
国際特許分類[B23B51/06]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | 旋削;中ぐり (8,596) | ボール盤用工具 (1,657) | 潤滑または冷却手段をもったドリル (143)
国際特許分類[B23B51/06]に分類される特許
21 - 30 / 143
ドリルビット
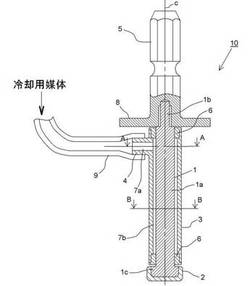
【課題】 小径なためボディが中実丸棒で先端に硬質切れ刃を有するドリルビットにおいて、穿孔時に発熱する先端切れ刃側を冷却するために外部から供給された冷却用媒体を根元側で受け取り確実に先端部まで通せるドリルビットを提供することである。
【解決手段】 ボディが中実丸棒で先端に硬質切れ刃を有するドリルビットであって、中実丸棒状ボディの根元側から先端切れ刃側までを回転しない外筒で覆い、外部からホ−スなどで供給された冷却用媒体を外筒の根元側受け取り口に接続して受け取り、外筒内周面とボディ外周表面間に取り込んで先端切れ刃側まで確実に通せるようにしたことを特徴とするドリルビット。
(もっと読む)
深穴加工用ドリル

【課題】所定の切りくず排出性能を確保しつつ心厚を大きくして折損強度を向上させるとともに、加工開始当初から安定した穴明け加工を行うことができるようにする。
【解決手段】シンニングを施す際に形成されるギャッシュ34の底部36に0.03D〜0.05Dの範囲内の半径Rの丸みが設けられているため、切りくずがカールし易くなって切りくず排出性能が向上し、心厚W1を0.30D〜0.40Dの範囲内まで大きくすることにより、切りくず詰まりを抑制しつつ折損強度を高くすることができる。また、一対のランドには第2マージン角度αが35°〜45°の範囲内となる位置に第2マージン56が設けられているため、穴明け加工の開始後速やかにその第2のマージン56によるサポート作用が得られるようになってドリル姿勢が安定する。これにより、溝長Lが長い深穴加工用ドリル10においても実用上満足できる工具寿命が得られるようになる。
(もっと読む)
ドリルヘッドの製造方法
【課題】ロウ付けタイプの切刃を備えたドリルヘッドとして、被削材に貫通孔を形成する際に孔内周面におけるスパイラルマークの発生を防止でき、優れた外観体裁と高い加工精度が得られるものを提供する。
【解決手段】各々焼結硬質材料からなる切刃チップ30A〜30Cのロウ付けによる外周側切刃3Aと中間切刃3B及び中心側切刃3Cを備えたドリルヘッド1Aの製造方法において、外周側切刃3A用の切刃チップ30Aとして外縁側に削り代32を設けたものを用い、切刃チップ3Aをヘッド本体部10の切刃取付座13aにロウ付けしたのち、切刃チップ30Aの外縁側を一段目の研磨加工によって直線状に研磨除去して外周側切刃3Aの外側縁部33を設定し、次いで二段目の研磨加工によって外周側切刃切刃3Aの外端側をアール状に研磨除去してアールRをなす刃先外端部31aを形成する。
(もっと読む)
ガンドリル
【課題】ガンドリルとして、切削性に優れ、従来のものに比較して切削速度を飛躍的に速めることができ、高い深穴加工能率が得られ、切刃寿命が大幅に延び、特に小径の場合では再使用のための刃立ての頻度を少なくできるものを提供する。
【解決手段】外面に長手方向に沿う断面V字状の切屑排出溝11を有して内部をクーラント供給路12とする中空シャンク部1の先端1bに、先端面3aにクーラント供給路12に連通するクーラント放出口30を有する切削ヘッド3Cが装着され、摺接部6a,6bを含むヘット本体6が超硬合金Wよりも高硬度の焼結セラミックCにより形成され、ヘッド本体6に超硬合金Wからなる刃先部材7が固着され、刃先部材7の切屑排出溝11(31)に面する側縁が切刃部32としてなる。
(もっと読む)
刃先交換式転削工具
【課題】工具本体の剛性を確保しつつ、クーラントを切れ刃へ高精度に流出してその供給量を確保でき、ヘッド部とシャンク部との接合強度を十分に確保できる。
【解決手段】軸状の工具本体1とその先端に着脱可能に装着される切削インサートとを備えた刃先交換式転削工具であって、工具本体1は、シャンク部11と、シャンク部11の先端に接合され切削インサートが装着されるヘッド部32とを有し、工具本体1には、シャンク部11に位置して中心軸線O1に沿うように延びる第1供給孔21と、ヘッド部32に位置して切削インサートの切れ刃に向けて開口される一対の第2供給孔22と、第1供給孔21及び第2供給孔22の間に位置してこれらを連通させる第3供給孔33とが形成され、第3供給孔33は、中心軸線O1に垂直な断面における一対の第2供給孔22同士の軸間方向に沿う長さLが、軸間方向に垂直な幅方向に沿う長さWよりも大きく設定される。
(もっと読む)
刃先交換式転削工具
【課題】工具本体の剛性を確保しつつ、クーラントを切れ刃へ高精度に流出してその供給量を確保でき、ヘッド部とシャンク部との接合強度を十分に確保できる。
【解決手段】軸状の工具本体1とその先端に着脱可能に装着される切削インサートとを備えた刃先交換式転削工具であって、工具本体1は、シャンク部11と、シャンク部11の先端に接合され切削インサートが装着されるヘッド部32とを有し、工具本体1には、シャンク部11に位置して中心軸線O1に沿うように延びる第1供給孔21と、ヘッド部32に位置して切削インサートの切れ刃に向けて開口される一対の第2供給孔22と、第1、第2供給孔の間に位置してこれらを連通させる一対の第3供給孔53とが形成され、第3供給孔53は、中心軸線O1に垂直な断面の面積が第2供給孔22の前記面積よりも大きくされ、第3供給孔53の軸線O3は第2供給孔の軸線O2よりも中心軸線O1側に配置される。
(もっと読む)
深穴切削用ドリルヘッド
【課題】切刃チップをロウ付けする形態の深穴切削用ドリルヘッドとして、切削加工数が増えても非常に安定した切削状態を維持でき、真円度、円筒度、真直度等に優れた切削穴を長期間継続的に形成することが可能であり、極めて高精度な加工性と卓越した耐久性を備えるものを提供する。
【解決手段】ヘッド先端面1aに開口した切屑排出口11,12に切刃チップ2A〜2Cがロウ付けによって取り付けられ、ヘッド先端側の周面1bの複数箇所にガイドパッド3A,3Bが取り付けられ、中空内部を切屑排出口11,12に連通する切屑排出路10とした深穴切削用ドリルヘッドD1において、周辺部切刃チップ2Bの外端面に、切削穴H内周に摺接する円弧面をなすガイドパッド部4が形成されている。
(もっと読む)
深孔切削用ドリルヘッド
【課題】中心側切削刃の背分力をも中心軸線に向かう径方向内向きに働かせるようにすることで、孔加工精度及び真直度の向上を図った深孔切削用ドリルヘッドを提供する。
【解決手段】ヘッド本体3の先端部にその中心軸線G側から外周側にかけて複数の切削刃6A〜6Cをヘッド半径方向に沿って設けてなる深孔切削用ドリルヘッドにおいて、全ての切削刃6A〜6Cの刃先縁10,20,30が中心軸線Gに向かって上り傾斜状となるように設けられていて、中心側切削刃の刃先縁10は、その基端部10o側から中心軸線G上の地点22の若干手前側の地点21までが上り傾斜直線状に形成され、この若干手前側の地点21から中心軸線G上の地点22を越えて下り方向に延びる刃先縁先端部25側がアール状に形成されている。
(もっと読む)
冷却水路構造
【課題】破損、圧力、捻れ、及び曲げに対する耐久性と共に冷却水の流量を改良した内部冷却式の切削工具を提供する。
【解決手段】ドリル工具の各ウェブに形成された内部冷却水路3は、工具の先端からそれとは反対側のドリルの端部にまで延びると共に、中心点Mを有した仮想上の円Kを囲むよう連続的に延びる断面外形線30を備える。前記断面外形線30は、好ましくは2箇所の最大曲率値を含み、それらのドリルの軸Aまでの距離は、中心点M及びドリルの軸A間の一線に沿う方向で、中心点M及びドリルの軸A間の距離と同等又はそれよりも大きい。冷却水路3とドリルの外周7との間の最小壁厚さ、冷却水路3と加工する面5との間の最小壁厚さ、冷却水路3と加工しない面6との間の最小壁厚さは、所定の下限値と上限値との間の範囲に設定され、内部冷却水路3の形状と共に、冷却水の流れと工具の安定性が最適化される。
(もっと読む)
シャフトツールおよび同シャフトツールを備えた装置
【課題】 最少量潤滑で用いられる、冷却剤/潤滑剤供給点に対する境界部に結合する際にとりわけ適したシャフトツールが開示される。
【解決手段】 本発明のシャフトツールは、機械部から離れた側にオリフィスをもつ、少なくとも1個の全体的に偏心した内部冷却ダクトを備える。前記オリフィスは、例えばチャック内において、最少量潤滑をもたらす同軸配設された供給部へのシャフトの接続を可能にする円錐状嵌合エリアと連通し、同エリアにおいて円錐状凹部に嵌入するシャフトの円錐台の高さは円錐台面上の径方向スリットの深さより大きい。
(もっと読む)
21 - 30 / 143
[ Back to top ]