
国際特許分類[B22D11/128]の内容
処理操作;運輸 (1,245,546) | 鋳造;粉末冶金 (29,309) | 金属の鋳造;同じ方法または装置による他の物質の鋳造 (13,454) | 金属の連続鋳造,すなわち不定長さへの鋳造 (5,350) | 鋳造型をその場所で引き続いて処理または加工するための付属具 (876) | 取出しのため (326)
国際特許分類[B22D11/128]に分類される特許
21 - 30 / 326
鋼片の連続鋳造方法
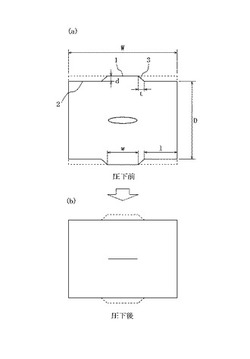
【課題】炭素鋼や合金鋼などの連続鋳造において、現行の設備に特段の改造を施す必要なしに、未凝固圧下効果を高めて、中心偏析を大幅に低減することができる鋼片の製造方法を提供する。
【解決手段】鋳型内鋳造空間の長辺側の両端部は所定の厚みDとする一方、該鋳型内鋳造空間の中央部にはDよりも厚みの大きい厚肉部を設けた鋳型を用いて鋳造し、ついで、二次冷却帯における鋳片内部の凝固が完了するまでの間に、パスラインで、該鋳片の長辺側の中央部の厚肉部にロール圧下を加えて、所定の厚みDとするものとし、その際、該鋳型内鋳造空間の厚肉部の長さをそれぞれ、上記Dの1/2以上とする。
(もっと読む)
管用中空鋼片の製造方法

【課題】 継目無し鋼管用の中空鋼片を連続鋳造によって製造するに当たり、凝固殻内面性状(平坦・空隙・内部割れ等)の改良を図る。
【解決手段】 湾曲式の連続鋳造方法において鋳片を3/4周点まで引き上げる過程で、溶融芯を分離させて真空の空洞を持つ中空鋳片を形成する。該鋳片を伸直し、次いで切断するに当たり一対の楔型歯(上流側は傾斜、下流側は垂直)を鋳片に圧入して噛み切るように切断する。上流側端部は圧下・圧接・閉鎖し、下流側は開口状態になり、片端開口の中空鋼片が得られる。凝固殻内面の空隙防止のため、溶融芯が分離される部位で電磁撹拌する。内部割れを圧着して無害化するため、伸直後の鋳片を圧延機で圧下し、且つ切断後の鋼片を軸方向圧縮加工する。製管に該鋼片を供すれば旋孔圧延が省略される。
(もっと読む)
連続鋳造方法
【課題】過大な荷重が軽圧下セグメントに印加された場合でも、軽圧下量が適正範囲内にあるか否かを判定し、鋳片の中心偏析を低減する連続鋳造方法を提供すること。
【解決手段】鋳造された鋳片6を軽圧下するための圧下ロール7を保持するフレームを支持する支柱11の変位量を測定するステップと、軽圧下セグメント8を過度な荷重から保護するために支柱11に設けられた皿バネ12の変位量を測定するステップと、軽圧下セグメント8が鋳片6に掛ける荷重が所定以下である場合、支柱11の変位量に基づき軽圧下量が適正範囲内にあるか否かを判断する支柱判定ステップと、軽圧下セグメント8が鋳片に掛ける荷重が所定以上である場合、皿バネ12の変位量に基づき軽圧下量が適正範囲内にあるか否かを判定する弾性機構判定ステップと、判定の結果に基づき連続鋳造の操業条件を変更するステップとを含む。
(もっと読む)
連続鋳造設備のセグメント交換装置
【課題】鋳込み床の機器の配置制限が少なく、かつ、セグメント交換作業を効率化できる連続鋳造設備のセグメント交換装置を提供する。
【解決手段】セグメントSのガイド輪gと吊具10のガイド輪13とを案内するレール21、31で構成された可動ガイド20および複数の固定ガイド30を備え、可動ガイド20が上下方向に移動することにより、可動ガイド20のレール21と、複数の固定ガイド30のうちのいずれかの固定ガイド30のレール31とが、選択的に接続可能となっている。セグメント交換位置が一か所であり、鋳込み床Fに設置される機器の配置制限が少なくなる。天井クレーンの停止位置が固定された一か所であり、セグメント交換作業を効率化できる。
(もっと読む)
連続鋳造方法
【課題】過大な荷重が軽圧下セグメントに印加された場合でも、ロール間隔を動的に適正化し,鋳片の中心偏析を低減する連続鋳造方法を提供すること。
【解決手段】連続鋳造方法において、鋳造された鋳片6を軽圧下するための軽圧下セグメント8を過度な荷重から保護するための皿バネ12の変位量を測定するステップと、皿バネ12の変位量に基づいて、軽圧下セグメント8の圧下ロール7の間隔を調整するステップと含む。
(もっと読む)
連続鋳造設備のガイドロールセグメント
【課題】バルジングを防止するとともに、鋳片支持ロールの安定回転動作を維持可能であり、メンテナンスが簡単で、連続鋳造設備の稼動率を維持できる連続鋳造設備のガイドロールセグメントを提供する。
【解決手段】
連続鋳造設備の鋳型から引出される鋳片Cを支持する連続鋳造設備のガイドロールセグメント106であって、セグメント本体10と、このセグメント本体10に着脱可能なユニット4と、を備え、ユニット4は、ユニットフレーム41と、このユニットフレーム41に着脱可能に設けられるとともに、鋳片Cの幅方向に回転軸51を有する複数の鋳片支持ロール5と、鋳片支持ロール5を転動するバックアップロール6と、を備えることを特徴とする。
(もっと読む)
鋼の連続鋳造方法
【課題】ロール間隔の制御によって連続鋳造鋳片の内部品質を確保するとともに、安定した操業を行うことが可能である鋼の連続鋳造方法を提供する。
【解決手段】少なくとも1対の圧下ロールを用いて鋳片を大圧下する鋼の連続鋳造方法であって、鋳片の圧下中における前記圧下ロールの圧下力およびロール間隔を検出し、前記圧下ロールの圧下力を常時使用限界の圧下力の90%以上に維持するとともに、前記圧下ロールのロール間隔の目標値を、検出したロール間隔の実測値に応じ、この実測値より常時小さくなる値に設定する。前記ロール間隔の目標値は、前記ロール間隔の実測値より常時0.1mm以上10.0mm未満の範囲で小さくなる値に設定することが好ましい。また、前記ロール間隔の実測値が目標値に達したときに、前記目標値をより小さい値に変更することが好ましい。
(もっと読む)
連鋳鋳片の軽圧下方法
【課題】連続鋳造設備において実施する軽圧下において、正確な圧下勾配を実現するための熱膨張量補正方法を提供すること。
【解決手段】上下一対のロール8が配置されたロール配置位置毎に設けた冷却水経路11の冷却水入側温度と冷却水出側温度との温度差(冷却水入出温度差)をロール配置位置毎に求め、前記ロール配置位置毎の冷却水入出温度差から、1番目のロール配置位置からn番目のロール配置位置に至るまでの範囲における冷却水入出温度差を表す回帰式を求め、前記回帰式により、各ロールの冷却水入出温度差を演算して補正冷却水入出温度差とし、前記各ロールの補正冷却水入出温度差と、予め求めておいた冷却水入出温度差と上下ロール隙間の変位との関係から、、各ロール配置位置での熱膨張量補正値を求め、前記各ロール配置位置での熱膨張量補正値に基づき、各ロールの圧下量を補正する。
(もっと読む)
連続鋳造製品を研削するための装置
【課題】スラブをその都度所要の位置に運動させ、研削加工の間、この位置に安定した状態で保持することが簡単に可能となるようにする。
【解決手段】連続鋳造製品を研削するための装置が、保持装置8を有しており、該保持装置8が、連続鋳造製品1を互いに異なる2つの位置I,IIで緊締し、互いに反対の側に位置する2つの辺2,3,4,5の研削プロセスの間、ある時は鉛直な位置に保持し、またある時は水平な位置に保持するために形成されており、互いに異なる2つの位置I,IIが、連続鋳造製品1の長手方向軸線Lを中心として90゜だけ互いに回動させられている。
(もっと読む)
部分圧下ロールを用いたスラブの連続鋳造方法
【課題】設備負荷を増大させることなく、ポロシティを低減する。
【解決手段】メニスカス距離M2[m]が0.0013Vc(D/2)2≦M2≦0.0016Vc(D/2)2である第2区間内に、部分圧下ロール42〜44を有し、鋳片10の幅方向の2〜4箇所を圧下するための部分圧下用ロールスタンド7を配置する。部分圧下ロール42〜44を鋳片10と接触しないような位置に配置して鋳造を開始し、メニスカス位置を、定常鋳造速度Vの0.7倍以上0.95倍以下の鋳造速度Vctで通過した部位が、部分圧下用ロールスタンド7の最上流のロールの位置まで搬送された時点で、部分圧下ロール42〜44を鋳片10に近接させて鋳片10の部分圧下を開始する。
(もっと読む)
21 - 30 / 326
[ Back to top ]