
国際特許分類[B21D51/16]の内容
処理操作;運輸 (1,245,546) | 本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き (27,619) | 本質的には材料の除去が行われない金属板,金属管,金属棒または金属プロフィルの加工または処理;押抜き (11,126) | 中空体の製造 (768) | 対象物の用途に特徴のあるもの (700)
国際特許分類[B21D51/16]の下位に属する分類
容器,例.管,大桶,タンク,下水溜めまたは類似のもの (98)
高圧力容器,例.ボイラー,壜 (5)
缶または錫缶;これの永久的な密封 (347)
圧潰可能なものまたは類似の薄肉管,例.歯みがき用のもの (1)
罐,錫罐,バス,壜,または他の容器の入口または出口設備の製造;罐の端部の製造;閉止具の製造 (156)
箱,タバコケース,または類似のもの (1)
カートリッジケース,例.弾薬用のもの,エアシュートでの書類の運搬のためのもの
国際特許分類[B21D51/16]に分類される特許
71 - 80 / 92
パイプ及びパイプ製造方法

【課題】 曲り部の近くに小さなへこみがないパイプと、そのようなパイプの製造方法を提供する。
【解決手段】 第1直線部10bと第2直線部10cを曲り部で連結するようにパイプを製造する。第1直線部10bの内壁面の中に第1パンチ12を挿入するととともに、第2直線部10cの内壁面の中に第2パンチ又は芯金14を挿入する。その状態で、第1パンチ12と第2パンチまたは芯金14とを互いに近接させて、第1直線部12bの内壁面に第1パンチ12によって少なくとも曲り部の近くで第1押圧成形面10tを形成するとともに、第2直線部10cの内壁面に第2パンチまたは芯金14によって少なくとも曲り部の近くで第2押圧成形面10mを形成する。その際、第1直線部10bの第1押圧成形面10tと第2直線部10cの第2押圧成形面10mとを曲り部の内壁面の内周側で直接連結させるか、あるいは、互いに近接させる。
(もっと読む)
中空パイプの凹部形成方法及び装置
ロール支持ブロック10は4段の転造回転ロール6〜9を有し、パイプホルダ5のガイド穴13に案内されてロール支持ブロック10が移動する。パイプホルダ5によって固定された中空パイプ2には、パイプホルダ5に形成された成型窓35を通じて転進回転ロール6〜9が次々と圧接する。先ず第1段転造回転ロール6が回転しながら中空パイプ2と圧接して凹部の予備成形が行われ、次いで、順次大径になる第2〜第3段の転造回転ロール7、8によって凹部を拡大する予備成形が行われ、最終的に、第4転造回転ロール9によって第1又は第2ロック溝3、4の最終形状が成形される。 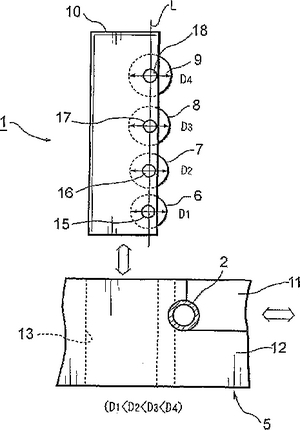 (もっと読む)
(もっと読む)
バーリング加工方法及びバーリング加工装置

【課題】 バーリング加工に用いる金型の加熱を自動化することができ、かつ、バーリング加工の作業効率を向上することができるバーリング加工方法及びバーリング加工装置を提供することを目的とする。
【解決手段】 金属からなる筒の壁面に下穴を開け、ダイを上記下穴に当接させて上記筒の外側に配置し、加熱したポンチ金型1cを上記筒の内側から上記下穴及びダイを通して引き抜き、上記筒の外側に張り出した分岐部を形成するバーリング加工方法において、
炉壁1d内に設置したコイル1bにより誘導加熱する誘導加熱炉部1内にポンチ金型1cを設置し、操作盤2の自動加熱プログラムで誘導加熱炉部1を制御してポンチ金型1cを自動加熱する。
(もっと読む)
偏心拡径加工用ポンチ及び偏心拡径パイプの製造方法
【課題】 予備的な同軸拡径加工が施されたパイプの管端に、ガイド部を有する偏心拡径加工用ポンチを押し込んで、平坦度に優れた拡径部を有する偏心拡径パイプを製造する。
【解決手段】 予備的な同軸拡径加工が施された被加工パイプの拡径管端開口に、本体部とガイド部を有するポンチであって、前記本体部は拡径所望内径に、前記ガイド部は素管の内径にそれぞれ合わされた外径を有する円筒形状を有するとともに前記本体部及びガイド部はそれらの下端稜線が同一線になるように互いの軸心が偏心されており、前記本体部及びガイド部がなだらかな円錐台状斜面で繋げられた一体物で構成され、かつ前記ガイド部長さが被加工パイプの径徐変部を含めた偏心拡径部長さよりも長い偏心拡径加工用ポンチを押し込む。
この際、予備的な同軸拡径加工が施された被加工パイプの管端径拡部を当該管端径拡部の下側に配置した金型で上方に押し上げつつ、上記偏心拡径加工用ポンチを押し込むことが好ましい。
(もっと読む)
分岐管の製造方法
【解決課題】 高品質の分岐管、特に、難加工材からなる分岐管を効率的に製造することのできる方法を提供する。
【解決手段】 本発明は、主管と、前記主管の所定位置で立ち上がる枝管からなる分岐管の製造方法であって、(a)主管となる素管の枝管立ち上げ箇所に下穴を形成する工程、(b)素管内面の前記下穴位置にプラグを当接し、素管の外面方向へ前記プラグを引抜くことにより、枝管の根元部分を形成する工程、(c)前記枝管の根元部分に枝管本体を接合する工程、を含み、(b)工程の引き抜き加工の際に、前記下穴の周辺の肉厚を他の部位より厚くして引抜加工する分岐管の製造方法である。ここで、下穴周辺の肉厚を他の部位より厚くする方法としては、下穴位置に板材を接合するのが好ましい。
(もっと読む)
金属製絞り管およびその製造法
【課題】継ぎ目なし一体化した金属製絞り管とその製造法を提供する。
【解決手段】本発明による金属製絞り管は、複数の絞り加工により縮管部と拡管部および未加工の原管部がテーパー部を介して継ぎ目なしで連続一体成形され、一端から他端部にかけて順次、縮管部、テーパー部、原管部、テーパー部、縮幹部、テーパー部、拡管部から構成されることを特徴とする。また、本発明による金属製絞り管の製造法は、通孔の内周面に1個以上の溝を有するダイスを回転させ圧力をかけて原管に押し込んで縮管を行ない、外周面に1個以上の平坦部を有するボスを回転させ圧力をかけて原管に押し込んで拡管を行なうことを特徴とする。
(もっと読む)
内燃機関用燃料レールにおける分岐枝管の継手構造と分岐枝管およびその分岐枝管の製造方法
【課題】 燃料レールや分岐枝管等の構成部品の腐食を防止し、かつ燃料の酸化や劣化を防止し得る内燃機関用燃料レールにおける分岐枝管の継手構造の提供。
【解決手段】 ステンレス鋼製もしくは少なくとも内面に防錆処理が施された鋼製の内燃機関用燃料レールと、外管とその内周面が該外管の外周面より燃料に対する防錆能が優れた内管とからなる二重管で構成された分岐枝管とを、継手金具を介して締結用ナットにより接続構成してなる継手構造において、前記分岐枝管と継手金具の接続シール部が、当該分岐枝管内周面と同等の防錆能を有すると共に、該分岐枝管の燃料に対するシール面を含む接液部分の全てが、前記内管によって覆われている内燃機関用燃料レールにおける分岐枝管の接続構造。
(もっと読む)
異形断面筒体の製造方法と異形断面筒体の製造装置
【課題】 自動二輪車用マフラーの外筒等に用いる異形断面筒体の製造時に、製品の表面に傷が付くことなく加工でき、しかも、少ない加工工程で製造可能な異形断面筒体の製造方法とその製造装置を提供する。
【解決手段】 円形断面の筒体10内に挿通される一方の整形棒1と、円形断面筒体内に別個に挿通される他方の整形棒3,5と、上記他方の整形棒と一方の整形棒とを離間する方向へ所定量を相対的に移動させる牽引手段30,40と、を具備した異形断面筒体の製造装置100と異形断面筒体の製造方法である。
(もっと読む)
冷間加工された物品の製作方法
特にはステンレス鋼の弁ハウジング等の、配管枝管(16)を有する配管構成要素(10)の冷間加工方法において、配管枝管(16)は、少なくとも1つのボール又は部分的に球面を有する引き抜きツールを、構成要素の内部空洞から外側への方向において押圧することにより、その長さ及び最終的孔を具備する。本方法の発明的特徴は、孔が引き抜き形成される手順の前に、幾つかの部分(2,4,6,8)から構成される、マトリックスツール(10)において前記構成要素を締結する手順と、前記マトリックスツールの前記部分が、前記構成要素の外面の、より大きな部分に密接して適合されるので、引き抜き作業において、表面を、冷間加工される前記構成要素の前記部分において固定する手順と、が実施されることにある。それにより、引き抜き作業は、構成要素の外側又は隣接する部分を歪ませないか、又は構成要素の寸法を変化させず、更に構成要素の形状及び寸法の制御は、引き抜き作業において実施される。形状の機械加工における仕上げ処理は従って、本方法により、大幅に低減され、材料は節約される。  (もっと読む)
(もっと読む)
自動車のボディまたは走行機構に用いられる構造体構成部材
【課題】構造体構成部材が、その都度の使用事例に調和された高い剛性と同時に僅かな重量を有しているようにする。
【解決手段】長さ区分1が、横方向隔壁2および/または長手方向隔壁によって補強されており、横方向隔壁2および/または長手方向隔壁が、長さ区分1の、使用条件により高く負荷される領域内に配置されているようにした。
(もっと読む)
71 - 80 / 92
[ Back to top ]