
国際特許分類[B23K103/18]の内容
処理操作;運輸 (1,245,546) | 工作機械;他に分類されない金属加工 (71,475) | ハンダ付またはハンダ離脱;溶接;ハンダ付または溶接によるクラッドまたは被せ金;局部加熱による切断,例.火炎切断:レーザービームによる加工 (42,379) | ハンダ付,溶接または切断される材料 (2,434) | 異種材料 (451)
国際特許分類[B23K103/18]の下位に属する分類
鉄合金とアルミニウムまたはその合金 (218)
鉄合金と銅またはその合金 (17)
鉄合金とチタニウムまたはその合金 (11)
国際特許分類[B23K103/18]に分類される特許
201 - 205 / 205
ベリリウム窓のろう付け構造体
【課題】ろう付け後の残留応力に起因するクラックの発生を防止でき、製品として、信頼性に優れると共に耐リーク性を確保することができるベリリウム窓のろう付け構造体を提供することにある。
【解決手段】ベリリウム系金属板1と、ベリリウム系金属と異なる異材金属枠体2とを接合したベリリウム窓のろう付け構造体である。異材金属として膨張係数が室温でベリリウム系金属よりも大きく、かつろう付け温度近傍でベリリウム系金属よりも小さくなる材質を用いた。ベリリウム系金属板1と異材金属枠体2の間に応力緩和材10を挟み込んで、ろう付けした。
(もっと読む)
炭化タングステン基超硬合金接合体の製造方法

【課題】機械的強度を低下させることなく、接合面に生ずる引張、及び圧縮応力を軽減することが可能な炭化タングステン基超硬合金接合体の製造方法を提供する。
【解決手段】炭化タングステン基超硬合金から構成された第一の板状部材2と、オーステナイト相の冷却によってマルテンサイト変態、ベイナイト変態、及びパーライト変態の三つの相変態のうちの少なくとも一つの相変態を起こし得る金属体から構成された第二の板状部材3とを、第二の板状部材3がオーステナイト変態を起こす温度以上に加熱した状態で積層して接合し、次に、上述した三つの相変態のうちの少なくとも一つの相変態を開始する温度まで降温することにより、その接合面4に生ずる引張、及び圧縮応力が1500MPa以下となるように相変態を起こさせて炭化タングステン基超硬合金接合体1を得る炭化タングステン基超硬合金接合体の製造方法。
(もっと読む)
レーザを用いた部材の接合方法、レーザ光照射による接合加工物及び接合形成認識装置
【課題】 部材の材料に限定されることなく確実に部材同士を接合させることができるレーザを用いた部材の接合方法を提供する。
【解決手段】 互いに重ね合わされた第1部材16が半導体レーザ光を透過するアクリル材料で形成され、第2部材17がスズ製である。第2部材の境界面がサンドペーパで荒された凹凸面17aにされている。第1部材及び第2部材の境界面に半導体レーザ光を照射することにより、第2部材の凹凸面において半導体レーザ光が吸収され、凹凸面付近のアクリル材料を局所的に溶融あるいは軟化させる。溶融あるいは軟化したアクリル樹脂が凹凸面に食い込むことによるアンカー効果によって、両部材間に強固な接合が形成される。
(もっと読む)
異種金属の並列金属板およびその製造方法
【課題】溶接が困難な異種金属にも適用することができ、それら異種金属間の接合界面に溶接欠陥や合金層がなく、しかも溶接線のない、接合強度や靭性や加工性にも優れた並列金属板を提供する。
【解決手段】本発明の異種金属の並列金属板Pは、2種以上の異なる金属薄板を各々1枚又は2枚以上の多層に重ねて、幅方向に交互に並べて充填した組立スラブを圧延して金属的に接合してなり、隣り合う金属層A・B間に溶接線がない金属板で構成されてなる。
(もっと読む)
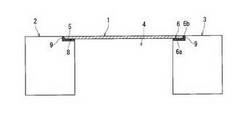
過度の硬化を起こす傾向のある同じ材料どうしをあるいは互いに異なる材料をフィラー材料として銅または銅合金を使用することによってプラズマやレーザーや電子ビームにより溶接するための方法
本発明は、過度の硬化を起こす傾向を有しているような例えば鋳鉄や鋳鋼や可鍛鉄や焼結材料や表面焼入鋼や高C含有鋼や焼鈍鋼や高張力鋼などといったような同じ材料(1,2)どうしをあるいは互いに異なる材料(1,2)を高エネルギービームを使用して溶接するための方法に関するものである。本発明の目的は、精密なかつ脆弱なかつ仕上げ加工済みの部材(1,2)を、溶接によって組み立て可能とすることであり、これにより、コスト的な有利さをもたらすことである。この目的のため、銅、または、銅を大きな含有量で含有している銅合金と;互いに溶接すべき複数の基本材料でありかつ溶接シームを形成している複数の基本材料と;を、高エネルギービームを使用して、溶接シーム内において溶融させ、その溶融によって形成された溶融物を固化させることによって、複数の基本材料を溶接する。 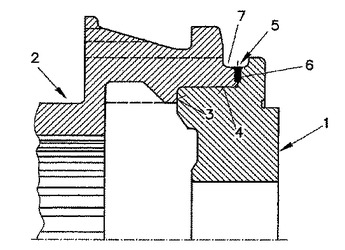 (もっと読む)
(もっと読む)
201 - 205 / 205
[ Back to top ]