
国際特許分類[B21D5/01]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 直線にそった金属板の曲げ,例.単純なカーブの成形 (659) | ラムとアンビルまたはアバットメントの間での曲げ (256)
国際特許分類[B21D5/01]に分類される特許
31 - 40 / 256
防水性を有した金属ケース及び防水性を有した金属ケースの製造方法
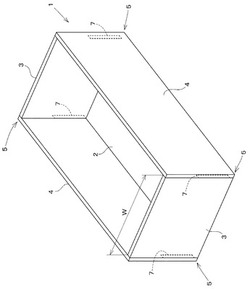
【課題】底板2とこの底板2の外周に沿って立ち上がる複数の側板3,4とを有し、底板2外周の角部では互いに交差隣接する側板3と側板4とによりケース隅部5が形成された金属ケースにおいて、ケース隅部5の内側に、いちいち目張り用樹脂を塗布しなくても金属ケースに防水性をもたせることができるものとし、それによって高効率且つ低コストに製造することができるようにする。
【解決手段】ケース隅部5には、一方の側板3の端面部3aと他方の側板4の板面とが当接する状態で、端面部3aに凹凸を伴って生じた破断痕を板面に塑性変形させつつ馴染ませて形成した圧密接合部7が設けられている。
(もっと読む)
金属管の製造装置

【課題】平板状のワークをプレス金型を用いて円筒管に成形するものであって、最終的に円筒状に成形したときでも、ワークの側端部を確実に一致させることができ、生産性、作業環境的にも好ましく、しかも、設備全体が管を製造するアタッチメントとして種々のプレス装置に簡単に取り付けて使用することもできる、管の製造装置を提供する。
【解決手段】管の製造装置は、受け型10に半円状の主型面10aを形成し、第1加圧型21に形成した第2加圧型面21bと、第2加圧型23に形成された第3加圧型面23aと、が協同することにより半円状となるようにし、これら主型面10a、第2加圧型面21b及び第3加圧型面23aを用いて平板状のワークWを円筒状に成形するものであり、管Pの成形時に、管Pの合わせ部分、つまりワークWの両側端部Weが合致しうるように、受け型10の補助型面10bと第1加圧型面21aがワークWの両側端部Weを円弧状に予備成形することを特徴とする。
(もっと読む)
プレス曲げ加工用下型
【課題】曲げ加工により製作されるU字形の金具の深さ寸法を拡大することができ、加工に関わる作業者にとって安全な曲げ加工を実現すること。
【解決手段】上面に左右方向に延びる凹溝を有し曲げ加工装置に固定されるブロック本体と、このブロック本体の前記凹溝内に収容され凹溝の軸の周りに回転動作により揺動運動が可能な回転ブロックとから成り、回転ブロックの上面には、板材の曲げ加工に際して、上型の刃先を受け入れる加工溝が形成されているプレス曲げ加工用下型である。ブロック本体は凹溝の前後両側に前側肩部と後側肩部を有し、前側肩部の高さ寸法は後側肩部の高さ寸法よりも小さく設定されて前側肩部と後側肩部との間で段差が設定されている。
(もっと読む)
プレス成形用金型
【課題】プレス成形用金型において回動カムが大きな力を受けたとき、これに耐えるように構成してワークの品質を向上させ、且つ、回動カムの戻しの構成を簡易にしてコストダウンを図る。
【解決手段】上型に固着されて上下に昇降自在でワークWを押さえるパッド2と、カム面4bに沿って横方向にスライドするように支持され一端部に寄曲げ刃3bを有する加工用スライドカム3と、寄曲げ部4aを有するとともに全体が下型に支持され回動装置6により回動する回動カム4とを有してなる負角成形用のプレス金型において、回動装置6を構成するスライドブロック7は、後部面に回動カム4を元の位置に戻す回転作用面7bが設けられてなる。
(もっと読む)
円筒軸及び円筒軸の製造方法
【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸形成部材を円筒状にプレス曲げ加工して、円筒軸形成部材の一対の端部61a,61bが近接又は当接するように形成された円筒軸16において、円筒軸形成部材は、曲げ方向に沿う短辺のそれぞれに曲げの中間位置の基準となる基準部位67を有する。
(もっと読む)
カウンタカム装置
【課題】本発明は、カウンタカム装置に関し、従来の突き上げカム装置において加工時の反力による、ホルダユニットを外側に広げようとする悪影響があることが課題であって、それを解決することである。
【解決手段】移動金型の降下によって押し下げられるドライバユニット5と、該ドライバユニットの下方向移動を伝達する円弧型移動伝達部材2と、該円弧型移動伝達部材の端部が後端部に連結されて所定方向に往復移動されるとともに先端部に工具を固着する工具取付面を有する上下スライドユニット6と、前記円弧型移動伝達部材を摺動曲面が形成された曲面摺動部でガイドし且つ支持するホルダユニット3とを少なくとも有して成るカウンタカム装置1とするものである。
(もっと読む)
曲げ制御変位部を備えた金属シート及びその形成方法
【課題】曲げ加工線に沿う精密曲げが可能なようにシート材料を用意する方法を提供する。
【解決手段】曲げ加工線に沿って曲げ加工可能なシート材料を作製する方法であって、シート材料の厚さ方向に少なくとも1つの変位部を形成するステップを有し、曲げ加工線に最も近い変位部の周囲の一部が、エッジとこれに対向したフェースを形成し、かかるエッジとフェースが、曲げ加工中、変位部の周囲の互いに側部に対するシートのエッジ−フェース係合関係を生じさせることができるように構成されている方法。形成ステップは好ましくは、打抜き加工、穴あけ加工、ロールフォーミング加工、エンボス加工のうちの1つを用いて達成される。かかる加工法を用いる曲げ加工に適した材料のシートも又、被膜の使用、シンガードの使用、及び曲げ加工誘導スリット相互間のシートの領域の変位と同様に、開示される。
(もっと読む)
円筒軸の製造方法
【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸の製造方法は、曲げ方向の長さがプレス型の円筒周長よりも短い所定
長さに形成された金属板を、曲げ方向の両端面が近接又は当接するように円筒状にプレス
曲げ加工して、軸方向において一定方向に湾曲した円筒軸を形成する円筒加工工程を有す
る。所定長さは、プレス型の円筒周長から金属板のプレス曲げ加工における曲げ方向の伸
びを除いた長さを基準として一定範囲内に規定される。
(もっと読む)
リード加工装置、リード加工方法及びリード加工金型
【課題】半導体装置のリードの加工精度を高める。
【解決手段】リード加工装置100は、第1金型ユニット(下金型ユニット10)と第1金型ユニットに対して移動可能な第2金型ユニット(上金型ユニット20)を有する。更に、第2金型ユニットへ荷重を伝達する荷重伝達部30と、第1金型ユニットに近づく方向の第2金型ユニットの移動を停止させるストッパ機構40を有する。ストッパ機構40は、第1金型ユニットに固定された第1ストロークストッパ41と、第2金型ユニットに固定されストッパ41に突き当たることで第2金型ユニットを移動停止させる第2ストロークストッパ42と、を含むストロークストッパ対43を複数有する。荷重伝達部30は、複数の荷重伝達箇所に荷重を分散して第2金型ユニットへプレス荷重を伝達し、荷重伝達箇所の各々はストロークストッパ対43と同軸上に配置されている。
(もっと読む)
円筒軸の製造方法
【課題】形状の安定した円筒軸の製造方法を提供する。
【解決手段】円筒軸の製造方法は、金属板から円筒軸形成部材60をプレス抜きするプレス抜き工程と、円筒軸形成部材60の一対の端面61a,61bが近接又は当接するように円筒軸形成部材60を円筒状に曲げて円筒軸を形成する円筒曲げ工程と、円筒軸に外力を加えて円筒軸に残留する応力を調整する応力調整工程と、を有し、プレス抜き工程又は円筒曲げ工程の一方又は両方において、一対の端面61a,61bを含む側部62a,62bに対して加工を施す際に、側部62a,62bと中央部61cの応力状態が均衡するように加工する応力均衡加工を行う。
(もっと読む)
31 - 40 / 256
[ Back to top ]