
国際特許分類[B21D5/01]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 直線にそった金属板の曲げ,例.単純なカーブの成形 (659) | ラムとアンビルまたはアバットメントの間での曲げ (256)
国際特許分類[B21D5/01]に分類される特許
61 - 70 / 256
搬送ローラー、搬送ユニット、印刷装置及び搬送ローラーの製造方法
【課題】時間の経過による反りを低減できる搬送ローラー、搬送ユニット、印刷装置及び搬送ローラーの製造方法を提供する。
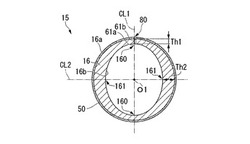
【解決手段】金属板をプレス加工して、その一対の端部61a,61bを互いに対向させて円筒状に形成され、一対の端部61a,61b間に繋ぎ目80を有するローラー本体16を備える搬送ローラー15であって、ローラー本体16の軸心O1と直交する断面形状において、繋ぎ目80と軸心O1とを通る第1直線CL1において互いに対向する第1軸心対向部160の厚みTh1が、軸心O1において第1直線CL1と直交する第2直線CL2において互いに対向する第2軸心対向部161の厚みTh2よりも小さく構成されている。
(もっと読む)
板金加工方法

【課題】金属板に波形部と位置決め用の複数の孔とを高い精度で加工成形できるとともに、後工程の加工も精度良く実行することができる板金加工方法を供する。
【解決手段】共通のプレス金型により金属板2にプレス曲げ加工による波形状の波形部wを成形すると同時に、プレス打ち抜き加工による位置決め用の複数の孔p,qを穿孔し、波形部wに対して所定距離離れて平行に複数の孔p,qを配列した成形金属板2を加工形成する板金加工方法。
(もっと読む)
搬送ローラーの製造方法
【課題】搬送不良の発生しにくい搬送ローラーを製造する搬送ローラーの製造方法を提供する。
【解決手段】金属板の対向する一対の端辺が互いに近接する、あるいは当接するように前記金属板を曲げて円筒体16を形成する曲げ加工工程と、前記曲げ加工工程で形成された前記円筒体16の内部に芯部材CRを配置した状態で前記円筒体16の外周面を研磨する研磨工程とを含む。
(もっと読む)
搬送ローラーの製造方法及び搬送ローラーの製造装置
【課題】搬送不良の発生しにくい搬送ローラーを製造すること。
【解決手段】対向する一対の端面を有する金属板を曲げることで、円筒状のローラー本体を形成する曲げ加工工程を含み、前記曲げ加工工程では、前記一対の端面を削りつつ、前記一対の端面が互いに近接する、あるいは当接するように前記金属板を曲げる。
(もっと読む)
搬送ローラーの製造方法
【課題】円筒軸に成形される前の金属板に端面の調整を施したとしても、円筒軸の径や真円度等の精度を向上できる搬送ローラーの製造方法を提供すること。
【解決手段】本発明は、金属板30の一対の端面34、34を対向させ円筒状に成形された搬送ローラーの製造方法であって、金属板30を成形する金属板成形工程と、一対の端面34、34のうち少なくとも一方の端面を調整する調整工程と、金属板30を曲げて円筒状に成形する曲げ工程とを有し、金属板成形工程では、調整工程で金属板30に生じる変形に応じた形状で金属板30を成形する、という方法を採用する
(もっと読む)
搬送ローラーの製造方法
【課題】金属板を円筒状に曲げた円筒軸を搬送ローラーとして使用する場合に、円筒軸の真円度を向上できる搬送ローラーの製造方法を提供すること。
【解決手段】本発明は、金属板30の一対の端面34、35を対向させ円筒状に成形された搬送ローラーの製造方法であって、略丸棒状の芯部材208周りに金属板30を曲げて一対の端面34、35を互いに対向させて円筒状に成形する曲げ工程を有し、該曲げ工程で用いられる芯部材208は、その外周面208aの、一対の端面34、35に対応する箇所を切り欠いた切欠部208bを備えている、という方法を採用する。
(もっと読む)
パンタグラフ式ジャッキのアッパアーム又はロアアームの製造装置
【課題】アーム側面の曲げ工程の前に、アーム側面にフランジやリブ等を形成することができる、パンタグラフ式ジャッキのアッパアーム又はロアアームの製造装置を提供すること。
【解決手段】凹部211が形成された下型210と、少なくとも2分割された型状部300a,300bとを有し、下型210の凹部211の上方にアーム形状板Wが搬送されるとほぼ拡大状態の上型300の型状部300a,300bによりアーム形状板Wを押して凹部211内に移動させ、アーム形状板Wの両側面を曲げ加工し、アーム形状板Wの両側面を曲げ加工後、型状部300a,300bを拡大状態から縮小状態に戻して上昇させる。
(もっと読む)
搬送ローラーの製造方法、印刷装置、搬送ユニット及び搬送ローラー
【課題】円筒軸に成形される前の金属板に端面の調整を施したとしても、円筒軸の径や真円度等の精度を向上できる搬送ローラーの製造方法、搬送ユニット及び印刷装置を提供すること。
【解決手段】本発明は、金属板30の一対の端面34、34を対向させ円筒状に成形された搬送ローラーの製造方法であって、金属板30の一対の端面34、34のうち少なくとも一方の端面34と金属板30の板厚方向での一板面31bとで形成される角度βが90°よりも大きくなるように調整するとともに、端面34の延在方向での金属板30における一対の第2端面35の一板面31b側と一板面31bとで形成される角度α1がいずれも90°よりも大きくなるように調整する調整工程と、一板面31bと逆側の他板面31aが外周面となるように金属板を曲げて一対の端面の少なくとも外周面側を互いに当接させて円筒状に成形する曲げ工程とを有する、という方法を採用する
(もっと読む)
管体成型プレス機及び管体成型プレス方法
【課題】
成型工程が少なく、成型を高速に行うことが可能な管体成型プレス機及び管体成型プレス方法を提供することにある。
【解決手段】
略直方体状で、上面に長手方向に伸びて穿設された断面円弧状の丸凹面を有すると共に、上面の両長手角から丸凹面に向かって傾斜面を有する下型と、下型の上方に位置し、下型の丸凹面に咬合可能に横臥する円柱型と、下型の長手方向の両側に、上端面が円柱型の上方に突出するサイドガイドと、サイドガイドの上端面よりも上の円柱型の上方に位置し、円柱型に咬合可能な下向きの断面円弧状の丸凹面を有する上型とを備え、サイドガイドの上端面に載置された板材を、下降する上型の丸凹面と円柱型の外周面との間で断面円弧形に成型しつつ、上型で押し下げられた円柱型の外周面と下型の丸凹面との間で断面円弧形に成型し、もって板材を管体に成型することを特徴とする。
(もっと読む)
車両用構造部材及びその製造方法
【課題】パイプを主体とする構造部材と比べて同等以上の剛性が得られ、かつ、軽量化及び低コスト化を図ることができる車両用構造部材及びその製造方法を提供すること。
【解決手段】帯状金属素材100を断面略コ字状とする予備曲げ工程と、円弧状に成形して管状本体部とする本体曲げ工程とを有する。本体曲げ工程は、第1凹型51と第1凸型52とを用い、帯状金属素材100のカール片部12を第1凸型52側に位置させた状態で、帯状金型素材100を第1凹部510と第1凸部520との間に挟むことによって、略円弧状を呈する管状本体部11を成形する第1本体曲げ工程を有する。第1本体曲げ工程に用いる第1凸型52は、第1凸部520の表面に長手方向に沿って伸びる第1突出角部523を平行に複数設けてなる。第1本体曲げ工程の実施により、管状本体部11の内面に第1突出角部523に押圧された圧痕181を長手方向に沿って複数形成する。
(もっと読む)
61 - 70 / 256
[ Back to top ]