手方向に伸びて穿設された断面円弧状の丸凹面を有すると共に、上面の両長手角から丸凹面に向かって傾斜面を有する下型と、下型の上方に位置し、下型の丸凹面に咬合可能に横臥する円柱型と、下型の長手方向の両側に、上端面が円柱型の上方に突出するサイドガイドと、サイドガイドの上端面よりも上の円柱型の上方に位置し、円柱型に咬合可能な下向きの断面円弧状の丸凹面を有する上型とを備え、サイドガイドの上端面に載置された板材を、下降する上型の丸凹面と円柱型の外周面との間で断面円弧形に成型しつつ、上型で押し下げられた円柱型の外周面と下型の丸凹面との間で断面円弧形に成型し、もって板材を管体に成型することを特徴とする。
(もっと読む)
搬送ローラーの製造方法及び搬送ユニット並びに印刷装置

【課題】搬送特性の低下を抑制できる搬送ローラーの製造方法を提供する。
【解決手段】記録媒体を搬送する搬送ローラー31を製造方法する。板材を曲げて略円筒状の円筒部材16を形成するとともに、円筒部材の端部に切り欠き形状を有する位置決め部73を形成する第1工程と、円筒部材の長さ方向で位置決め部よりも中央側で円筒部材を支持した状態で円筒部材の所定箇所に曲げ荷重を付与して、第1工程で円筒部材に生じた軸曲がりを矯正する第2工程と、を有する。
(もっと読む)
搬送ローラー及び搬送ローラーの製造方法
【課題】搬送不良の発生しにくい搬送ローラー及び搬送ローラーの製造方法を提供すること。
【解決手段】金属板の対向する一対の端部が近接する、あるいは当接するように円筒状に形成され、前記一対の端部間に継ぎ目を有するローラー本体を備え、前記一対の端部のうち少なくとも一部は、前記ローラー本体の内周面側に突出し前記内周面を押圧する突出部を有する。
(もっと読む)
ロータリーカム式プレス装置
【課題】負角成形されたワークから負角成形型を直ぐさま引き離すことのできるロータリーカム式プレス装置を提供する。
【解決手段】ワークWを保持する下型2と、前記下型に回動自在に設けられ、負角成形型30を有するロータリーカム3と、前記下型においてシーソー状に回動自在に軸支され、前端側7aにより前記ロータリーカムを押圧可能なスライド板7とを備え、上吊カム10は、前記スライド板に沿って前進可能に設けられ、前記上吊カムが前記スライド板に沿って前進することにより前記スライド板の前端側が前記ロータリーカムを押圧し、前記上吊カムが前記負角成形型に対して圧接可能な状態となされ、前記上吊カムが後退することにより前記スライド板の前記ロータリーカムに対する押圧状態が解除され、前記負角成形型が前記ワークから引き離される方向に前記ロータリーカムが回動可能となる。
(もっと読む)
曲げ加工機
【課題】煩雑な作業を要することなく、製品の加工精度のバラツキを少なくすることができるようにする。
【解決手段】互いに揺動自在に枢支された第1レバー10及び第2レバー11を備えると共に、第1レバーに枢支されつつスライド可能な第1枢支部材12、及び、第2レバーに枢支された第2枢支部材13を備えたトグルリンク機構4と、第1レバーと第2レバーとを開脚させるよう両レバー同士の枢支点9aを押圧する押圧機構5と、第1枢支部材によって被加工部材Bに押し付けられる曲げパンチ3と、常時は第2枢支部材に当接して第1枢支部材の側と反対側に後退するのを阻止し、曲げパンチと被加工部材との間の荷重Pが所定値を越えて高まった際に、第2枢支部材の前記後退を許容する反力解放機構6とを備えた。
(もっと読む)
搬送ローラーの製造方法
【課題】真円度が高く、反りが少ない搬送ローラーの製造方法を提供する。
【解決手段】矩形板の対向する一対の端部を互いに近接させ、あるいは当接させるように曲げて搬送ローラー本体を形成する曲げ加工を行うステップS1と、曲げ加工によって生じた搬送ローラー本体の内部応力を、加熱して低減させる熱処理処理を行うステップS2と、を有する搬送ローラーの製造方法を採用する。
(もっと読む)
板曲げプレス
【課題】耐力が大きい板材であっても適正なシームギャップを有するパイプ半製品を製造することができる板曲げプレスを提供する。
【解決手段】板材を成形してシームギャップGを有するパイプ半製品を形成するために使用される板曲げプレスであって、上下一対の金型Mと、上金型MAを下金型MBに向かって移動させる油圧シリンダ10と、油圧シリンダ10と上金型MAとを連結するプレートPとを備えており、プレートPの側面には、上金型MAの移動方向に対して直交する方向への板材の移動を制限し、板材が上下一対の金型Mによって加圧された状態において、板材の端部間の距離をプレートPの厚さ以上に維持する間隔保持手段が設けられている。
(もっと読む)
機械抵抗の局所変化を有するステンレス鋼
本発明は、主に、最小で10.5質量%のCrおよび最大で1.2質量%のCを含むステンレス鋼板であって、その微細構造は、マルテンサイト系またはオーステノ−マルテンサイト系であり、そして少なくとも2体積%のマルテンサイト含み、この鋼板の残りのマルテンサイト系含有量よりも少なくとも10%小さいマルテンサイト系含有量を含み、この局所的部分は、この鋼板の厚さと少なくとも部分的に同じ厚さであることを本質的に特徴とする鋼板、に関する。また、本発明は、この鋼板の製造方法およびこの鋼板の変形によって得ることができる鋼製部品、に関する。 (もっと読む)
金属缶胴の製造方法
【課題】板厚の薄い金属板を素材とする場合でも、適正な形状の角筒型缶胴を効率的に製造することができる金属缶胴の製造方法を提供する。
【解決手段】金属板の円筒体を被成形材とし、断面山形状の加工面を有する外型により、円筒体を内側方向に押圧して側壁部を成形するとともに、先端に断面円弧状の加工面を有する内型により、円筒体を外側方向に押圧して角部を成形する金属缶胴の製造方法であって、外型加工面の開角θ(°)、外型加工面の頂部の曲率半径R(mm)、内型加工面の曲率半径r(mm)、金属板の板厚t(mm)および金属板の降伏強度σ(N/mm2)が特定の関係を満足する条件で、外型と内型による缶胴の成形を行う。
(もっと読む)
プレス曲げ加工用下型及びこれを用いた工具
【課題】曲げ加工し得るU形金具の深さ寸法を拡大することができ、加工に関わる作業者にとって安全な曲げ加工を実現すること。
【解決手段】上面に左右方向に延びる凹溝を有し曲げ加工装置に固定されるブロック本体と、このブロック本体の前記凹溝内に収容され凹溝の軸の周りに揺動運動可能な回転ブロックとから成り、回転ブロックの上面には上型の刃先を受け入れる加工溝が形成されているプレス曲げ加工用下型である。ブロック本体は凹溝の前後両側に前側肩部と後側肩部を有し、前側肩部の高さ寸法は後側肩部の高さ寸法よりも小さく設定されて前側肩部と後側肩部との間で段差が設定されている。
(もっと読む)
71 - 80 / 256
[ Back to top ]