
国際特許分類[B21D51/16]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700)
国際特許分類[B21D51/16]の下位に属する分類
容器,例.管,大桶,タンク,下水溜めまたは類似のもの (98)
高圧力容器,例.ボイラー,壜 (5)
缶または錫缶;これの永久的な密封 (347)
圧潰可能なものまたは類似の薄肉管,例.歯みがき用のもの (1)
罐,錫罐,バス,壜,または他の容器の入口または出口設備の製造;罐の端部の製造;閉止具の製造 (156)
箱,タバコケース,または類似のもの (1)
カートリッジケース,例.弾薬用のもの,エアシュートでの書類の運搬のためのもの
国際特許分類[B21D51/16]に分類される特許
81 - 90 / 92
金属加工品、その製造方法、およびその製造装置

【課題】加工後の寸法精度に優れ、型寿命低下を防止することが可能な金属加工品、該金属加工品の製造方法、該金属加工品の製造装置を提供する。
【解決手段】扇形部分を含む金属板を出発材2とし、該扇形部分の一対の円弧状の端面2aおよび端面2bを対向させるように曲げることにより、該扇形部分を湾曲した筒状に成形した金属加工品1において、対向する一対の円弧状の端面同士が該端面の長手方向にずれるのを規制する舌片部4aおよび舌片部4bからなる係合部4を該扇形部分の終端部に形成した。
(もっと読む)
結合用金属部材の電磁成形方法および結合用金属部材、金属部材継ぎ手

【課題】結合される相手方部材の外表面形状に応じた形状を有するフランジを、電磁成形により、金属部材端部に形成できる金属部材の成形方法と、結合用金属部材、継ぎ手を提供することを目的とする。
【解決手段】金属部材の電磁成形方法であって、電磁成形によって、金属部材1 の端部を変形し、かつ変形した端部外表面を金型成形面4 に押圧して、前記金属部材1 の端部に所定形状のフランジ2 を形成すると同時に、このフランジ部分を加工硬化させることである。
(もっと読む)
可動型を有するハイドロフォーミングの型および金属分岐管
【課題】 金属分岐管を安定して成形できる、可動型を有するハイドロフォーミングの型を安価に提供する。
【解決手段】 1つまたは複数の可動型を用いて1箇所または複数箇所の枝管の張出し成形を行うハイドロフォーミングの型であって、枝管の張出し予定部と相対する型の主管軸に垂直な断面の角部の曲率半径が張出し予定部の幅の0.2 倍以上であるもの、および、前記した型において、上型と下型に分離されていて可動型が下型にのみ保持されたもの、並びに、主管軸に垂直な断面の張り出された枝管と相対する角部の曲率半径が枝管の幅の0.2 倍以上である前記型により成形された金属分岐管。
(もっと読む)
中空状動力伝達シャフト
【課題】強度低下の原因となる表面形状欠陥や脱炭層がなく、安定した強度が得られる中空状動力伝達シャフトを提供する。
【解決手段】動力伝達シャフト1は、軸方向中間部が大径部1aに形成されると共に、大径部1aよりも軸方向両側部がそれぞれ小径部1bに形成されている。この動力伝達シャフト1は、キズや微小凹凸等の形状欠陥が存在している表面層や、表面の脱炭層を除去したパイプ素材に絞り加工を施して製造される。
(もっと読む)
テーパー鋼管の製造装置
【課題】 薄肉部のない均一な肉厚を有し、また肌荒れもない高品質なテーパー鋼管を高速で製造することができるテーパー鋼管の製造装置を提供すること。
【解決手段】 原鋼管Wの両端を台車上の回転軸にそれぞれ保持させて回転させながら軸線方向に移動させ、中間の加工ロール6によりテーパー状に絞り加工を行うテーパー鋼管の製造装置において、加工ロール6の回転軸を原鋼管Wの回転軸に対して20〜40°傾けたものとした。更に、加工ロール6をカバーする面板7は、本体部1に対しヒンジ機構8により位置決め支持されており、本体部1に対しネジ部材9により固定されているものとすることや、加工ロール6の鋼管に近い側の軸受け6bは、鋼管に遠い側の軸受け6cよりも小型のものとし、これら二つの軸受け6b、6cをタイロッド10により連結したものとすることもできる。
(もっと読む)
テーパー鋼管の製造方法
【課題】 加工ロールに達したときの鋼管温度が最適加工温度となるように加熱装置の出力を調整し、最適なテーパー加工を可能とするテーパー鋼管の製造方法を提供する。
【解決手段】 テーパー鋼管の製造装置の少なくとも加熱装置12の出側と加工ロール装置1の直前とに温度検出手段16,17を設置し、加熱装置12から加工位置までの鋼管Pの温度降下量を実測する。絞り量などの加工条件に応じて温度降下定数を選択し、実測された温度降下量が演算された温度降下量と一致するように加熱装置12の出力を調整しつつ絞り加工を行う。温度降下定数の設定は鋼管Pの長手方向にステップ的に変化させればよい。
(もっと読む)
中空フランジ部材の溶接の改良
冷間形成ミルにおいて中空フランジ・スチール部材をインラインERW溶接する装置は、使用時、輪郭金属ストリップ(30)の自由縁(34a、34b)を、金属ストリップの表面上において前記自由縁から間隔をおいて位置する所定の溶接軸との直線上に整列した状態に誘導するように適合された少なくとも1つのシーム・ロール(68)を回転可能に支持するシーム・ロール・スタンド(60)を備える。装置は、使用時、ストリップ(30)の表面上において対応して加熱された溶接軸との融合係合に、所定の温度まで加熱されるときに自由縁(34a、34b)を付勢するように適合された少なくとも1対のスクイーズ・ロール(84a、84b)を支持する溶接ボックス・スタンド(61)をも含む。スクイーズ・ロール(84a、84b)は、自由縁(34a、34b)と金属ストリップ(30)の表面との間においてその後の溶接接合の取付軸にほぼ沿って所定の直線軌跡を経て自由縁を誘導するように共動し、それにより、冷間形成部材に付与されたエネルギーは、所定の溶接軸に沿って近接効果によって集中される。 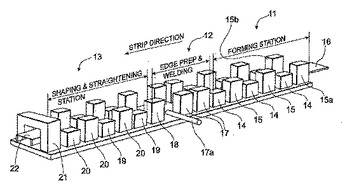 (もっと読む)
(もっと読む)
管状製品を製造するためのマンドレル・アセンブリ
管状製品を製造するためのマンドレル・アセンブリは、第1のプレート(206)と、上記第1のプレートから延びる片持ち式駆動ローラ(202)とを含む。上記第1のプレートからは、少なくとも1つの片持ち式アイドラ・ローラ(204)も延びており、また上記駆動ローラを回転させる手段(218)が準備され、これにより、上記手段の使用中、ストリップは駆動ローラに係合されかつ少なくとも1つのアイドラ・ローラへと進められ、これにより複数のローラの周りに巻かれて管状製品を製造することができる。  (もっと読む)
(もっと読む)
パイプに継手を形成する方法及びその継手の製造装置
本発明は、好ましくは銅製又は銅とニッケルと鉄との合金製のパイプ1に、拡径工具(2)をパイプ端に軸方向に導入してパイプ端を好ましくは段階的に又は単段に拡径して異なる直径に形成することによって継手を形成する方法に関する。本発明は、パイプ端に拡径工具を導入したとき、又は、導入した後、拡径されるべき又は拡径されたパイプ端の領域をパイプ端に軸方向に作用する力によって全体的に又は部分的に圧縮し、これにより、加工すべきパイプ端の外径がパイプ端を完全に又は部分的に取囲む1つ又は複数の成形シュー3によって決定される。また、本発明は、前記方法に従ってパイプ端に継手を形成するための装置に関する。 (もっと読む)
二室中空プロファイルの製造方法
本発明は、二室中空プロファイル(2、30)の製造方法に関する。空間(11、12)の壁部(9、10、14、15、27、28)は、単一ピースで互いに接続される。単一のキャビティ(3)を備える管状中空形材(1)が使用され、かつ比較的簡単な方法で二室中空プロファイル(2、30)を確実に製造するために、互いに少なくともほぼ平行に延びる2つの部分的管部(5、6、23、26)を形成するように、素材(1)がアーチ状にされる。このようにアーチ状にされた素材(1)は、互いに向かい合っている部分的管部(5、6、23、26)の壁部(9、10、27、28)が、内部の高圧流体によって互いに隣接して、残りの壁部(14、15)が成形ツールのプレス成形部に隣接するまで、内部高圧成形ツールに挿入され、かつ素材は中空プロファイル(2、30)の最終形状に膨張される。  (もっと読む)
(もっと読む)
81 - 90 / 92
[ Back to top ]